
Abstract
The effects of B on the microstructural and mechanical characteristics of resistance seam welded high strength low alloy linepipe steel were investigated at different regions, such as weld, heat affected zone (HAZ) and base. Because most of the solute B atoms were already precipitated as iron borocarbides and iron borides in as welded steels, the improved hardenability was not observed regardless of the observed regions. The amount of dissolved B precipitates increased with austenitising temperature, and the pre-existing B precipitates were fully dissolved at 950°C for 180 s. The segregation of solute B atoms into austenite grain boundaries was more marked at higher austenitising temperatures, and the segregated solute B atoms greatly increased the hardenability of the austenitised pipes, resulting in hard microstructures like bainite and martensite. The B addition also effectively compensated for the deteriorated hardness at the weld and HAZ of the tempered specimens, although B atoms were precipitated during tempering.
Introduction
High strength low alloy (HSLA) steels have been widely used as oil and gas transportation linepipes due to the excellent combination of high strength and ductility.1– 5 However, recently, higher graded linepipe steels have been required because of demands for high pressure gas transportation and reduction in thickness of linepipes.
One way to enhance the mechanical properties of HSLA linepipe steels is the addition of alloying elements, such as Mn, Nb, Ti, V, Cu and B.3– 12 Especially, B has been often added to linepipe steels because even a tiny amount of B effectively increases the hardenability of steels.6– 12 Therefore, many investigators have studied the segregation and precipitation behaviours of B in austenite6– 8 and their effects on the microstructure and mechanical properties of steels.9– 12
He et al. 6 examined the B behaviour in austenite using particle tracking autoradiography (PTA) in Fe–0·24C–1·33Mn–0·09Ti–0·0027B (wt-%) steel. They reported that pre-existing iron borocarbides were fully dissolved above 900°C, and the segregation of B into austenite grain boundaries became more remarkable with increasing quenching temperature. Ueno and Inoue8 also studied the segregation and precipitation behaviours of B in austenite of Fe–0·06C–3·02Mn–0·23Si–0·0020B (wt-%) steel by using the PTA method and reported that the precipitation–time–temperature diagram of borocarbides showed a C shape, and the nose temperature and its incubation time were ∼700°C and 10 s respectively.
Moon et al. 9 examined the effects of B on the microstructure and mechanical properties of the heat affected zone (HAZ) of a low C steel and reported that the B addition of only 10 ppm greatly promoted martensitic transformation and resulted in an increase in hardness. Babu et al. 10 also investigated the B effect on the microstructure at the resistance seam weld of a low C steel and reported that a small level of B (20–40 ppm) markedly retarded the ferritic transformation, resulting in hard microstructures like bainite and martensite.
Although the B behaviour in austenite and its effects on the microstructure and mechanical properties at the weld and/or HAZ of steels were reported separately, there are few reports dealing with B effects on the microstructure and mechanical properties of a steel linepipe through the examination of B redistribution during austenitisation and tempering in entire areas, such as weld, HAZ and base material.
Therefore, the objective of the present study is to systematically examine the effects of B on the microstructure and mechanical properties of weld, HAZ and base regions of HSLA linepipe steel through the behaviours of solute B and its precipitation with quenching and tempering.
Experimental
The chemical composition of the HSLA linepipe steels used in this study is listed in Table 1. Hot coils of 7·55 mm thickness, provided by POSCO (Pohang, Korea), were made as the pipes of 139·7 mm outer diameter and 12 830 mm length through resistance seam welding (RSEW). The average widths of the weld and HAZ of the pipes were about 80 and 1170 μm respectively. To reduce the residual stress of the pipes introduced by bending and RSEW, seam heat treatment was performed at the temperatures of 850–950°C in an induction heating line, followed by air cooling. Dilatometric specimens of 1×3×10 mm, including the weld line, were machined from the flatness tested pipes.
Chemical compositions of HSLA linepipe steels used/wt-%
The dilatometric specimens were heated to austenitising temperatures of 850–950°C at a heating rate of 100°C s−1, solution treated at each temperature for 180 s and then quenched to room temperature at a rate of 100°C s−1 in a vacuum chamber of the dilatometer (Theta, Dilatronic III). The solution treated specimens were immediately tempered from 450 to 550°C for 185 s and cooled to room temperature at 5°C s−1.
The microstructures of 0B and 16B steels were observed using a scanning electron microscope (SEM; JEOL, JSM7001F). Before SEM observations, the specimens were mechanically polished and etched in a mixed solution of 3% nitric acid and 97% ethyl alcohol. The ferrite volume fractions at the welds of the austenitised and quenched 0B and 16B steels were measured using an image analyser on the basis of three SEM images taken at a magnification of ×5000 for each specimen. After microstructural observations, the Vickers hardness was measured with a load of 100 g more than five times with the distance from the weld line of etched 0B and 16B steel pipes.
To examine the distributions of solute B and its precipitates, the PTA method was employed as described below. A sheet of the cellulose nitrate film (Kodak, CN-85) of 100 μm in thickness was placed on the polished surface of each specimen and then irradiated to total neutron doses of 1–10×1014 n cm−2 for 6 h. After exposure to neutrons, the film was stripped off from the specimen and etched in a mixed solution of 2·5 N NaOH at 55°C for 9 min. Finally, the etched film was observed using an optical microscope (Leica, DM LB).
The crystal structure, chemical composition and size of the B precipitates were examined using carbon extraction replicas in conjunction with a field emission transmission electron microscope (TEM; JEOL, JEM2100F) and an energy dispersive X-ray spectrometer (Oxford, INCA Energy).
Results and discussion
As welded state
Figure 1 shows the SEM images of as welded 0B and 16B steel pipes. The microstructures of the weld, HAZ and base regions of the two pipes were composed of ferrite, pearlite and bainite. At the weld region of 0B and 16B pipes (Fig. 1a and d), a large fraction of ferrite was observed because of decarburisation during RSEW.13 The relatively large ferrite grain size (5–20 μm) was also observed in the weld region due to remelting and solidification during RSEW. The volume fraction and grain size of ferrite decreased, and instead, the bainite fraction increased with increasing distance from the weld line in both steel pipes. There was no significant difference in microstructure between the two pipes at the same location.
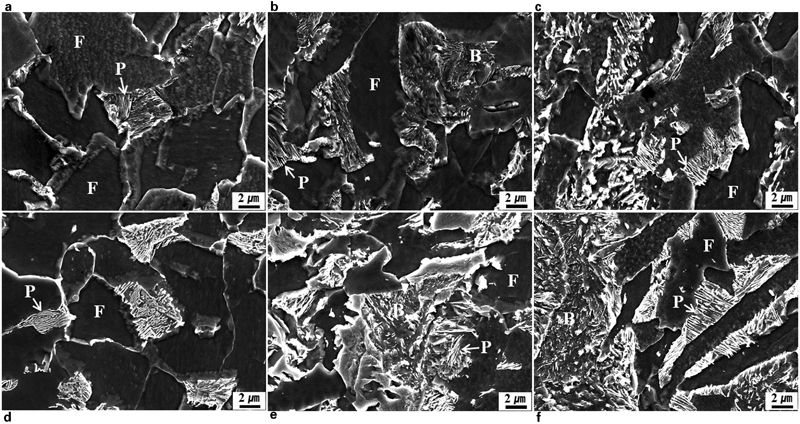
Images (SEM) of a, d weld, b, e HAZ and c, f base regions of as received a–c 0B and d–f 16B steel pipes: F, B and P represent ferrite, bainite and pearlite respectively
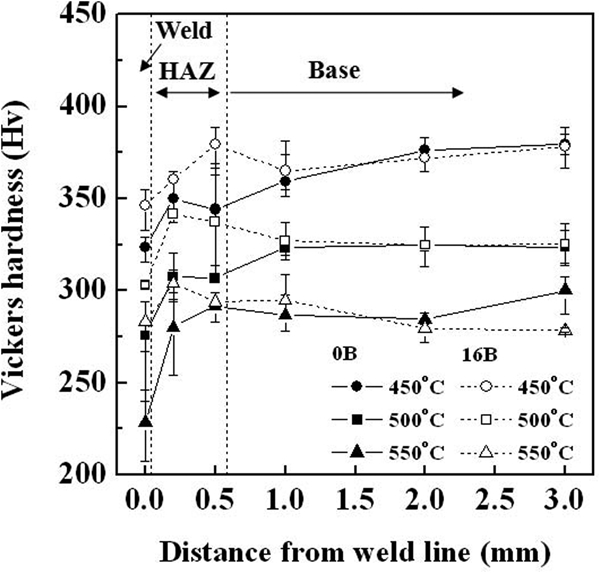
Figure 2 shows the hardness distribution of the as welded 0B and 16B steel pipes. The hardness value at the weld of the two pipes was the lowest because of the large volume fraction and grain size of ferrite caused by RSEW. The hardness slightly increased with the distance from the weld line because of the decreased fraction and grain size of ferrite as well as increased fractions of pearlite and bainite. As expected from the microstructural observations (Fig. 1), there was no significant difference in hardness between the as welded 0B and 16B steel pipes, regardless of the location. To examine the reason of the similar microstructure and hardness between the as welded 0B and 16B steel pipes, the B distributions in both pipes were observed through the PTA method.
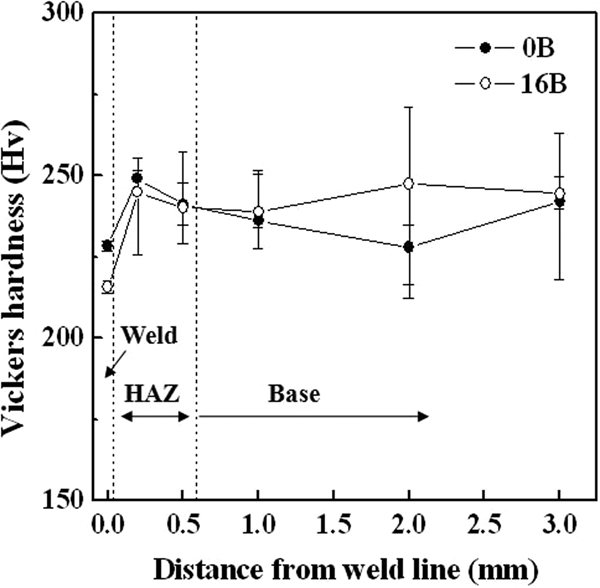
Variation of Vickers hardness with distance from weld line in as welded 0B and 16B steel pipes
Figure 3 shows autoradiographs representing the B distributions at the weld, HAZ and base regions of the as welded 16B steel pipe. The weld region revealed homogeneously distributed tiny tracking marks, indicative of no severe segregation of B atoms. However, the HAZ and base regions show segregated B atoms probably near the grain boundaries6– 8 as well as homogeneously distributed B atoms. Although solute B and its precipitates could not be perfectly distinguished through the PTA, it is thought that a lot of segregated B atoms into the grain boundaries formed the B precipitates, like borocarbides [i.e. Fe23(C,B)6] and/or boride (i.e. Fe2B and Fe3B), during the thermomechanical controlled process (TMCP) for hot coils as well as seam heat treatment of pipes.6– 8
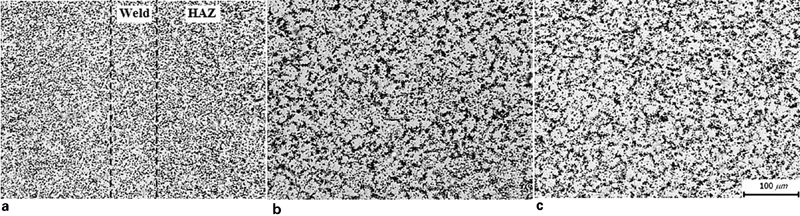
Boron distributions at a weld, b HAZ and c base regions of as welded 16B steel pipes revealed by PTA
The reason for the lower density of segregated marks at the weld than those at the HAZ and base regions is probably because most of the pre-existing B precipitates in the as welded 16B steel pipe were dissolved during RSEW and only a small amount of B precipitates were formed during seam heat treatment at 850°C followed by slow cooling.6 Because the PTA results provided only the B distribution without a clear distinction between solute B atoms and their precipitates, the B precipitates in the as welded 16B steel pipe were directly examined using TEM.
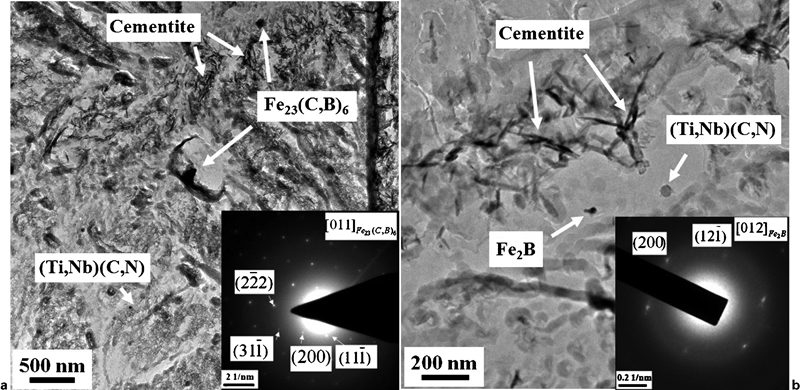
Figure 4a shows the TEM image of a carbon extraction replica taken from the weld of the as welded 16B steel pipe. Ferrite, pearlite and boundaries of grains and phases could be distinguished on the TEM image. Particles of 100–200 nm observed at the boundaries between ferrite and pearlite were identified as Fe23(C,B)6 from a selected area diffraction pattern. Although the PTA could not perfectly detect the B precipitates at the narrow weld of 80 μm (Fig. 3a), it was confirmed that there are some B precipitates at the weld through TEM observations. B containing precipitates like Fe3B and Fe23(C,B)6 were also observed alongside cementite at the HAZ (Fig. 4b) and base (Fig. 4c) regions respectively, which were in good agreement with the PTA results (Fig. 3b and c). The particles of <20 nm in Fig. 4b and c were (Ti,Nb)(C,N) carbonitrides precipitated during the TMCP for hot coils as well as seam heat treatment of pipes. 4 4,5
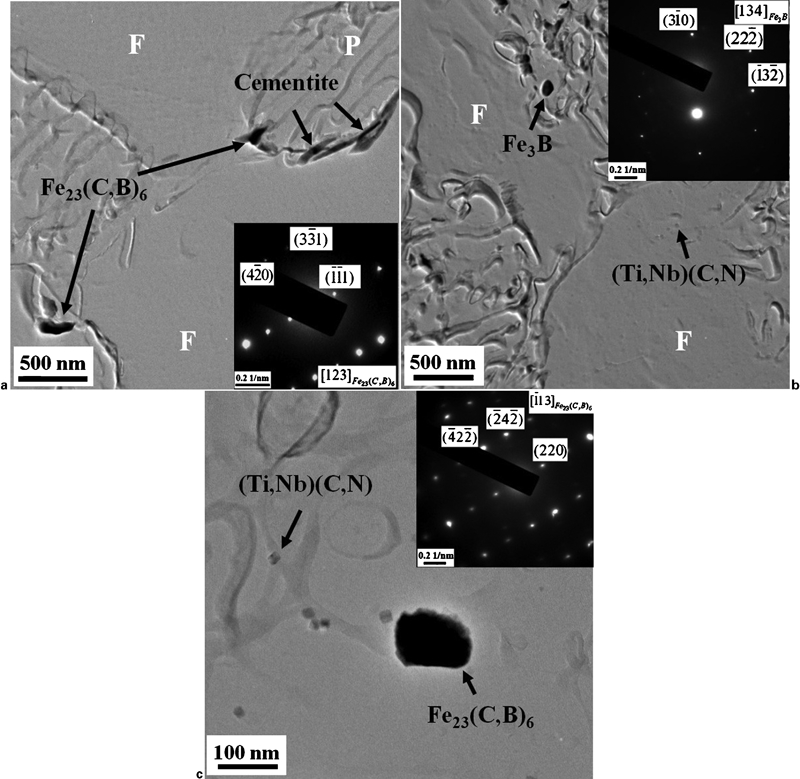
Images (TEM) of carbon extraction replicas having boron precipitates, cementite and microalloyed carbonitrides and selected area diffraction pattern of boron precipitates at a weld, b HAZ and c base regions of as welded 16B steel pipe
Therefore, in the as welded 16B steel pipe, because most of the solute B atoms were already consumed to form the B precipitates near the grain or phase boundaries, the effect of B on the improvement of hardenability was negligible, giving rise to little differences in microstructure (Fig. 1) and hardness (Fig. 2) between the two steels. Many investigators12, 14, 15 also reported that the precipitation of borocarbide and/or boride remarkably reduced the suppressing effect of B on ferritic transformation due to the lack of segregated B atoms at austenite grain boundaries.
Austenitised and quenched state
Figure 5 shows hardness distributions in both 0B and 16B steel pipes quenched from 850 to 950°C. As shown in Fig. 5a, the lowest hardness value at the weld of the 0B steel pipe sharply increased with the distance from the weld line and seemed to be saturated to ∼450 HV regardless of the austenitising temperature. The hardness of the 16B steel pipe austenitised at 850°C (Fig. 5b) also increased with increasing distance from the weld line, like that of the 0B steel pipe. However, the hardness values at all regions of 16B steel pipe quenched from 850°C were much higher than those of the 0B steel pipe. At 900 and 950°C, the hardness values of the 16B steel pipe were higher than 450 HV even at both weld and HAZ, indicating that the hardness values at the weld and HAZ of the 0B steel pipe were greatly improved by B addition.
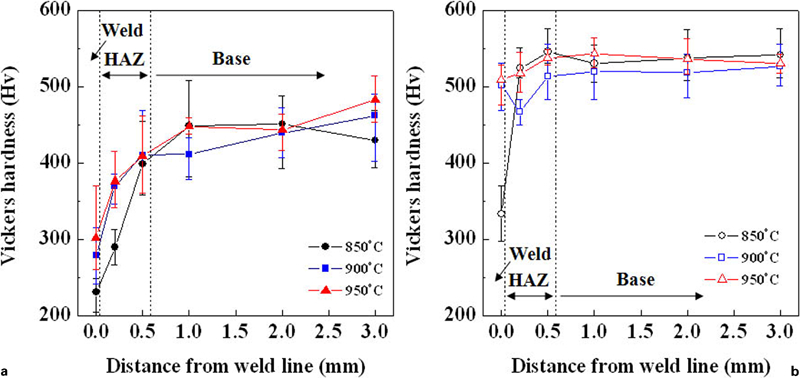
Variation of Vickers hardness with distance from weld line in a 0B and b 16B steel pipes quenched from 850 to 950°C
Figure 6 shows the microstructures of the weld, HAZ and base regions of both 0B and 16B steel pipes after austenitisation at 900°C, followed by gas quenching at 100°C s−1. A mixed microstructure of ferrite and bainite was observed at the weld of the 0B steel pipe (Fig. 6a), and the volume fraction of ferrite decreased with increasing distance from the weld line (Fig. 6b and c). It was probably because the hardenability of the decarburised weld was much lower than those of the other regions. In contrast, ferrite was hardly observed even at the weld of the 16B steel pipe (Fig. 6d), and instead, bainite and martensite were mainly observed at all regions of the 16B steel pipe. The reason for the improved hardenability of the 16B steel pipe is thought to be because a significant amount of pre-existing B precipitates in the as welded pipe were dissolved during austenitisation at 900°C, and solute B atoms were segregated into austenite grain boundaries, which greatly retarded the ferritic transformation during quenching.10– 12
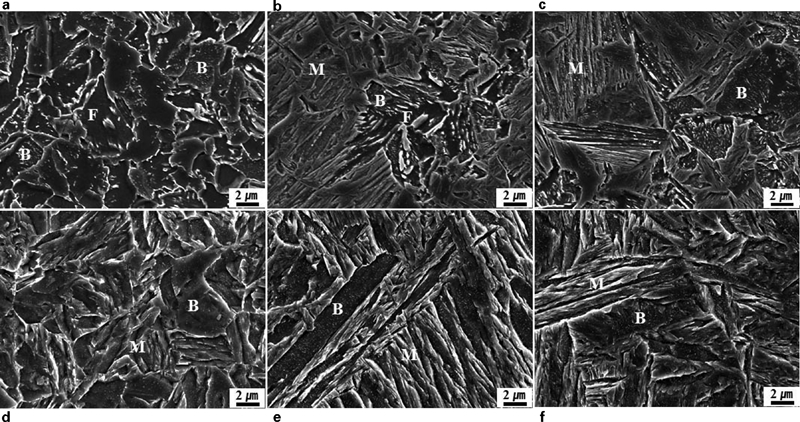
Images (SEM) of a, d weld, b, e HAZ and c, f base regions of a–c 0B and d–f 16B steel pipes quenched from 900°C: F, B and M represent ferrite, bainite and martensite respectively
To further investigate the effect of B on the quenched microstructure, the change in ferrite volume fraction with austenitisation temperature at the weld region of 0B and 16B steel pipes was measured and plotted in Fig. 7. The ferrite volume fractions of both 0B and 16B steel pipes exhibit a similar decreasing tendency with increasing austenitising temperature because the ferritic transformation during cooling was retarded with increasing austenitisation temperature due to enlarged austenite grains, whose boundaries act as preferential nucleation sites for the allotriomorphic ferritic transformation.16 It is also known that the large austenite grain size at higher austenitising temperatures gives rise to an increase in solute B concentration at the austenite grain boundaries by non-equilibrium segregation behaviour due to the small grain boundary area.17 Thus, the higher concentration of segregated B at the austenite grain boundaries at higher temperatures greatly retarded the ferritic transformation by reducing the grain boundary energy. It is also noted that the ferrite volume fraction at the weld of the 16B steel pipe was lower than that of the 0B steel pipe regardless of austenitisation temperature, indicative of the improved hardenability by B addition.
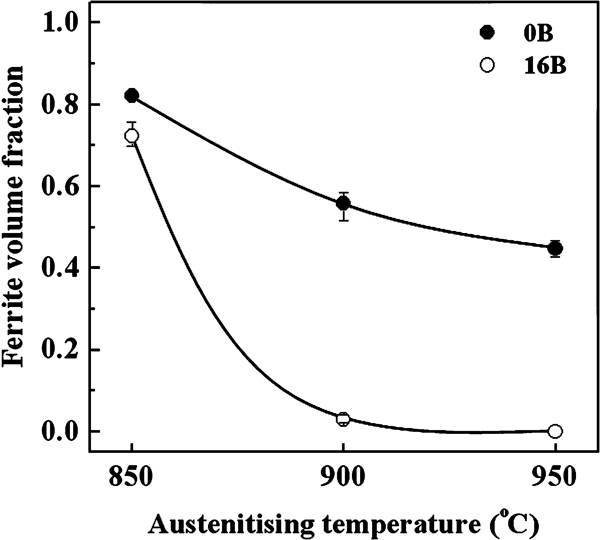
Variation of ferrite volume fraction with austenitising temperature at weld of 0B and 16B steel pipes
Figure 8 shows autoradiographs exhibiting B distributions at the weld, HAZ and base regions of 16B steel pipe austenitised at the temperatures of 850–950°C. Regardless of the austenitising temperature, the weld revealed no heavy B segregation. However, it is thought that some solute B atoms probably exist along the prior austenite grain boundaries due to their non-equilibrium segregation behaviour.17 At the HAZ and base regions of the austenitised specimens, the amounts of B precipitates greatly decreased compared with those in the as welded specimen due to the dissolution of pre-existing B precipitates.6 The amount of undissolved B precipitates decreased, and the segregation of solute B into austenite grain boundaries was more marked with increasing austenitisation temperature. Finally, B precipitates were fully dissolved at 950°C regardless of the location.
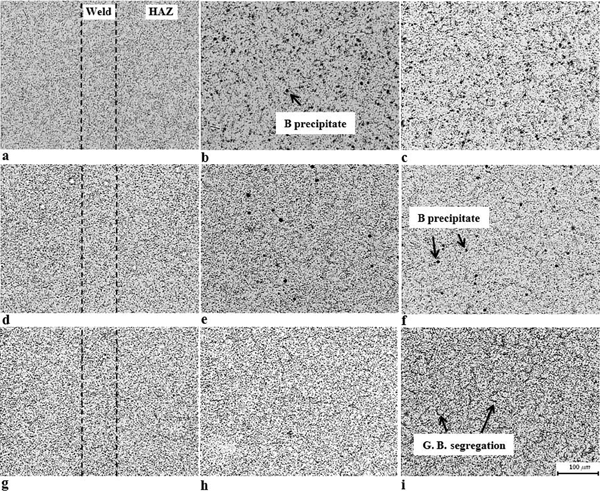
Boron distributions revealed by PTA at a, d, g weld, b, e, h HAZ and c, f, i base regions of 16B steel pipes quenched from a–c 850°C, d–f 900°C and g–i 950°C
As shown in Fig. 9a, undissolved Fe23(C,B)6 of 100–200 nm was observed in the 16B steel pipe austenitised at 850°C. Tiny (Ti,Nb)(C,N) carbonitrides were also observed in the austenitised specimen because of the higher dissolution temperature of (Ti,Nb)(C,N) than 1200°C.4 Numerous cementite particles were also observed in the austenitised specimens, which were precipitated in the bainite matrix during gas quenching.
Carbon extraction replicas exhibiting precipitates at base region of J55B pipe quenched from a 850°C and b 900°C respectively
Figure 9b shows an undissolved Fe2B particle of 50 nm observed in the base region of the 16B steel pipe austenitised at 900°C. As was expected from the autoradiographs (Fig. 8), the amount and size of the B precipitates remaining after austenitisation at 900°C became smaller than those at 850°C. At 950°C, both borocarbides and borides were no longer observed, indicating that the dissolution temperatures of borocarbides and borides in 16B steel were between 900 and 950°C, which is consistent with the previous ones measured in Fe–0·24C–1·33Mn–0·09Ti–0·0027B steel.6 Therefore, it is thought that many pre-existing B precipitates were dissolved to be solute B atoms during austenitisation, which greatly improved the hardenability of the 16B steel pipe, resulting in hard microstructures of bainite and martensite (Figs. 6 and 7) and increase in hardness (Fig. 5).
As tempered state
The hardness distributions of 0B and 16B steel pipes tempered from 450 to 550°C after austenitisation at 900°C are represented in Fig. 10. The hardness of both 0B and 16B steel pipes decreased with increasing tempering temperature due to the recovery of crystal defects as well as cementite spheroidisation18 and increased with the distance from the weld line at all tempering temperatures. However, it is noteworthy that the hardness values at the weld and HAZ of the tempered 16B steel pipe were still higher than those of 0B steel pipe because of the harder microstructure obtained after quenching, while the base region having a smaller difference in hardness between the two quenched pipes showed little differences in hardness after tempering.
Variation of Vickers hardness with distance from weld line in 0B and 16B steel pipes tempered at different temperatures of 450–550°C for 185 s after austenitisation at 900°C
Figure 11 shows autoradiographs representing the B distributions at the weld, HAZ and base regions of the 16B steel pipe tempered at 500°C after austenitisation at 900°C. As shown in Fig. 11a, some part of the weld had a lot of coarse B precipitates and B free zone near the B precipitates. The HAZ and base regions also had more segregation marks than those in the austenitised specimen (Fig. 8d and f). It is considered that solute B atoms remaining after austenitisation were drastically precipitated as iron borocarbides and/or iron borides during tempering at 500°C as well as slow cooling.6, 7 The B precipitation kinetics at 500°C observed in the present study was similar to previous works reporting that B precipitation occurred in 10 s at 500°C in low carbon steels having similar B contents.7, 8 It is concluded that B effectively increased the hardness, especially at both weld and HAZ of the tempered specimens even after severe precipitation of solute B atoms.
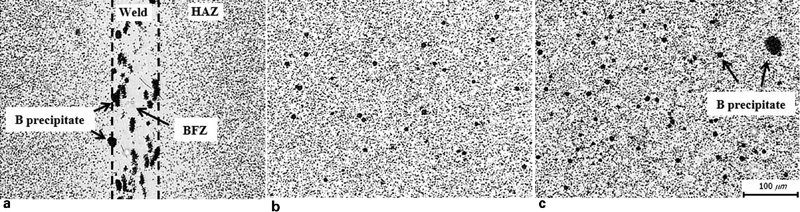
Boron distributions revealed by PTA at a weld, b HAZ and c base regions of 16B steel pipe tempered at 500°C for 185 s after austenitisation at 900°C
Conclusions
The effects of B addition on the microstructure and hardness of HSLA linepipe steel were investigated through hardness, microstructural observations and B distributions using PTA and TEM. The main results can be summarised as follows:
Because most of the solute B atoms were already precipitated as iron borocarbides [i.e. Fe23(C,B)6] and iron borides (i.e. Fe3B and Fe2B) during TMCP for hot coils as well as seam heat treatment of pipes, the effects of B on the microstructure and hardness of as welded pipes were negligible at all pipe regions.
Regardless of the observed region, the amount of B precipitates decreased with increasing austenitising temperature, and the dissolution temperatures of B precipitates were between 900 and 950°C for 180 s. The dissolved solute B atoms in the austenitised pipe effectively increased the hardenability, resulting in harder microstructures such as bainite and martensite. This improved hardenability was remarkable especially at the weld.
The hardness decreased with increasing tempering temperature regardless of B addition. Numerous B precipitates were observed at all locations after tempering. The B addition effectively compensated for the deteriorated hardness at the weld and HAZ of the tempered specimen even after severe precipitation of solute B atoms.
Footnotes
Acknowledgements
This work was sponsored by a grant in aid for the National Core Research Program from MKE and KEIT (grant no. 10028396). The PTA works were supported by HANARO Center of Korea Atomic Energy Research Institute.