
Abstract
A friction stir welding (FSW) tool with high strength and high wear resistance at elevated temperature is needed to perform FSW of high temperature materials. The purpose of this study is to develop a welding tool suited for FSW of high temperature materials. It has been clarified that Ir is little oxidised at elevated temperatures and that the addition of Re within the solubility limit to Ir increases the recrystallisation temperature, the high temperature strength and the high temperature hardness of the Ir alloy. SUS304 stainless steel was successfully friction stir welded by an Ir–10 at‐%Re welding tool without significant wear.
Introduction
Friction stir welding (FSW) is a solid state welding method that uses the plastic flow of the material, which is softened by the friction heat between the welding tool and the material, and was invented, patented and developed by The Welding Institute in Cambridge, UK, in 1991.1 Unlike fusion welding, the joint by FSW does not reach the melting point of the material. Therefore, the strength reduction in the joint is much lower, and in some cases, it becomes higher than that of the base material.2, 3 It can be said that FSW is an excellent welding method for such reasons.
However, until now, this method has been practically applied to structures made of Al, Mg, Cu and their alloys with relatively low melting points.3– 10 On the other hand, it has not yet been practically applied to materials with high temperature melting points like steel, although such research and development is actively advancing. One of the reasons is that the welding tool for high temperature materials must have specific properties, such as strength, hardness, toughness, wear resistance and non‐reactivity with the workpiece at elevated temperatures. W alloys, Mo alloys, various ceramics materials and superhard materials have been examined as the materials that meet these requirements.2, 11– 17 Especially, ceramics materials, such as polycrystalline cubic boron nitride (PCBN), are mainly used and studied.18– 22 However, PCBN is brittle and difficult to be wrought because of its hardness, which is similar to that of a diamond.23 Furthermore, the production process24 under high temperature and high pressure makes it difficult to manufacture a large scale ingot (<25·4 mm3 of PCBN).25 Therefore, there are problems from the viewpoint of practical use, such as a restriction of tool design.
The purposes of this study are to produce a welding tool as an alloy with superior performance at elevated temperatures and to use the welding tool for high temperature materials.
Experimental
To select a base material for the welding tool, the influence of oxidation was evaluated on various metals whose melting points are over 2273 K. The oxidation test was carried out using a thermogravimetric/differential thermal analyser (TG‐DTA) (Bruker AXS TG‐DTA2000SA). The temperature was raised at 0·33 K s−1 to 1473 K and maintained for 10·8 ks. From the oxidation test, Ir was chosen as the base material.
To investigate the influence of the added elements, the Ir alloy ingots with 1 at‐% additives of various elements were made by arc melting; then, the ingots were deformed at 1673 K. It is known that the work hardened metallic material is recrystallised and softened by being exposed to high temperature. It is important to understand the softening temperature of the tool material because the quality of the joints will be greatly degraded if the welding tool is softened and deformed during FSW. Thus, the annealing temperature dependence of the Vickers hardness was investigated by measuring the Vickers hardness at room temperature after the deformed Ir alloys had been annealed at various temperatures for 3·6 ks. Similarly, the annealing temperature dependence of the Vickers hardness was investigated for Ir alloys with different amounts of the additive. Because it becomes difficult to deform when the additive amount increases, these alloys were deformed at 1923 K. The Vickers hardness test was performed at a load of 24·5 N using an HV‐112 Mitutoyo Vickers hardness testing machine. In addition, these alloys, which were encased in resin, were electrolytically etched after being polished, and then the microstructure was observed using an optical microscope.
Properties such as high mechanical strength, high hardness and high toughness at elevated temperature are necessary as the tool material of FSW. A high temperature compression test was carried out as an evaluation of the strength at elevated temperature. The dimensions of the compression test specimen are 5 mm in diameter and 5 mm in height, and the test was carried out at 1473 K in air at a crosshead speed of 1·67×10−3 mm s−1. A high temperature hardness test was also performed as an evaluation of the wear resistance at high temperature. A high temperature hardness test was carried out by a load of 2·94 N at 1473 K in argon atmosphere using a QM‐2 Nikon high temperature microhardness tester.
Results and discussion
Tool material selection
To select the metal that can become the base material of the tool, the mechanical and oxidation properties were investigated for various high melting point metals (Re, Mo, W, Nb, Ta and Hf) whose melting points are higher than 2273 K. The typical properties of some high melting point metals are shown in Table 1.26– 28 It is understood that each metal also has a high mechanical strength from Table 1. Moreover, it is generally known that these metals have a high mechanical strength at elevated temperatures. Figure 1 shows the change in weight of each element after the oxidation test using TG‐DTA. After 10·8 ks at 1473 K, all the metals except for Ir significantly lost weight by the oxidation or gained weight by generating the oxide. The oxidation loss or the gain in weight of the tool during FSW can be a factor promoting wear. Based on these mentioned viewpoints, Ir was selected as the base material of the tool.
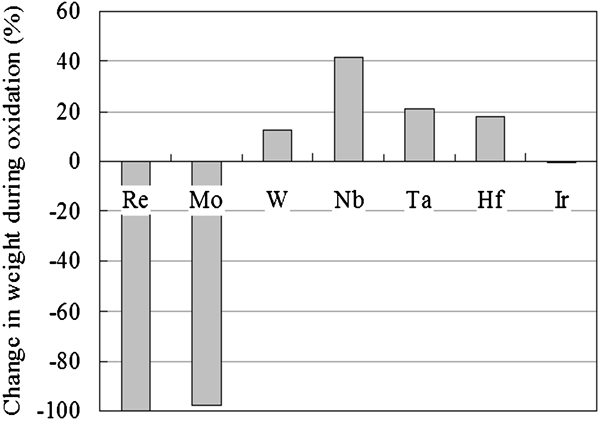
Change in weight of each element after oxidation test at 1473 K using TG‐DTA

Effect of additive elements on Ir
The annealing temperature dependence of the Vickers hardness was investigated in alloys with 1 at‐% additives for various high melting point metals in Ir, which is the base material of the welding tool. These additives are within solid solubility limits according to equilibrium diagrams.29
Figure 2 shows the annealing temperature dependence of the Vickers hardness of Ir alloys containing 1 at‐% of the high melting point metals. According to this figure, an increase in hardness is seen in all cases. One feature is that Ir–1 at‐%Re shows a higher softening temperature (recrystallisation temperature) than any other alloy. According to the equilibrium phase diagram,29 additives (except Re) lower the melting points of the Ir alloys. However, only Re increases the melting point of the Ir alloy, as shown in Fig. 3.30 It is considered that this is the reason for the shift in the recrystallisation temperature of the Ir–Re alloy to the high temperature side. The Ir–Re alloy is a peritectic reaction system with a wide solid solubility range. Because the range of the solid solubility is wide and the crystal structure is not significantly different from the base material (the crystal structure of Ir is fcc), an excellent plastic workability is expected. Therefore, Re was selected as the additive element, and the Ir–Re alloy was used for the tool.
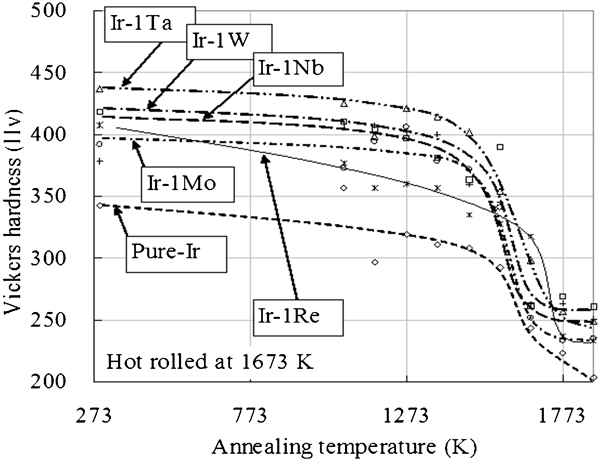
Annealing temperature dependence of Vickers hardness of Ir alloys containing 1 at‐% of high melting point metal
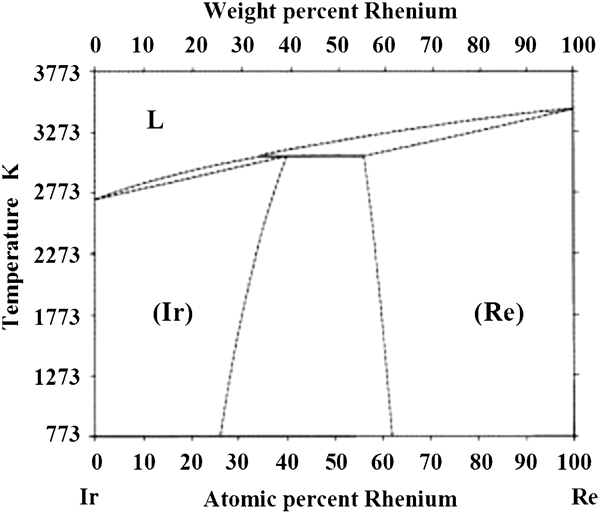
Ir–Re binary alloy phase diagram30
High temperature mechanical properties of Ir–Re alloy
To investigate the characteristics of the Ir–Re alloys, the high temperature mechanical properties were investigated for Ir–1 at‐%Re, Ir–3 at‐%Re and Ir–10 at‐%Re.
Figure 4 shows the annealing temperature dependence of the Vickers hardness of the Ir–Re alloys. It is thought that the temperature at which the hardness decreased rapidly is the recrystallisation temperature. The increase in hardness and recrystallisation temperature was seen with increasing Re concentration, and the effect of the solid solution hardening by the addition of Re was confirmed. By the way, it has been reported that the welding temperature of iron based materials by FSW is ∼1473 K.31, 32 Therefore, the investigation of the high temperature mechanical properties and the stability of the microstructure was carried out at 1473 K. Figure 5 shows the microstructure of the Ir–Re alloys that were as rolled and annealed at 1473 K. The grain size of the Ir–Re alloys becomes finer with increasing Re concentration. Furthermore, no significant textural change was observed after annealing at 1473 K. This result is in agreement with the curves in Fig. 4. From these results, it was found that the Ir–Re alloys are hard to recrystallise at elevated temperatures and show the same microstructure as those of hot rolled ones even after annealing at 1473 K.
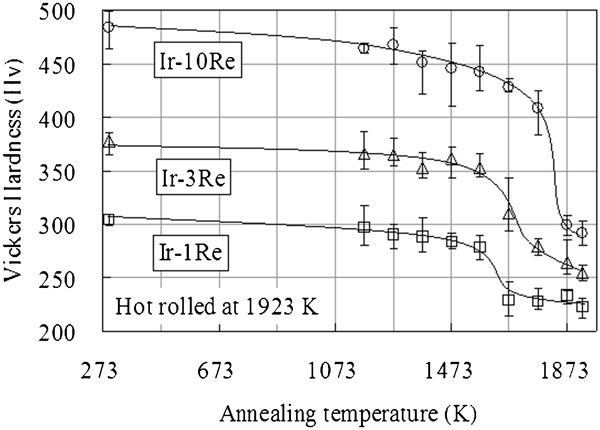
Annealing temperature dependence of Vickers hardness of the Ir–Re alloys
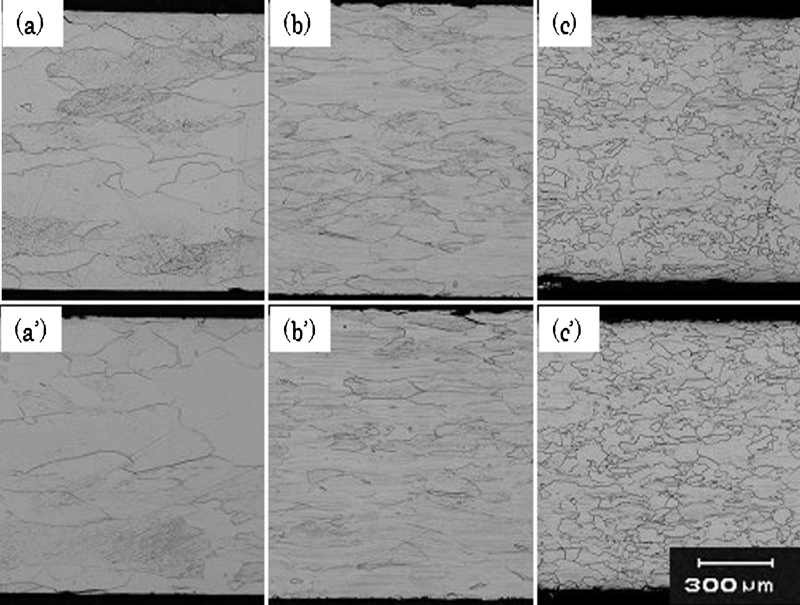
Microstructure of Ir–Re alloys
As an index of the wear resistance at elevated temperature, a high temperature hardness at 1473 K was measured and is shown in Fig. 6. The high temperature hardness increases with increasing Re concentration. The Vickers hardness of SUS304 stainless steel at 1073 K is 100 HV,33 but it will be softer at 1473 K. Therefore, it is thought that the Ir–10 at‐%Re tool is hard to wear when FSW is applied to austenitic stainless steels.
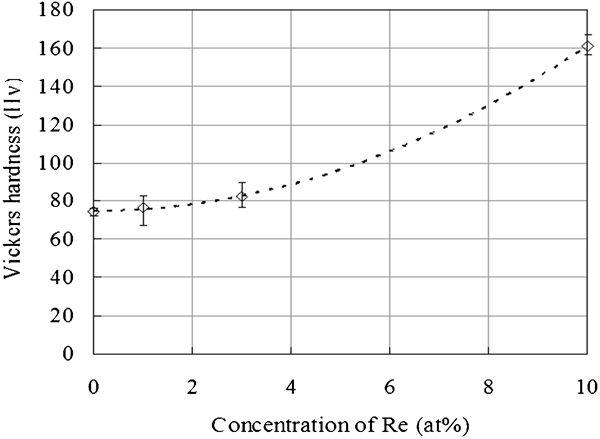
Rhenium concentration dependence of Vickers hardness of Ir–Re alloy at 1473 K
In FSW, the defect that is called kissing bond can be generated on the backside of the joint. The kissing bond can be generated by not only the improper length of the probe but also a lack of heat input.34 To suppress this defect, a high temperature compressive strength is necessary for the tool because it is subjected to loads that exceed 10 kN and high temperatures that exceed 1273 K all the time during welding.32 Figure 7 shows the results of a high temperature compressive test of the Ir–Re alloy at 1473 K. The 0·2% proof stress increases with increasing Re concentration, and that of the Ir–10 at‐%Re was 250 MPa. Because the 0·2% proof stress of a normal stainless steel at room temperature is ∼250 MPa and the 0·2% proof stress at 1073 K is ∼100 MPa in the tensile test,35 it is believed that Ir–10 at‐%Re has the mechanical properties that can be used as a tool without any problem after the tool was inserted.
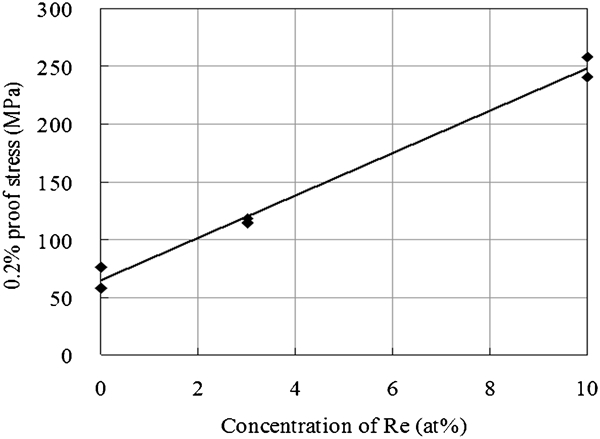
Rhenium concentration dependence of compressive 0·2% proof stress of the Ir–Re alloy at 1473 K
Friction stir welding using Ir–Re alloy welding tools
The welding tools were made of Ir–3 at‐%Re and Ir–10 at‐%Re, and the FSW of SUS304 stainless steel was tried. The FSW was carried out at a rotational speed of 18 rev s−1 (1080 rev min−1) and a travelling speed of 5·33 mm s−1. Each welding distance was 120 mm, and FSW was performed several times. Figure 8 shows the appearance of the butt friction stir welded SUS304 stainless steel using the Ir–10 at‐%Re welding tool. Similarly, welding was also possible using the Ir–3 at‐%Re welding tool. Figure 9 shows the change in probe length of the Ir–Re alloy tools after FSW. Although FSW was performed seven times (840 mm welding distance) by the Ir–3 at‐%Re welding tool and 10 times (1200 mm welding distance) by the Ir–10 at‐%Re welding tool, the change in probe length of the Ir–10 at‐%Re welding tool was significantly smaller.
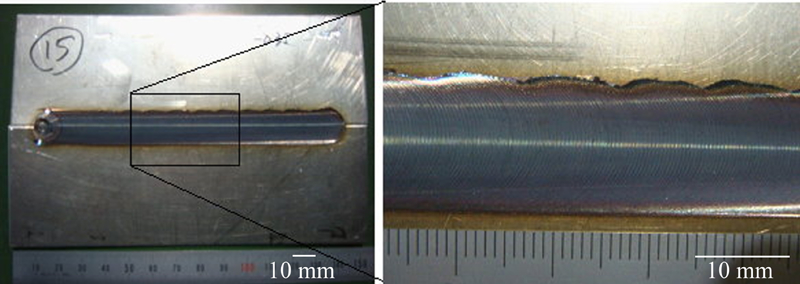
Appearance of friction stir welded SUS304 stainless steel using Ir–10 at‐%Re tool
Change in probe length of Ir–Re alloy tools after FSW
Conclusions
After investigating the tool for FSW of high temperature materials, the following results were obtained.
From the oxidation properties of various high melting point metals at elevated temperature, it can be said that Ir is suitable as a tool used at elevated temperatures since it does not lose or gain weight under such conditions.
From the annealing temperature dependence of the Vickers hardness of Ir alloys containing 1 at‐% of various high melting point metals, the recrystallisaton temperature is increased only by adding Re.
Ir–Re alloys have a microstructure similar to that of a hot rolled one even after annealing at 1473 K. Furthermore, the hardness increases, and the grain size becomes finer with increasing Re concentration.
The high temperature hardness of Ir–Re alloys at 1473 K increases with increasing Re concentration. Ir–10 at‐%Re shows a higher hardness at 1473 K than the SUS304 stainless steel at 1073 K.
The high temperature compressive strength of the Ir–Re alloys at 1473 K increases with increasing Re concentration. The high temperature compressive strength of the Ir–10 at‐%Re at 1473 K is equal to the tensile strength of the SUS304 stainless steel at room temperature; therefore, it is possible to make a trouble free tool for insertion during FSW.
The tools for FSW were made using Ir–Re alloys and succeeded in the butt welding of SUS304 stainless steel. The Ir–10 at‐%Re tool was little worn.