
Abstract
Production of Al–5Al2O3–4Mn (wt-%) nanocomposite via ball milling and subsequent heat treating of the milled samples was investigated. Duration of milling time was considered as a variable by which microstructure of the matrix is influenced. The structural evaluation of samples was performed by means of X-ray diffraction, differential thermal analysis, scanning electron microscopy and hardness measurement. The steady state time was found to be 3–7 h, prolonged milling time that had no effect on melting point, hardness, morphology and integral breadth of X-ray reflections of milled powders. A maximum hardness of 275 HV was obtained due to the nanocrystalline structure of Al matrix and a uniform dispersion of nano- and submicron second phase particles.
Introduction
Over the last 20 years or so, mechanical alloying has been widely utilised as a promising technique for the activation of chemical reactions between two or more substances. A comprehensive review of such these studies has been carried out by Takacs.1 Reactions may be completed during milling process,2–4 either gradually or by ignition of a self-sustaining reaction known as mechanically induced self-propagating reaction. Some reactions propagate during subsequent thermal treatment.5–7
In order to predict the propagation mode, adiabatic temperature Tad has been proposed as a useful criterion. One can estimate Tad value from the relation3

 and
and  are the mean heat capacities of the solid and liquid products respectively, Tm is the product melting point, To is the initial temperature and ΔHm is the heat of fusion of products.
are the mean heat capacities of the solid and liquid products respectively, Tm is the product melting point, To is the initial temperature and ΔHm is the heat of fusion of products.
For the sake of simplicity,  /CP(298)>2000 K can be used as a necessary criterion for mechanically induced self-propagating reactions.1 However, the highly exothermic nature of a reaction is only a prerequisite for it to occur in a combustive way, the manner of a progress is dependent on the reaction kinetic.
/CP(298)>2000 K can be used as a necessary criterion for mechanically induced self-propagating reactions.1 However, the highly exothermic nature of a reaction is only a prerequisite for it to occur in a combustive way, the manner of a progress is dependent on the reaction kinetic.
Production of the Al matrix nanocomposites via mechanochemical reaction of Al and a metal oxide has been studied for various systems.1,4–6, 8–10 Nanostructured Al matrix, homogenous dispersion of fine Al2O3 particles as well as the presence of reduced metal as solid solution or Me–Al intermetallic improve markedly mechanical properties of these composites.11
Quite a few studies concern production of a composite via reduction of MnO2 by Al whether in a liquid or solid state;12–14 none of them performs a comprehensive investigation into structural evolution of the matrix. The present work aims to produce an Al–4Mn (wt-%) nanocomposite reinforced by 5 wt-%Al2O3 particles via mechanochemical reaction between Al and MnO2 powder. Effect of milling time on the structural evolution of the Al matrix as well as the final properties of nanocomposite will be studied.
Experimental
A mixture of Al–6·2MnO2 (wt-%) powder as well as 3 wt-% stearic acid as process control agent were milled in a P5 planetary mill for various periods of time up to 25 h. Table 1 shows the chemical composition of the as received Al. The mill was operated at 250 rev min−1 and the ball to powder ratio was 20. The milling atmosphere was Ar and the product sampling was performed in a glove box to prevent oxidation. Melting point of the powders was obtained by differential thermal analysis (DTA) with a heating rate of 10°C min−1. In order to clear the changes in DTA curves, the obtained data were numerically derived using equation (2) and the resulted points were plotted against temperature

Chemical composition of as received Al, wt-%
Integral breadth of the powder patterns calculated for (111) reflection of Al using equation (4)

The grain size of samples was calculated using the Scherrer method for (111) reflection of Al15

Pure FWHM of each sample was calculated via equation (6)

The powders were pressed by a uniaxial cold press (1 GPa) to form green tablets of 2 mm thickness and 10 mm diameter which were sintered at 640°C for 60 min.
Bulk and powder samples were examined by a Cambridge (Stereo Scan s360) scanning electron microscope operating at a voltage of 30 kV. A Philips CM 200 FEG transmission electron microscope was used to investigate microstructure and grain size of the sintered samples. Thin films of bulk were prepared using a solution of 25% HNO3 and 75% CH3OH, diluted by water with a ratio of 3∶1. Jet polish process was performed at −65°C under a voltage of 30 V. Microhardness values were obtained averaging 5–10 indents of 50 g force.
Results and discussion
Morphological changes
The morphological changes of an alloying/milling process during milling steps have been widely used to find the steady state time.16–21 In the case of mechanosynthesis processes, however, the morphology of the powder may reach steady state before the completion or even start of the reaction.
The morphology of Al and MnO2 particles can be seen in Fig. 1a. Flaky Al particles are torn and adhered together during the first milling time steps (Fig. 1b–d), while brittle MnO2 particles are fractured and jammed in the Al matrix.22
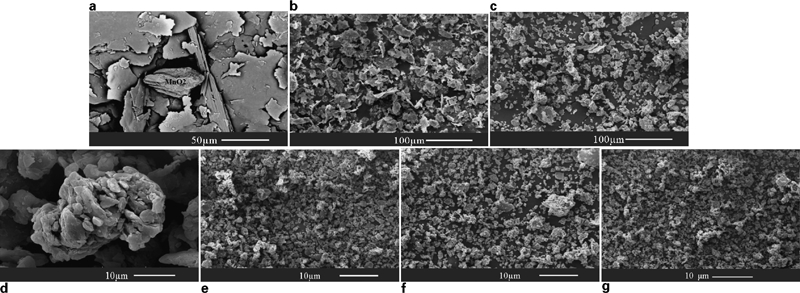
Effect of milling time on morphology of powder for a as received and b milled for 1 h, c 3 h, d 3 h, e 7 h, f 15 h and g 25 h
Workhardening results in embrittlement of the Al particles; thus fracture becomes possible resulting in smaller particles after 7 h milling (Fig. 1e). Comparing powder milled for 7, 15 and 25 h, one can realise that the morphology reaches steady state between 7 and 25 h milling (Fig. 1e–g).
The reduction of MnO2 with Al via equation (7) (without excess Al) releases 1794 kJ of heat, divided by the total heat capacities of the products, ΔH/Cp = 7552 k. Therefore, one can predict that the reaction probably occurs via combustion.


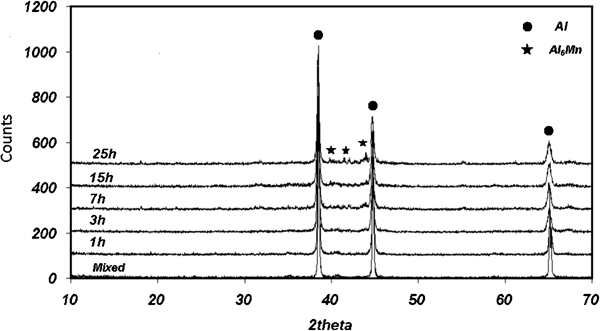
Nevertheless, the XRD patterns show that peak broadening of starting materials is the sole result of milling the Al–MnO2 mixture up to 25 h (Fig. 2).
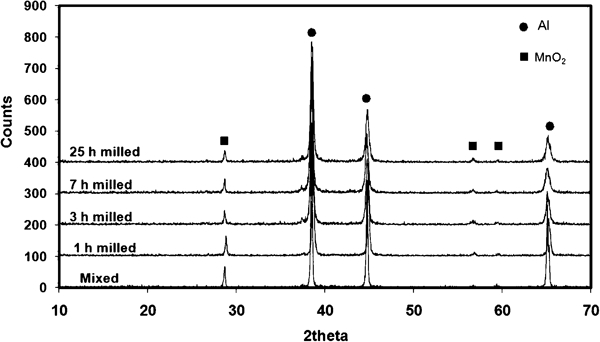
Effect of milling time on XRD patterns of powder
Structural evaluation
Before annealing
As milling for 25 h was not capable of inducing the reduction of MnO2 by Al, the milled powders were heat treated as an alternative. In order to monitor the progress of the reaction, DTA of each sample was obtained. Considering the small amount of MnO2 in the mixture, the heat released by the exothermic reaction may be absorbed via heating the container or the excess Al. Accordingly, DTA curves are numerically derived and plotted versus temperature to find thermal domain of reactions. The DTA and derived plots of the powder milled for 7 h are presented as a typical sample (Fig. 3). One can see that the reaction approximately begins at 400°C and completes at 500°C.
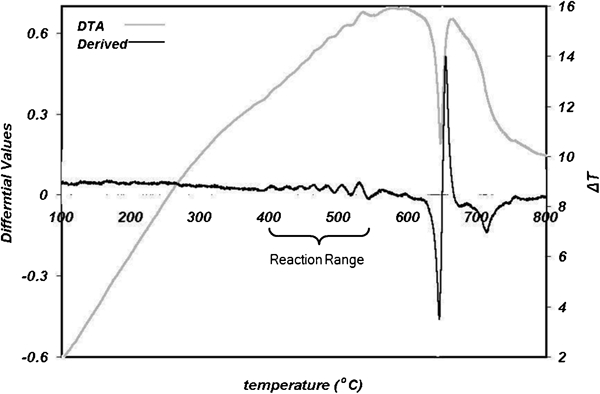
Differential thermal analysis of powder mixture milled for 7 h
A noticeable decrease in melting point of the composite powders versus milling time was seen (Fig. 4). This could be ascribed to the presence of high density of dislocations and imperfections which increases by milling time. More imperfections result in more instability in the lattice structure that has a direct effect on melting point.
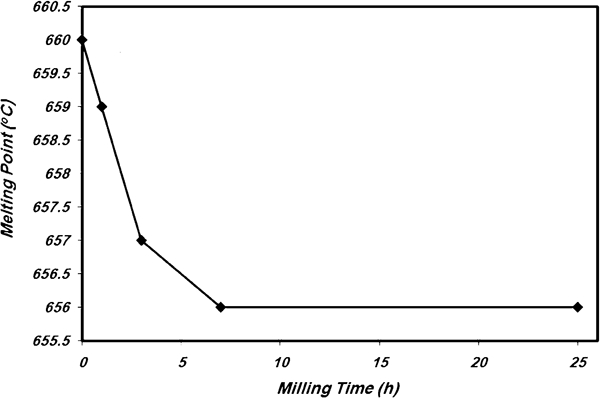
Effect of milling time on melting point of milled powders
One can notice that changes of melting point reach to steady state between 7 and 25 h, a similar duration of time to that of morphological changes. Razavi Tousi et al. have shown that there is a very close relationship between morphological changes and structural evolution of a metal matrix composite during milling stages.20 Indeed, morphological changes do not reach to steady state unless the microstructure of matrix becomes stable. It occurs when the matrix is supersaturated with imperfections, and then neither changes in morphology nor reduction in melting point would be seen.
Another factor that is affected by the accumulation of imperfections is broadening of XRD peaks.23 Figure 5 clearly shows that integral breadth of (111) reflection of aluminium increases over time up to 7 h milling and then has no marked change.
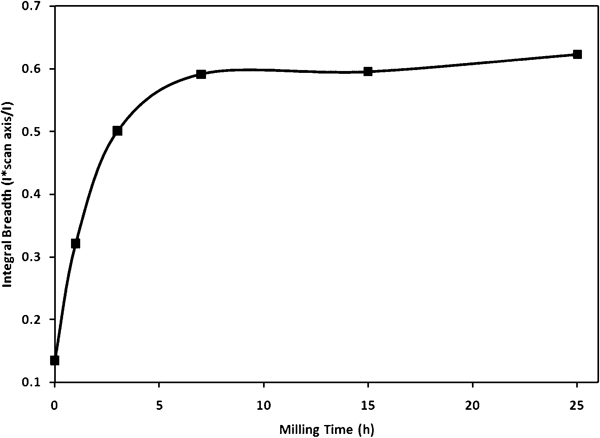
Effect of milling time on integral breadth of (111) reflection of Al before annealing
After annealing
The XRD results show that MnO2 peaks completely disappear after annealing and small peaks of Al6Mn appear (Fig. 6). No trace of alumina, however, can be found in the XRD patterns, which is attributed to the small amount and small size of the produced alumina particles.9
Effect of milling time on XRD patterns of annealed samples
A homogenous dispersion of the fine second phase particles within the Al matrix is achieved after a prolonged milling time (Fig. 7). Energy dispersive spectroscopy of one of the white particles distributed within the matrix shows that a compound of Al and Mn formed these particles (Fig. 7d). The Au peak is ascribed to the coating deposited during sample preparation for scanning electron microscopy (SEM). Considering the XRD pattern of the annealed samples, the compound of these white particles is to be Al6Mn. One can find that the longer the milling time, the finer and the more homogonous distribution of the Al6Mn particles can be obtained.
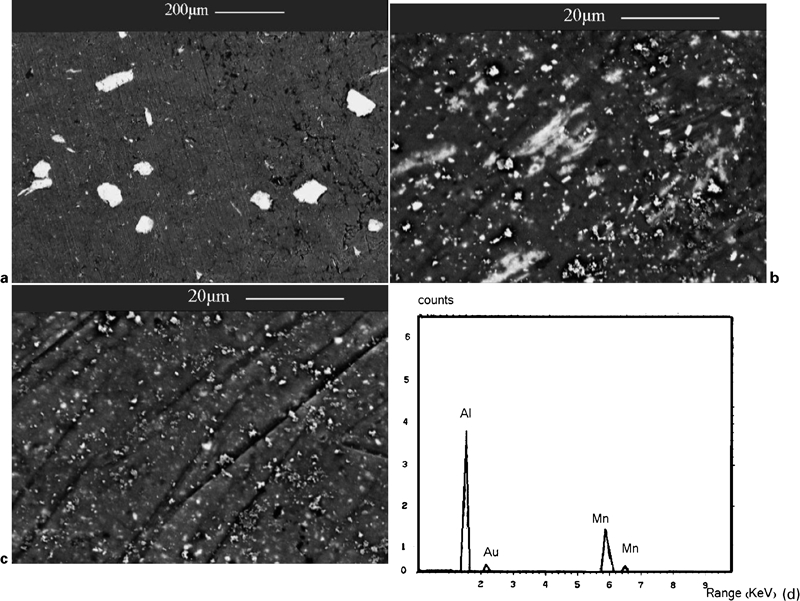
Distribution of Al6Mn particles within Al matrix in samples milled for a 0 h, b 3 h, c 15 h and d EDS of white particles
Contribution of different mechanisms in strengthening
Figure 8 shows that a marked increase in hardness of the annealed samples is obtained by milling time. A similar behaviour is observed in the case of monolithic Al,24 6061 Al reinforced by silicon nitride particles25 and 2014 Al reinforced by carbide particles.26 Hardness of 275 HV as the maximum hardness attained in this research is much higher than values reported for the other Al alloys or composites,27 and higher than that of other mechanically alloyed Al matrixes.18,24,25,28–30 However, a hardness of 300–400 HV was reported for 2014 Al reinforced by carbide particles milled between 5 and 10 h.26
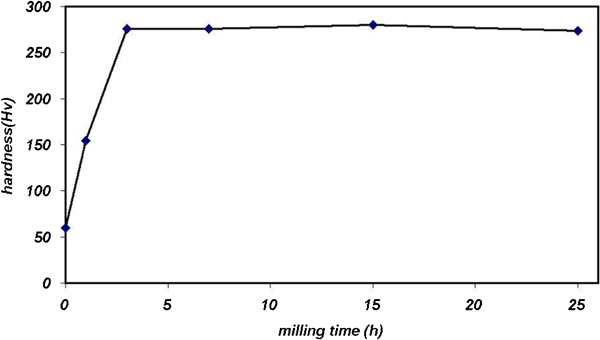
Hardness of annealed samples versus milling time
Using a linear superimposition of different mechanisms contributing strengthening,31–33 one can write

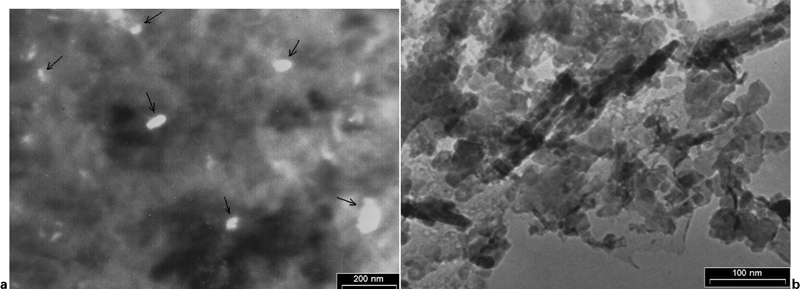
a dark field TEM image showing distribution of nanoparticles in annealed sample milled for 25 h and b bright field image of annealed sample milled for 25 h
Annealing at 640°C for 60 min activates recrystallisation mechanism;27 thus one can assume that there is no hardening due to presence of dislocations. On the other hand the broadening of XRD profiles is ascribed to grain boundary and the broadening caused by strain is excluded. On this basis the authors use Scherrer formula to calculate grain size (Table 2). The grain size remained in the nanoscale regime after annealing which can be explained by the presence of second phase particles.34 Figure 9b shows the transmission electron microscopy (TEM) spectrum of the annealed sample milled for 25 h. One can find that the result of Scherrer formula is in accordance with TEM image.
Effect of milling time on the grain size of aluminium in the annealed samples

Grain boundary contributes to strengthening through Hall–Petch theory

For pure Al an empirical Hall–Petch equation was proposed35

Assuming a hardness of 18 HV for pure Al, a value of 162 HV could be ascribed to the hardening due to the presence of micro- and nanometeric particles.
Figure 9a shows the presence of nanometeric particles in 25 h milled sample. These particles are probably the result of the reduction of MnO2 and production of submicron or nanoalumina particles. Similarly, production of nanometeric alumina particles (10–100 nm) from reduction of HfO2, MnO2 and  , ZnO2 and CuO9 by Al during mechanical alloying was reported. On the other hand, reduction of SiO2 (Ref. 36) and CuO (Ref. 10) resulted in production of submicron and micrometric (100–2000 μm) alumina particles. It seems that milling parameters affect the size of produced aluminium oxide particles.11
, ZnO2 and CuO9 by Al during mechanical alloying was reported. On the other hand, reduction of SiO2 (Ref. 36) and CuO (Ref. 10) resulted in production of submicron and micrometric (100–2000 μm) alumina particles. It seems that milling parameters affect the size of produced aluminium oxide particles.11
Mechanochemical decomposition of process control agent and reaction of products with Al could also produce nanometeric aluminium carbide and oxide particles.
Figure 8 clearly shows that milling more than 3 h has no noticeable effect on the hardness, a behaviour similar to changes of morphology, melting point and integral breadth. Thus one can conclude that hardness of a composite directly depends on microstructure of the matrix including density of grain boundaries and size/distribution of second phase particles.
Conclusions
Ball milling of Al–6·2MnO2 (wt-%) mixture results in powder activation and a homogonous distribution of the reinforcement produced by heat treatment within the Al matrix. Study of milled powder by means of XRD, DTA and SEM shows that milling time has a significant effect on the structural properties of milling products.
Milling time between 3 and 7 h results in a steady state in the system; thus further milling causes no change in morphology, no more reduction in melting point of powders and no increase in hardness and integral breadth of XRD peaks.
Though milling up to 25 h cannot reduce MnO2, annealing for 60 min results in disappearance of MnO2 peaks and emergence of Mn–Al intermetallic peaks, confirmed by SEM images and DTA results.
The Al nanostructured matrix and uniformed distribution of nanodispersoids and submicron Al–Mn intermetallic particles result in hardness value of 275 HV that is much higher than that of similar Al composites and alloys.