
Abstract
The friction stir welding (FSW) tools for high temperature materials are required to have high performance at elevated temperatures. The purposes of this study are to strengthen iridium with an excellent oxidation resistance at elevated temperatures and to develop an FSW tool for high temperature materials. As a result, it was clarified that Ir based alloys are strengthened by the addition of elements with a larger atomic radius than that of Ir, and Zr was the most effective element in this study. Ir–10Re–1Zr has excellent mechanical properties and oxidation resistance at elevated temperatures. The FSW tool made from this alloy was hardly worn even if the SUS 304 stainless steel was friction stir welded.
Introduction
Friction stir welding (FSW) is a solid state welding method using friction heat and plastic flow by inserting a rotation tool with a shoulder and a probe into the workpiece.1 FSW is an excellent welding method that produces joints with a low distortion due to the lower welding temperature than the melting point of the workpiece and with less strength deterioration due to the finer grains in the joints.
Although the constructions that have utilised FSW have been put into practical use in a lot of fields, such as railway car, shipbuilding, architecture and automobile, almost all of these constructions were made of aluminium alloys. On the other hand, as for the application of FSW to steels that are used in many construction projects, examples of practical use are few, though there are lots of reports about the FSW of steels such as carbon steel2– 11 and stainless steel.12– 20 The reason for this is that steel has a relatively high melting point, and the welding tool is required to have excellent properties at elevated temperatures. The polycrystalline cubic boron nitride tool was examined as such a material, and an excellent performance was demonstrated.21 However, problems caused by this material have been also reported.22 Furthermore, there are problems such as that polycrystalline cubic boron nitride is non-recyclable and expensive. Tungsten has the highest melting point among metals, and W based alloy or tungsten carbide tools for the welding of high temperature materials have also been developed and reported. The W–Re alloy tool, which has improved brittleness over W by the addition of Re, is also used for the welding of high temperature materials. Although the W–20Re–10HfC tool showed better wear resistance and lower deformation than the W–25Re tool, tool wear occurred because the HfC particles acted as cracking paths around W–Re grains, leading to intergranular failure.23 WC is available at a relatively low cost because it is widely used as a cutting tool. Therefore, WC welding tools are often used to investigate the possible FSW of high temperature materials. The tool wear mechanism is suggested to be due to the oxidation of W, embrittlement due to phase transformation of the cobalt binder and formation of compounds between the tool components and workpiece.24 As noted above, some tool materials for the welding of high temperature materials are suggested.25 The authors focused attention on iridium, which has an excellent oxidation resistance at elevated temperatures and is recyclable, as an FSW tool material for steels. Ir has been used as a heat resistance material, such as the crucibles for oxide single crystal growth,26 the spark plug electrodes of internal combustion engines27 and the thrusters for attitude control of satellites. 28 28,29 Although the authors developed Ir–10 at-%Re with high temperature mechanical properties by adding Re to Ir with an excellent oxidation resistance and confirmed its usefulness by the FSW of 304 stainless steel,30 it was judged that further upgrading of the tool was possible. Therefore, the objective of this study is to develop stronger Ir based alloy tools.
Experimental
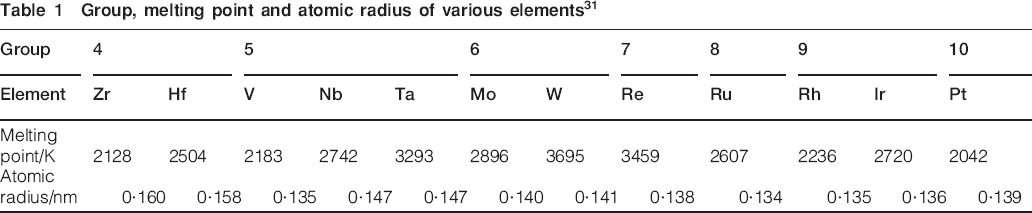
To investigate the additive elements that would strengthen Ir, some elements (Pt, Rh, Ru, Re, Mo, W, Nb, Ta, Zr and Hf) with relatively high melting points were selected as additive elements. The group in the periodic table, the melting point and the atomic radius of these elements are shown in Table 1.31 The metallic bond radius with coordination number of 12 (closed packed structure) was used as the atomic radius. The additive elements of 1 at-% were added to Ir, and then the button ingots were made by arc melting in an argon atmosphere. These ingots were cut by wire electrical discharge machine and polished; then, the hardness of the cross-section was measured. The hardness measurements of the cross-section were carried out using a Vickers hardness tester at a load of 24·5 N.
Group, melting point and atomic radius of various elements31
The lattice parameters and the crystal structure of the Ir based alloys were investigated by X-ray diffractometry at 40 kV with 50 mA, and 2θ was measured from 30 to 90°. The lattice parameters from each peak were plotted as a function of cos2 θ and determined by the least square method.
These ingots were hot rolled at 1923 K, and the effect of annealing temperature on the hardness was investigated. The measuring procedure of the hardness is the same as already described. These samples were embedded in resin and electrically etched after polishing, and then their microstructures were observed.
To clarify the mechanical properties of the Ir based alloy at elevated temperature, hot hardness test and high temperature compressive test were performed. The hot hardness tests were carried out at a load of 2·94 N at 1473 K under an argon atmosphere. The high temperature compressive tests were carried out at a crosshead speed of 1·67×10−3 mm s−1 at 1473 K in air using a testpiece with 5 mm diameter and 5 mm height.
To investigate the oxidation resistance of the obtained Ir based alloys, the changes in weight were measured after exposure at elevated temperature in air. The measurements of weight change were performed by thermogravimetry at a heating rate of 0·33 K s−1 and maintained at 1473 K for 10·8 ks. The changes in the weight were normalised by the initial weight.
Based on these results, Ir based alloys with excellent properties were selected as welding tool material, and the FSW of 304 stainless steel was tried using these tools. The Ir based alloy tools, which have a 15 mm diameter shoulder, a 6 mm diameter probe and a 1·4 mm probe length, were used with the tilting angle of 3°. The FSW of 1·5 mm thick 304 stainless steel was performed at a rotation speed of 18·0 rev s−1 with a travelling speed of 5·3 mm s−1. The FSW was performed several times, each with a welding length of 120 mm, and then the tool variations in shape were measured.
Results and discussion
Additive element selection
To investigate the influence of additive elements that would improve the mechanical properties of Ir, the hardness of the as cast Ir based alloys with 1 at-% additive elements, which are shown in Table 1, was measured. Figure 1 shows the relationship between the size misfit |rIr−rx|/rIr, based on the difference in atomic radius of Ir and that of the additive element, and the Vickers hardness of the Ir based alloys with 1 at-% additive elements, where rIr and rx are the atomic radius of Ir and additive element respectively. Based on these results, the hardness of Ir based alloy increases with the increasing difference of atomic radius. This result shows the same tendency as the result reported by Mitarai et al., who investigated the compressive strength of Ir based alloys at elevated temperatures.32 Thus, the Ir based alloy was expected to be strengthened by adding an element with a significant difference in atomic radius even at elevated temperature; therefore, Zr, which produced the hardest value, was selected.
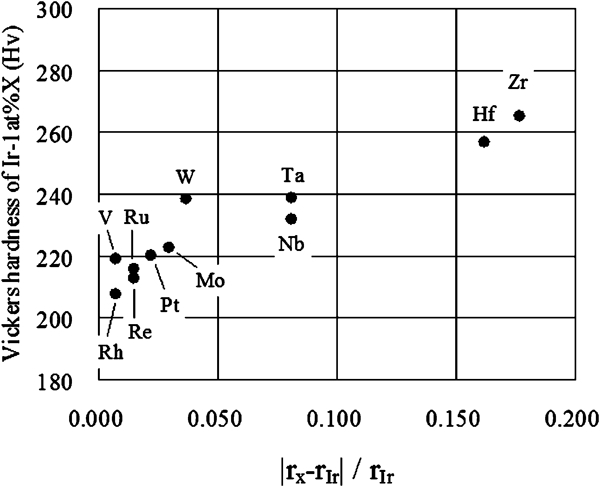
Relationship between size misfit and hardness of Ir based alloys containing various 1 at-% elements
Effect of additive element on Ir based alloy properties
To strengthen Ir–10 at-%Re developed by the authors, Ir–10 at-%Re–1 at-%Zr alloys were made by arc melting. Figure 2 shows the X-ray diffraction patterns of pure Ir, Ir–10 at-%Re (Ir–10Re), Ir–1at-%Zr (Ir–1Zr) and Ir–10at-%Re–1at-%Zr (Ir–10Re–1Zr). Because each diffraction pattern does not show the peak of the second phase, these alloys seem to be almost single phase. The lattice parameters of the pure Ir, Ir–10Re, Ir–1Zr and Ir–10Re–1Zr are 0·3842, 0·3845, 0·3846 and 0·3847 nm respectively, with the tendency of slight increase. The addition of 1 at-%Zr was more effective in distorting the lattice than the addition of 10 at-%Re. This is believed to be due to the difference in atomic radius between the additive element and Ir, as shown in Table 1. The solid solution hardening can be expected due to the larger lattice parameter of Ir–10Re–1Zr.
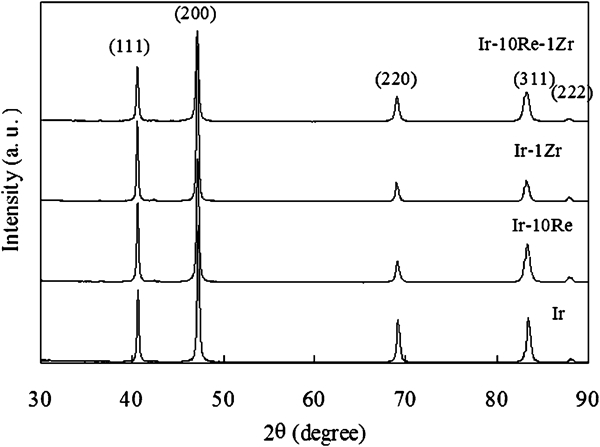
X-ray diffraction patterns of Ir based alloys
The ingots of Ir–10Re and Ir–10Re–1Zr were hot rolled at 1923 K. It is known that metallic materials plastically deformed are recrystallised and softened during exposure to elevated temperatures. If the softening and deformation occurred in the welding tool during the FSW, it is hard to obtain sound joints. Therefore, it is important to know the recrystallisation temperature. To investigate the recrystallisation temperature, the deformed Ir based alloys were annealed at various temperatures for 3·6 ks, and the hardness was measured at room temperature (Fig. 3). The recrystallisation temperature of both alloys is ∼1773 K. It is postulated that these alloys do not recrystallise during the FSW of steel because the welding temperature by the FSW of steel is ∼1473 K. 2 2,3 Furthermore, it is found that Ir–10Re–1Zr displays a hardness equal to the as deformed one up to 1773 K, though Ir–10Re gradually softens with the increasing temperature, i.e. Ir–10Re–1Zr has a higher heat resistance than Ir–10Re. Figure 4 shows the microstructure of these alloys annealed at 1473 K for 3·6 ks. The microstructure of Ir–10Re–1Zr shows finer grains than that of Ir–10Re due to the effect of adding Zr and plastic deformation. The grain refinement leads to the strengthening of Ir–10Re–1Zr because the tool temperature during the FSW of steel is lower than the recrystallisation temperature of Ir–10Re–1Zr.
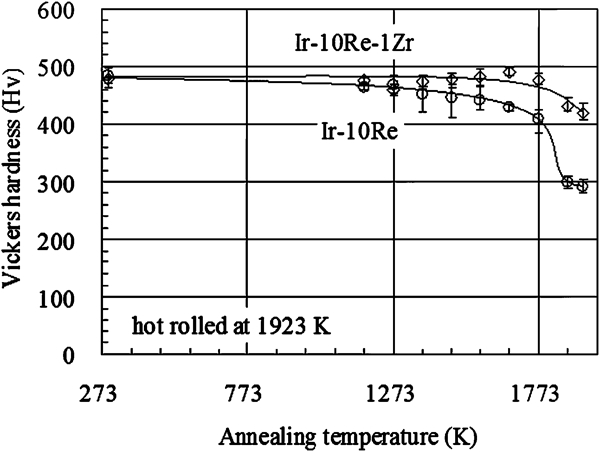
Effect of annealing temperature on Vickers hardness of Ir based alloys
Microstructure of Ir based alloys annealed at 1473 K for 1 h
Based on these results, it is suggested that the Ir based alloy can be strengthened by solid solution hardening and grain refinement due to the addition of Zr having a larger atomic radius than Ir.
Mechanical properties at elevated temperature
Based on the actual FSW, the mechanical properties at elevated temperature were investigated. The welding tool requires good wear resistance at elevated temperature because the tool during FSW generates friction heat with the workpiece. Therefore, the hot hardness at 1473 K was measured as an index of the wear resistance at elevated temperature and is shown in Fig. 5. The addition of Zr increased the hot hardness. For example, as for metallics with relatively high melting points, such as commercially available Fe, Ni, Ti and 304 stainless steel, the hardness of these materials at room temperature and at 1073 K is lower than 200 and 50 HV respectively.33– 35 It is expected that Ir–10Re–1Zr has an excellent wear resistance not only during FSW but also during tool plunging because its hot hardness at 1473 K, which is ∼300 HV, is higher than those of Fe, Ni, Ti and 304 stainless steel at room temperature.
Hot hardness of Ir based alloys at 1473 K
During FSW, defects such as a groove-like defect36 and kissing bond37 are formed at the joint and back surfaces respectively. To avoid these defects, the welding tool is continuously exposed to loads that exceed 10 kN and high temperatures that exceed 1273 K during the entire welding process. Therefore, the welding tool requires a high compressive strength at elevated temperature. Figure 6 shows the results of a compressive test at 1473 K. The compressive strength increased due to the addition of Zr, and that of Ir–10Re–1Zr was ∼600 MPa compared to 250 MPa for Ir–10Re. The 0·2% proof stress of a commonly used stainless steel at room temperature and at 1073 K is ∼250 and 100 MPa respectively. 35 35,38 Therefore, it is believed that these Ir based alloys have sufficient mechanical properties such that these can be used as a tool without any problems after the tool is inserted.
Compressive 0·2% proof stress of Ir based alloys at 1473 K
These investigations revealed that Ir–10Re–1Zr has better mechanical properties than Ir–10Re at elevated temperature and has mechanical properties that are able to endure the FSW of materials having relatively high melting points, such as Fe, Ni, Ti and 304 stainless steel.
Oxidation resistance
The oxidation loss or gain in weight may shorten the service life of the welding tool because the welding tool is exposed at elevated temperature during the FSW. Because there was a concern that the oxidation resistance of the Ir based alloy deteriorates due to the additive element, oxidation tests were performed, and the results were shown in Fig. 7. In addition, some metals with melting points over 2273 K and Zr, which is one of the additives, are shown in Fig. 7 as a comparison.30 Ir shows an excellent oxidation resistance at elevated temperature among the various high melting point metals (W, Nb, Ta, Hf and Re). On the other hand, Re and Zr, which were selected as the additives, are susceptible to oxidation at elevated temperature. However, even if such elements were added, the weight changes in Ir–10Re and Ir–10Re–1Zr were less than those of the other high melting point metals. Based on this result, it was confirmed that these alloys have excellent oxidation resistances.
Change in weight of high melting point metals and Ir based alloys after oxidation test at 1473 K30
FSW using Ir based alloy tool
The butt welding of 304 stainless steel was tried using welding tools made of Ir–10Re and Ir–10Re–1Zr. The tool variations in shape were checked after 18 times FSW (total welding length of 2160 mm) with each welding length of 120 mm. Table 2 shows the variation in shoulder and probe after FSW. It was confirmed that there was dimensional change of −0·01 mm in both the length of the shoulder and the probe of the Ir–10Re tool. On the other hand, there was almost no dimensional change in the Ir–10Re–1Zr tool. Figure 8 shows the appearance of the probe before and after the FSW. Although the wear was seen clearly in the probe of the Ir–10Re tool, the Ir–10Re–1Zr tool was hardly worn and was found to be an FSW tool with better properties.
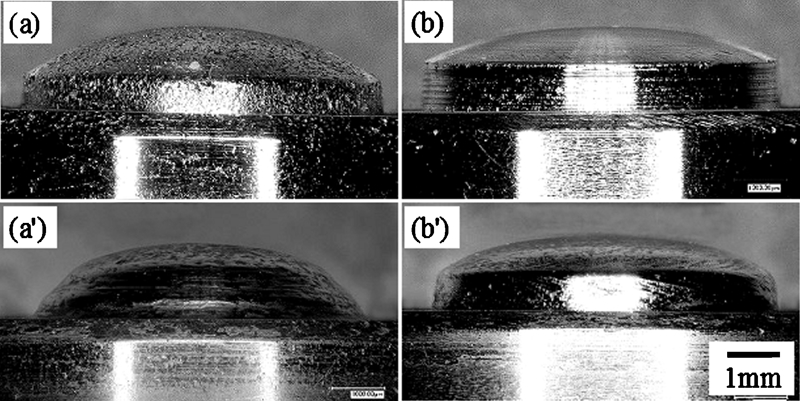
Appearance of probe of Ir based alloy tools
Change in shoulder and probe length after FSW
Conclusions
Ir was selected as the base material for an FSW tool. The additives that strengthen Ir, the mechanical properties and the oxidation resistance at elevated temperature of the Ir based alloys were investigated, and then the FSW of 304 stainless steel was performed using the Ir based alloy tool that has excellent properties. The utility of the Ir based alloy as an FSW tool was then examined, and the following results were obtained:
The addition of an element with a larger difference in atomic radius is effective in strengthening Ir, and the addition of Zr was the most effective element in this study.
The change in the hardness of Ir–10Re–1Zr was slight even if it was annealed at 1773 K after deformation. It is found that Ir–10Re–1Zr has an excellent heat resistance.
The values of the hot hardness and high temperature compressive strength at 1473 K of Ir–10Re–1Zr are about twice those of Ir–10Re.
Even with the addition of Re and Zr, which are susceptible to oxidation, the change in weight of Ir–10Re–1Zr was only slight. It was found that Ir–10Re–1Zr has an excellent oxidation resistance at elevated temperature.
Ir–10Re–1Zr is suitable as an FSW tool for high temperature materials because the tool was hardly deformed even after the FSW of 304 stainless steel.