
Abstract
The potential of AlB2 particles in the grain refinement of aluminium alloys with and without Si was investigated in an effort to develop potent grain refiners for Al–Si based foundry alloys. The Al–Si alloys are grain refined with the Al–3B alloy, whereas pure aluminium is not. The cast grain size in the former decreases with increasing Si content. The addition of 200 ppm B into the Al–7Si alloy, the basis of most commercial foundry alloys, produces remarkably fine grains with no fading effect. The Al–B system relies on a eutectic reaction L→α (Al)+AlB2 at 659·7°C to offer grain refinement, which occurs predominantly via heterogeneous nucleation of α (Al) grains on AlB2 particles thus made available. The grain refinement starts at a critical Si content enough to depress the liquidus temperature of the alloy sufficiently below the eutectic reaction temperature. The grain refining efficiency improves with increasing Si content owing to a decreasing liquidus temperature, which in turn facilitates the formation of an increasing number of solid nuclei. Alloys with insufficient level of Si to displace the liquidus temperature of the alloy below the eutectic reaction temperature cannot take advantage of this reaction and thus enjoy grain refinement. This is clearly why pure aluminium with a liquidus point above the eutectic reaction temperature is not grain refined with the Al–3B alloy at all.
Introduction
Grain refinement promotes a fine equiaxed grain structure and improves the homogeneity of the casting by refining the distribution of secondary phases and microporosity.1–3 Such features impart to a casting high toughness, high yield strength, excellent formability, good surface finish and improved machinability. 4 4,5 Additionally, a sound grain refining practice avoids hot tearing and allows a marked increase in casting speed.6 The use of grain refining master alloys has thus become a standard practice in aluminium foundries worldwide.
Established grain refiners for aluminium alloys are all from the Al–Ti–B ternary system.7–12 The Al–Ti–B alloys are very effective for wrought alloys but fail to perform as well in the case of aluminium foundry alloys.13–15 The latter contains substantial levels of Si to improve castability. However, Si reacts with Ti to form Ti–Si binary phases, thereby degrading the grain refinement efficiency.16–23 While excessive additions compensate for the relatively poor performance of the Al–Ti–B grain refiners to a certain extent, it is neither attractive nor economic to use so much grain refiner in shape casting.24
Several B rich Al–Ti–B and binary Al–B alloys were identified for the grain refinement of Al–Si foundry alloys. The Al–B master alloys have been reported to possess better grain refining efficiency on Al–Si alloys than the Al–5Ti–1B refiner.11,15,16,25–27 The superior performance of the former is attributed to the dissolved Si in the foundry alloys since B additions do not grain refine pure aluminium in the absence of Si.16 There are various reports on the potency of AlB2 particles. 19 22 28 19,22,28,29 The present paper aims to explore the potential of AlB2 particles in the grain refinement of aluminium alloys with and without Si in an effort to develop potent grain refiners for Al–Si based foundry alloys.
Experimental
The Al–3B grain refiner used in the present work as the source of AlB2 particles was prepared in the laboratory. A revised halide salt practice that relies on the co-addition of Na3AlF6 with KBF4 into molten aluminium was employed to produce this alloy.30 Premixed KBF4 and Na3AlF6 salts of commercial purity, preheated to 110°C to remove moisture, were added into molten aluminium at 800°C gradually to avoid excessive cooling of the melt, which was Ti free to avoid the formation of mixed borides.16 The melt was held at 800°C for 5 min to allow the reaction to reach completion. The spent salt was decanted, and the melt was stirred throughly with a preheated graphite rod before casting into a cylindirical permanent mould. The microstructure of the Al–3B alloy thus obtained was examined after etching with a 0·5 HF solution using an Olympus BX51M model optical microscope. The X-ray diffraction (XRD) patterns were recorded with a Shimadzu XRD-6000 diffractometer equipped with Cu Kα radiation.
A series of Al–Si alloys with l–7 wt-Si alloy were prepared from aluminium ingots with a purity level of 99·85 wt-Al and commercial purity Si on a 1 kg batch scale. Pure aluminium (99·85 wt-Al) and Al–Si alloys to be used in grain refinement experiments, each weigthing 1000 g, were melted in a resistance furnace, and the temperature of the melt thus obtained was brought to 720°C. A reference sample was taken from the melt in order to identify the grain size before inoculation. The Al–3B alloy was added to the melt at several addition rates so as to bring the B concentration of 1 kg aluminium melt to 0·005 (50 ppm), 0·010 (100 ppm), 0·015 (150 ppm) and 0·020 wt- (200 ppm). The melt was stirred with a graphite rod for 20 s right after inoculation in each experiment. The samples were taken from the melt 2, 5, 10, 15, 30 and 60 min after the addition and were solidified in small copper moulds with a diameter of 25 mm and a height of 50 mm. Measures were taken to keep the temperature of the melt within 720±10°C during the entire process. The samples thus produced were sectioned 20 mm from the bottom surface. Standard metallographic procedures were employed to prepare these sections for grain size measurements. They were etched with Poulton's reagent and then examined under a light microscope.
Results and discussion
The boride dispersion in the aluminium matrix of the experimental Al–3B alloy is uniform with no evidence of clusters, salt residues and oxide films (Fig. 1a), which are typical features in commercial alloys (Fig. 1b). The XRD analysis is consistent with the metallographic work and shows reflections of the AlB2 phase and the aluminium matrix (Fig. 1c), yet no evidence for the AlB12 phase, reported by other investigators.31–33 It would be fair to conclude that the only species supplied to aluminium melt with this alloy is discrete AlB2 particles.
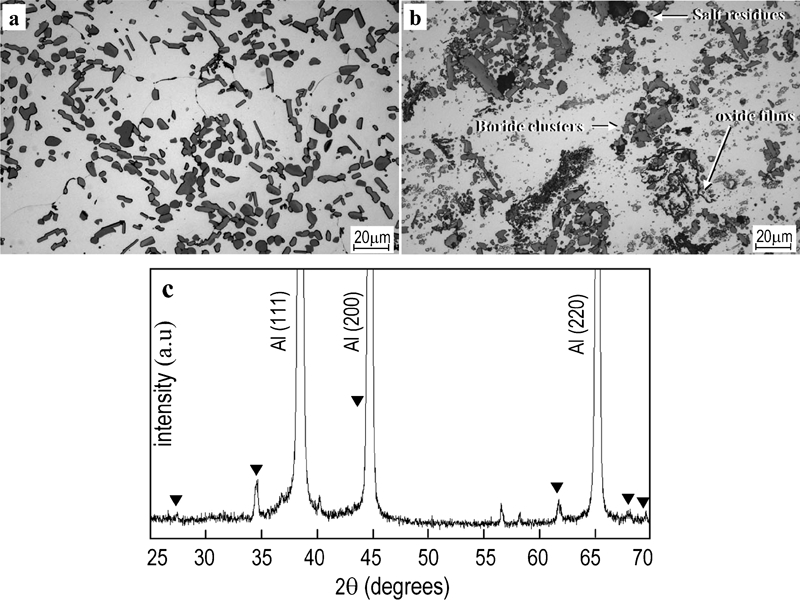
Microstructure of a Al–3B alloy used in present investigation, b commercial Al–3B alloy and c XRD spectrum of former
The grain structures of a series of Al–7Si samples inoculated with the present Al–3B alloy at different B addition rates are shown in Fig. 2 for contact times of up to 60 min. The grain refinement effect is only minor at 50 ppm B and is reduced further with time after inoculation (Fig. 2a). Increasing the B addition rate does two things: it improves the grain refining efficiency and reduces the loss of grain refining effect with time (i.e. the so called fade effect) (Fig. 2b and c). Finally, the grain structure is remarkably fine (d<200 μm) at 200 ppm B (Fig. 2d and f). There is hardly any fading effect with very fine grains retained even 60 min after inoculation at this B level. Further addition hardly makes an impact on these features and is thus not necessary (Fig. 2e). These results are taken to imply that the optimum B addition rate for the Al–7Si alloy, the basis of popular aluminium foundry alloys, is 200 ppm. The lack of fading at this addition level, in spite of a relatively higher population of nuclei, seems to imply that the nucleating agents responsible for grain refinement, possibly AlB2, are not clustered and do not settle to the bottom of the melt or float to the surface owing to a density close to that of liquid aluminium. The results of the present work are in good agreement with those of Tøndel et al.27 The grain size in an Al–9Si alloy was reported by these authors to decrease significantly with increasing B content, with the maximum effect occurring at ∼0·02 wt- and with no fading effect.
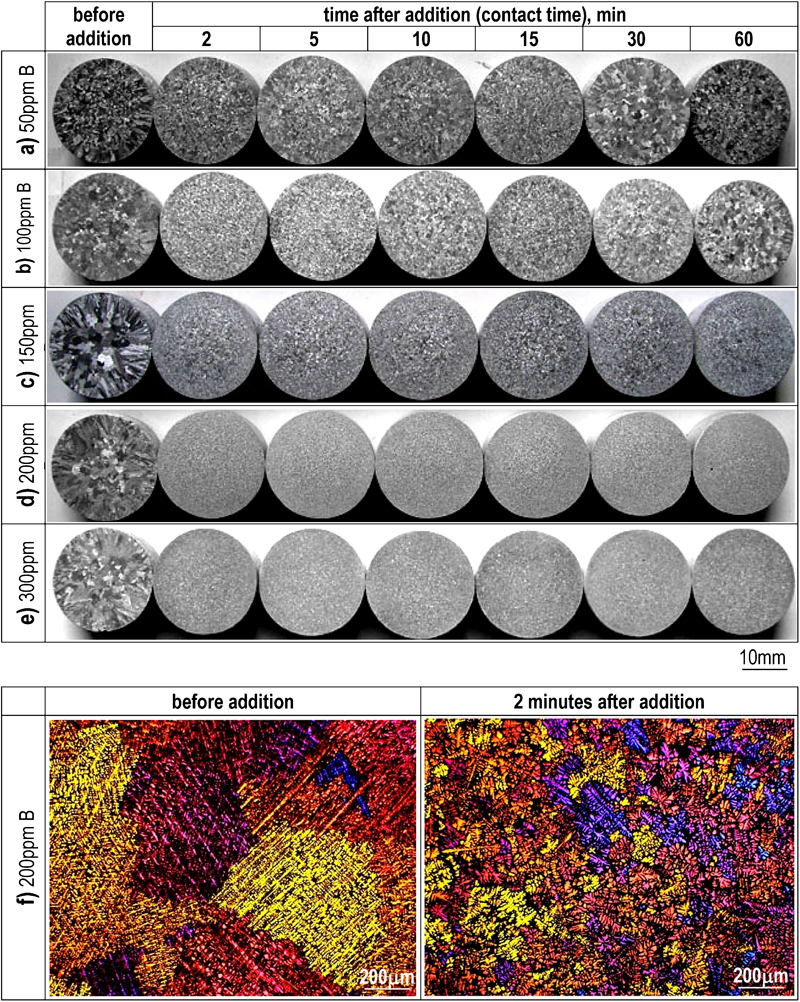
Grain structures of series of Al–7Si alloys before and 2–60 min after inoculation with Al–3B alloy at following addition rates: a 50 ppm B, b 100 ppm B, c 150 ppm B, d 200 ppm B and e 300 ppm B; and f grain structures of Al–7Si alloy solidified before and 2 min after inoculation at addition rate of 200 ppm B
The Al–B alloys are claimed to be adequate grain refiners also for Al–Si alloys with lower Si levels. They were shown to perform adequately even at 5 wt-Si.26 The reports on the effect of Si in the grain refinement of Al–Si alloys via AlB2 inoculation, however, are scarce. While this is understandable considering that Al–Si alloy castings with <5 wt-Si hardly find any application, it is both technologically and scientifically important to identify the impact of Si on grain refinement with the Al–B system. Hence, an attempt was made in the present work to identify the performance of the present Al–3B alloy at lower Si levels. A series of Al–Si alloys with Si contents from 1 to 6 wt- were produced in the laboratory and then inoculated with the same Al–3B alloy at the addition rate of 200 ppm B. The grain structures of these alloys 2 min after inoculation are shown in Fig. 3a together with those of pure aluminium and the Al–7Si alloy. The inoculated grain size decreases in a continuous fashion with increasing Si content of the alloy. Since all the alloys were inoculated at the same B addition level of 200 ppm, the improvement in grain size in Fig. 3a is attributed to the increasing Si level.
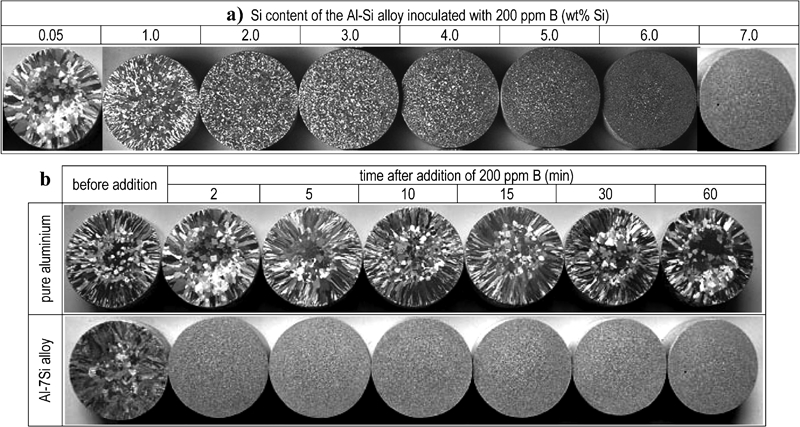
Grain structure of a series of Al–Si alloys, all inoculated with 200 ppm B as function of Si content of alloy and b pure aluminium and Al–7Si alloy before and 2–60 min after inoculation with Al–3B alloy at addition rate of 200 ppm B
It is inferred from the foregoing that the grain refinement in the Al–Si alloys with the addition of the Al–3B alloy occurs predominantly via the heterogeneous nucleation of α (Al) grains on AlB2 particles. Some growth restriction due to Si segregation during solidification may also be possible as suggested in Ref. 16. If the AlB2 particles of the Al–3B alloy are in fact potent nuclei for α (Al), then they should be able to refine the grain structure of pure aluminium as well. This issue has attracted a great deal of attention, and the reports on the potency of AlB2 particles in refining the α (Al) grain structure are rather mixed. While a recent study claims grain refinement,34 the majority of the available reports state that pure aluminium is not grain refined with Al–B alloys. 22 26 29 35 22,26,29,35,36 The grain refinement performance test carried out with the Al–7Si alloy was executed in exactly the same fashion at an addition rate of 200 ppm B, this time with aluminium of 99·85 wt- purity, in order to clarify the above dispute. The results of this test are illustrated in Fig. 3b and show in a convincing fashion that the Al–3B alloy does not refine the grain structure of pure aluminium at all while it is a perfect grain refiner for the Al–7Si alloy. The grain structures before and after inoculation in the former are identical regardless of the contact time. It is inferred from Fig. 3b that the heterogeneous nucleation of α (Al) on AlB2 in Al–Si alloys is highly unlikely.
The AlB2 is not a stable compound in molten aluminium at conventional addition rates according to the Al–B binary phase diagram (Fig. 4). Hence, the AlB2 particles introduced into molten aluminium via the addition of Al–B master alloys fail to serve as effective substrates unlike the insoluble TiB2 particles of Al–Ti–B based grain refiners. Instead, the Al–B system relies on a eutectic reaction L→α (Al)+AlB2 at 659·7°C16 to offer grain refinement. For B addition rates between 50 and 200 ppm, i.e. below the eutectic point at 0·022 wt- (220 ppm) B, the solidification of an Al–B melt progresses in the following order: L→α (Al)+L→α (Al)+AlB2. At <0·022 wt-B, the α-Al crystals start to precipitate from the Al–B melt first. The AlB2 particles start to form shortly after, within <1°C. The α-Al solid solution and the AlB2 compound are the only stable phases below the eutectic line that sits at 659·7°C. When this sequence is superimposed on the Al–Si binary system, it becomes clear that the above eutectic reaction could provide the solid nuclei for most commercial Al–Si foundry alloys. The Al–Si alloys with Si contents enough to depress their liquidus temperature sufficiently below the eutectic reaction temperature of the Al–B system can be readily grain refined with the Al–3B alloy. This account proposed by Mohanty and Gruzleski19 is claimed to be a very plausible one.
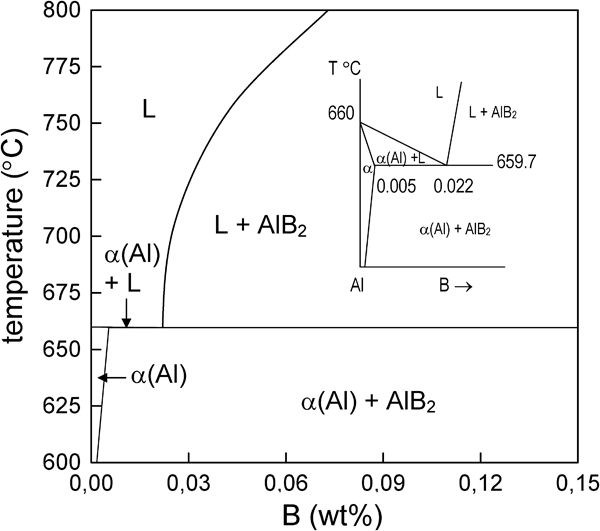
Al rich side of Al–B binary phase diagram16
It is fair to conclude that the AlB2 particles produced by the above eutectic reaction are responsible for the grain refinement in the Al–Si alloys. Figure 3a clearly shows that grain refinement gradually improves with increasing Si content of the alloy owing to a decreasing liquidus temperature, which in turn facilitates the formation of an increasing number of solid nuclei. Silicon, enough to displace the liquidus temperature of the alloy below the eutectic reaction temperature, will suffice for grain refinement. Alloys with less Si, however, cannot take advantage of this reaction and thus enjoy grain refinement. This is clearly why pure aluminium with almost no Si (99·85 wt- purity), and thus a liquidus point above the eutectic reaction temperature, is not grain refined with the Al–3B alloy at all. The direct contribution of Si in the grain refinement of Al–Si alloys via growth restriction appears to be negligible as inferred from a comparison of cast structures of pure aluminium and Al–7Si samples without inoculation. This is not surprising since the growth restriction factor of Si is very small and much smaller than that of Ti.37
Conclusions
In summary, the Al–Si alloys are grain refined with the Al–3B alloy, whereas pure aluminium is not. The cast grain size in the former decreases with increasing Si content. The addition of 200 ppm B into the Al–7Si alloy, the basis of most commercial foundry alloys, produces remarkably fine grains with no fading effect. The Al–B system relies on a eutectic reaction L→α (Al)+AlB2 at 659·7°C to offer grain refinement, which occurs predominantly via heterogeneous nucleation of α (Al) grains on AlB2 particles thus made available. The grain refinement starts at a critical Si content enough to depress the liquidus temperature of the alloy sufficiently below the eutectic reaction temperature. The grain refining efficiency improves with increasing Si content owing to a decreasing liquidus temperature, which in turn facilitates the formation of an increasing number of solid nuclei. Alloys with insufficient level of Si to displace the liquidus temperature of the alloy below the eutectic reaction temperature cannot take advantage of this reaction and thus enjoy grain refinement. This is clearly why pure aluminium with a liquidus point above the eutectic reaction temperature is not grain refined with the Al–3B alloy at all.
Footnotes
Acknowledgements
It is a pleasure to thank Mr O. Cakir for performing grain refining performance tests and Mr F. Alageyik for metallographic work. The present work was supported by TUBITAK.