
Abstract
The capacity of AlTi5B1, AlTi3B3 and AlB3 grain refiners to refine the grain structures of AlSi7Mg and AlSi11Cu2 foundry alloys was investigated. The performance of AlTi5B1, well established to be the best grain refiner for wrought aluminium alloys, is not nearly as good with the AlSi7Mg and AlSi11Cu2 alloys. Relatively smaller grains are obtained with the AlTi3B3 grain refiner in both alloys. The AlB3 grain refiner, on the other hand, improves the grain structure only as much as the AlTi5B1 grain refiner does. With as much as 0·04–0·1 wt-Ti, the commercial alloys cannot enjoy the outstanding potency of the AlB2 particles since the B supply is readily transformed to TiB2 particles. However, the grains of the Ti free AlSi7Mg and AlSi11Cu2 alloys (∼0·005 wt-Ti) are very small and nearly globular for the entire range of holding times when inoculated with AlB3, implying not only a remarkable grain refining capacity but also a strong resistance to fading of the grain refinement effect. The lack of Ti in the melt allows the entire B to form AlB2 particles, the perfect substrates to promote the nucleation of α-Al crystals. Aluminium castings can enjoy grain sizes well below 200 μm, with an addition of 0·02 wt-B, provided that they are Ti free. That the potent substrates are made available just before the nucleation of α-Al crystals avoids fading effects and is a further advantage of the AlB3 grain refiner in recycling operations.
Introduction
Grain refinement avoids hot tearing and porosity, allows a marked increase in casting speed and improves the homogeneity of the cast structure by refining the distribution of secondary phases. Such features impart to a casting high toughness, high yield strength, excellent formability, good surface finish and improved machinability.1–5 It has thus become a standard practice in aluminium foundries worldwide to add master alloys to molten aluminium in order to achieve fine, equiaxed grains after solidification, which otherwise tend to be coarse and columnar.
It has been long known that titanium nucleates aluminium thanks to a peritectic reaction in the Al–Ti binary system. However, it takes as much as 0·15 wt-Ti to achieve grain refinement via this peritectic reaction. Boron was shown to offer a remarkable impact on grain refinement of aluminium by titanium at hypoperitectic concentrations.6 Al–Ti–B master alloys have thus emerged as potential grain refiners for aluminium alloys. At present, there is a variety of commercial grain refiners of this type, with AlTi5B1 being the most popular.7–12 Al–Ti–B grain refiners, which are indispensable for wrought alloys, fail to perform as well with aluminium foundry alloys.13–15 The latter contain substantial levels of Si to improve castability, which, however, reacts with Ti to form Ti–Si binary phases and impairs the grain refinement efficiency.16–23
While Al–B master alloys were shown to be more effective with Al–Si alloys,11,14–16,24–27 they are employed to precipitate transition elements in the manufacture of high conductivity aluminium alloys and are ignored as grain refiners. Several B rich Al–Ti–B alloys were also identified for the grain refinement of Al–Si foundry alloys.28 However, the commercial practice today relies almost entirely on the AlTi5B1 grain refiner and is identical to that employed for wrought aluminium alloys, producing grain structures much coarser than those of the latter. Since the automotive manufacturers are increasingly more demanding on quality issue, aluminium foundries need more potent grain refiners for sound castings of better quality at competitive cost. The present work was undertaken to investigate the performance of AlTi5B1, AlTi3B3 and AlB3 grain refiners with AlSi7Mg and AlSi11Cu2 alloys in an effort to identify the best grain refiner for aluminium foundry alloys.
Experimental
The chemical analyses of commercial AlSi7Mg and AlSi11Cu2 ingots used in the present work were measured with optical emission spectroscopy and are listed in Table 1. The titanium free versions of these two alloys were produced in the laboratory with identical compositions but so as to limit the Ti content to 0·005 wt- (Table 1). Aluminium ingot with a purity of 99·85 wt-Al, commercial purity silicon and magnesium (both 99·8 wt-) were used to produce the AlSi7Mg alloy, while additionally Al50Cu50 master alloy was used for the production of the AlSi11Cu2 alloy. Final adjustments of the minor alloying elements were made by adding pieces of 1XXX and 3XXX wrought alloy sheets. Precalculated masses of the ingredients were melted in an electric resistance furnace and held at 800°C for 1 h to allow homogenisation and were finally cast into copper based permanent moulds for rapid solidification in order to avoid segregation.
Chemical analyses of alloys used in grain refinement experiments/wt-

Experimental alloys prepared in the laboratory.
Grain refinement tests were performed with AlTi5B1, AlTi3B3 and AlB3 master alloys. The former was a commercial alloy, while the AlTi3B3 and AlB3 grain refiners were prepared in the laboratory. The halide salt process, which relies on the co-addition of K2TiF6 and KBF4 into molten aluminium, was employed to produce the AlTi3B3 grain refiner. The AlB3 grain refiner was produced also with the halide salt process, which was revised to improve B recovery.29 The microstructures of the AlTi3B3 and AlB3 alloys thus obtained were examined with a Shimadzu X-ray diffraction (XRD) 6000 diffractometer equipped with Cu Kα radiation.
The AlSi7Mg and AlSi11Cu alloys, each weighing 1000 g, were melted in a resistance furnace, and the temperature of the melt thus obtained was brought to 720°C. The AlTi5B1, AlTi3B3 and AlB3 grain refiners were then added to the melt so as to bring the B concentration of 1 kg aluminium melt to 0·02 wt-B. The melt was stirred with a graphite rod for 20 s right after grain refiner addition. Samples were taken from the melt 2, 5, 10, 15, 30 and 60 min after the addition and solidified in small copper moulds with a diameter of 25 mm and a height of 50 mm. Measures were taken to keep the temperature of the melt within 720±10°C during the entire process. The samples thus produced were sectioned 20 mm from the bottom surface. Standard metallographic procedures were employed to prepare these sections for grain size measurements. They were etched with Poulton's reagent and then examined under a light microscope. The same series of samples were also anodised in Barker's solution, 5 mL HBF4 (48) in 200 mL water, and then examined with an optical microscope under polarised light. The grain sizes were measured by the linear intercept method.
Results and discussion
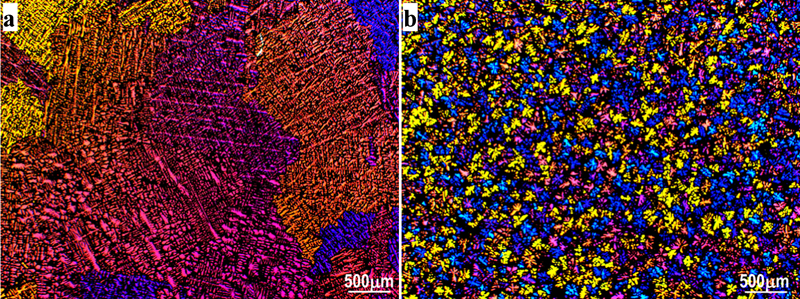
The grain structure of the unrefined AlSi7Mg alloy is coarse with an average grain size in the order of millimetres (∼1500 μm), as is usual with most aluminium foundry alloys in spite of high alloy content (Fig. 1a). The cast grains of the unrefined AlSi11Cu2 alloy are even bigger (∼1800 μm) and predominantly columnar, confirming the negative impact of high Si on the grain structure (Fig. 1b).27 Si above 5 wt- is well established to produce coarse grains in the Al alloys. Cu is not known for its grain refinement capacity and, at 2 wt-, apparently did not help to counteract the detrimental effect of Si in AlSi11Cu2 alloy.
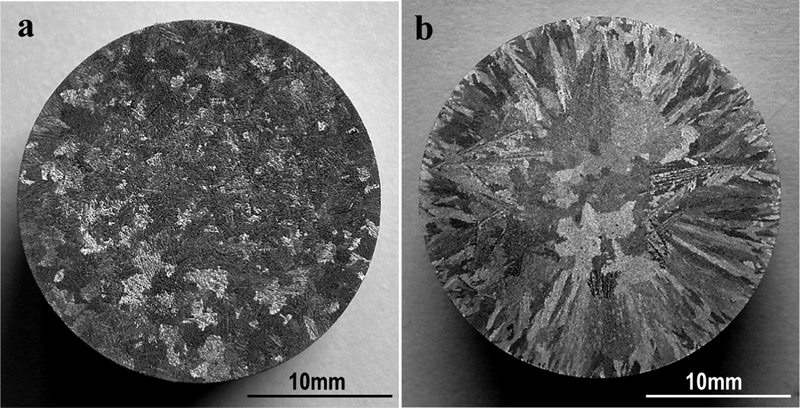
Grain structures of a AlSi7Mg and b AlSi11Cu2 alloys before addition of grain refiners
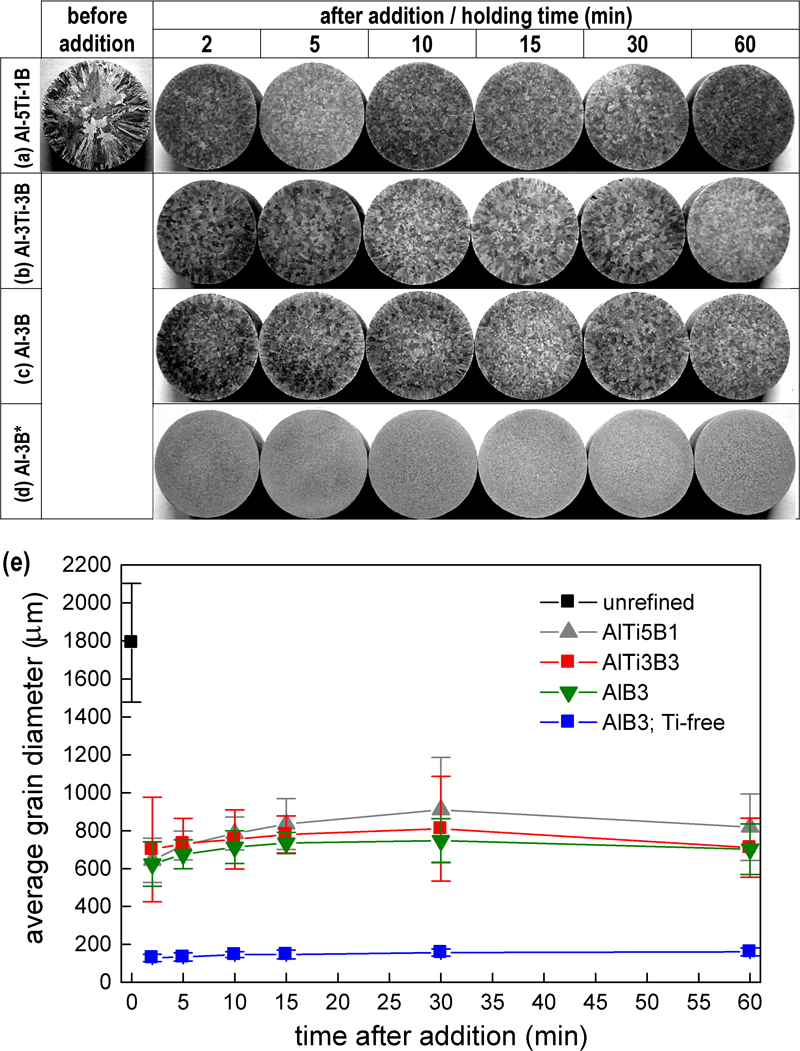
The grain structures of the AlSi7Mg alloy before and after grain refiner additions and grain size measurements from these experiments are illustrated in Fig. 2. The first series of grain structures in Fig. 2a are from grain refinement experiments with the standard grain refiner, i.e. AlTi5B1 alloy. Needless to say, AlTi5B1 does refine the grain structure of the AlSi7Mg alloy. While the performance illustrated in Fig. 2a is judged to be adequate by most aluminium foundries, it is clearly inferior with respect to that provided by this grain refiner for wrought aluminium alloys. The latter enjoy equiaxed grains almost invariably smaller than 200 μm at even lower addition rates. Smaller grains are obtained with the AlTi3B3 grain refiner, which is clearly a better grain refiner for this alloy (Fig. 2b). The AlB3 alloy, on the other hand, improves the grain structure of the commercial AlSi7Mg alloy, but only by as much as the AlTi5B1 does (Fig. 2c). Finally, the same grain refiner produces the smallest grains in the Ti free counterpart (Fig. 2d). When inoculated with AlB3, the grains of the Ti free AlSi7Mg alloy are very fine and nearly globular for the entire range of holding times, implying not only a remarkable grain refining efficiency but also a strong resistance to fading of the grain refinement effect. It is fair to conclude from the foregoing that AlB3 is the best grain refiner for the AlSi7Mg alloy in the absence of Ti.
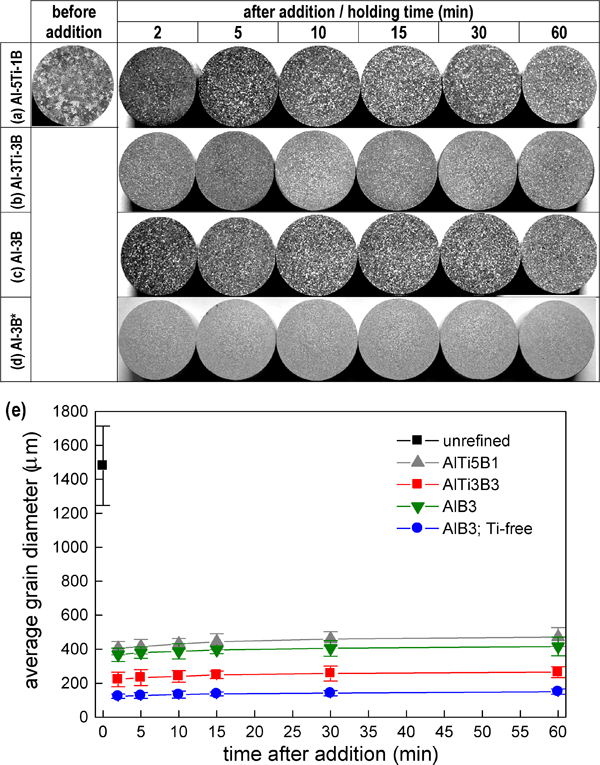
Grain structures of AlSi7Mg alloy before and after grain refiner additions
The performance of the AlTi5B1 grain refiner, well established to be the best for wrought aluminium alloys, is not nearly as good with the AlSi7Mg alloy (Fig. 3). The particles introduced into the melt through the addition of AlTi5B1 grain refiners are the soluble TiAl3 and the insoluble TiB2 particles. The TiB2 particles are poisoned by Si, which coats their surfaces with Ti–Si compounds.19 The dissolved Ti, which also contributes to grain refinement with AlTi5B1 by slowing down the growth of the freshly formed α–Al crystals while partitioning between the solid and liquid phases, is also rendered ineffective as it also forms Ti–Si compounds and precipitates out of the melt. It has been shown very recently27 that solute Ti hardly offers any grain refinement in Al–Si alloys with 7 wt-Si.
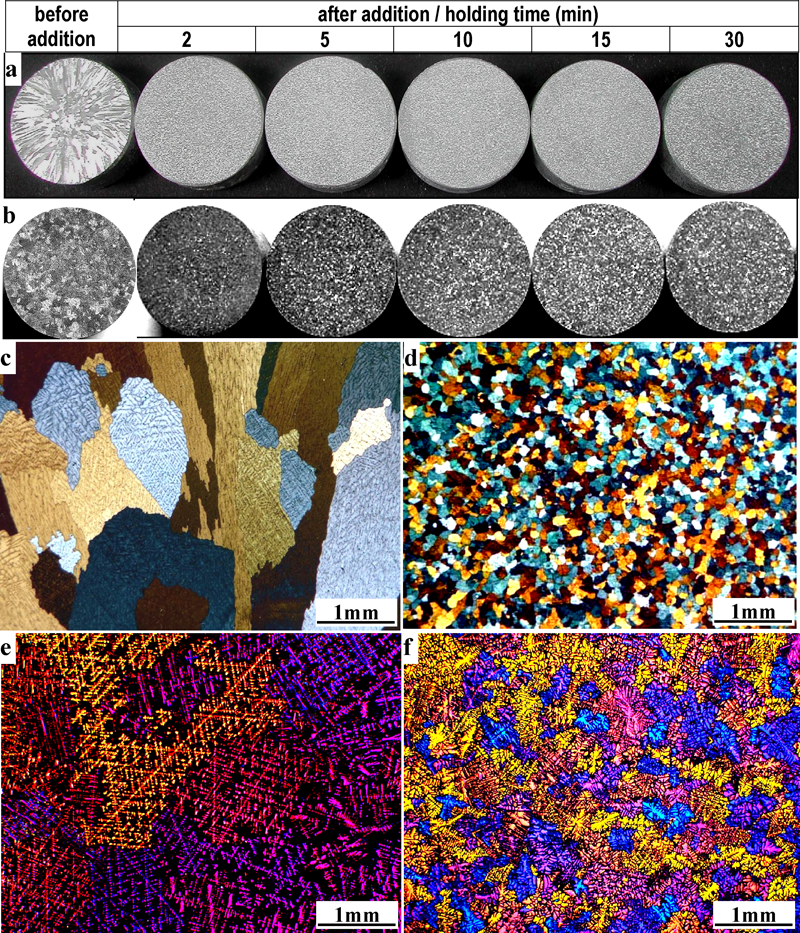
Performance of AlTi5B1 grain refiner with a wrought 1070 alloy and b commercial AlSi7Mg alloy: grain structures of c, d 1070 and e, f AlSi7Mg alloys c, e before and d, f 2 min after addition of AlTi5B1 grain refiner
The AlTi3B3 grain refiner, on the other hand, does not supply soluble TiAl3 particles (solute Ti) and relies only on borides to promote heterogeneous nucleation. The borides are of two types, namely, AlB2 and TiB2, as evidenced by the XRD analysis of the AlTi3B3 grain refiner, which reveals the reflections of AlB2 as well as those of the TiB2 compound (Fig. 4). TiB2 and AlB2 were claimed to form a continuous (Al,Ti)B2 solid solution range as they both crystallise in the same hexagonal crystal structure with similar lattice parameters.30 Evidence from the present work, however, suggests that they coexist in a two-phase equilibrium AlB2+TiB2 in the AlTi3B3 alloy. Borides in this grain refiner are nearly three times as many as that in AlTi5B1 since it is the B content of the grain refiner that dictates the population of boride particles. Slightly more than half of these particles are of the AlB2 variety. This is consistent with the composition of this grain refiner and is confirmed by the relative intensities of (100) reflections in the XRD spectrum.
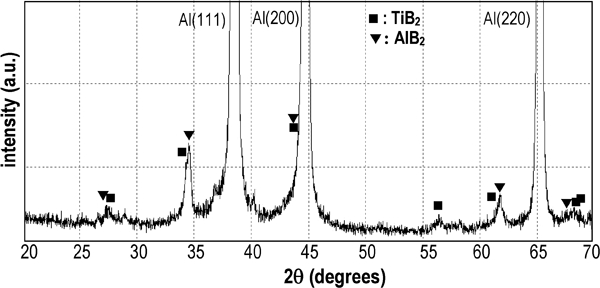
X-ray diffraction spectrum of AlTi3B3 grain refiner
The performance of the AlTi3B3 grain refiner in the AlSi7Mg alloy is clearly superior with respect to that of AlTi5B1 (Fig. 2). The AlB2 particles are credited for this improvement since the TiB2 particles suffer from Si poisoning in Al–Si based foundry alloys. There is another feature of TiB2 particles that impairs their performance. They fail to remain in suspension owing to a substantial density difference with the melt. The TiB2 particles settle to the bottom of the crucible much faster than they do in wrought aluminium alloys, possibly due to the much higher fluidity of the Al–Si melts. This is evidenced by the substantial Ti and B depletion at the top of the crucible when foundry alloys are inoculated with Al–Ti–B master alloys.
With nearly as many boride particles, one would expect the Al–3B grain refiner to, at least, match the performance of AlTi3B3. The AlSi7Mg alloy inoculated with the former exhibits, however, grain structures similar to those obtained with AlTi5B1 rather than with AlTi3B3 (Fig. 2). AlB3 supplies only AlB2 particles, which serve as very potent substrates for α-Al nucleation, provided that the melt does not contain any Ti. When it does, however, part or all of the available B reacts with the solute Ti to produce TiB2 particles shortly after addition. Commercial AlSi7Mg alloys contain as much as 0·1 wt-Ti, substantially more than that required to convert the entire B into TiB2 particles, which are readily removed from the melt via settlement and are no longer available for the nucleation process. In other words, AlB3 is engaged in precipitating Ti rather than in refining grains. This is not surprising since Al–B master alloys are marketed as the ‘transition element precipitator’ for the production of high conductivity aluminium alloys. Hence, it is the TiB2, not the AlB2, particles that dictate the grain refinement performance of AlB3 in the commercial AlSi7Mg alloy. This is exactly why AlB3 performs relatively poorly with the commercial alloy. This account is supported further by the much better performance of the AlB3 grain refiner with the Ti free AlSi7Mg alloy. The lack of Ti in the melt allows the entire B to form AlB2 particles, i.e. the perfect substrates, shortly before α-Al starts to crystallise. The grain structure thus produced is impressively fine with an average grain size of 124±13 μm (Fig. 5) and is largely retained for up to 60 min.
Grain structures of AlSi7Mg alloy a before and b 2 min after AlB3 grain refiner addition
The grain structures of the refined AlSi11Cu2 alloy suggest that it is relatively more difficult to grain refine this alloy owing to a much higher Si content (Fig. 6). The performances of the AlTi5B1, AlTi3B3 and AlB3 grain refiners, shown in Fig. 6a–c respectively, are clearly inferior with the AlSi11Cu2 alloy than with the AlSi7Mg alloy. However, AlB3 produces very fine grains in the Ti free AlSi11Cu2 alloy, just as it does in the Ti free AlSi7Mg alloy (Fig. 6d). The perfectly refined grain structure (the average grain size is 129±19 μm 2 min after addition) survives for up to 60 min with no evidence of fading. The slight decrease in grain size at a contact time of 60 min with Ti bearing grain refiners is due to the enrichment of the bottom of the crucible with TiB2 particles upon prolonged holding. The last sample taken 60 min after inoculation is indeed from the very bottom of the crucible with 1000 g of melt at the start of the test. This offers further evidence of the effect of Si in promoting the rapid settlement of TiB2 particles in aluminium foundry alloys, which is more pronounced in the higher Si AlSi11Cu2 alloy.
Grain structures of AlSi11Cu2 alloy before and after grain refiner additions
The marked difference between the performance of the AlB3 grain refiner in AlSi11Cu2 alloys with and without Ti is accounted for, once again, by the type of boride particles available in the melt at the start of solidification. Commercial AlSi11Cu2 alloys are also supplied with substantial levels of Ti. With as much as 400 ppm Ti, the present alloy cannot enjoy the remarkable potency of the AlB2 particles since the B supplied is readily transformed to TiB2 particles. AlB3 addition is thus practically not much different from adding a ternary Al–Ti–B grain refiner, which falls short of expectations in Al–Si based foundry alloys. The melt has to be Ti free for B supply to offer its potential fully.
The grain structures of Ti free AlSi7Mg and AlSi11Cu2 alloys are refined upon the addition of AlB3 by the heterogeneous nucleation of α(Al) grains on AlB2 particles. AlB2 particles dissolve readily in Al–Si melts and form again when the melt starts to cool for solidification. Analysis of the Al rich corner of the calculated Al–Si–B liquidus surface suggests that the primary AlB2 is formed at a Si concentration of ∼4wt-. 25 25,27 The AlB2 particles thus formed provide the solid nuclei for all Al–Si alloys with higher than 4 wt-Si. Since the AlB2 particles are made available just before the nucleation of α-Al crystals, there is no risk of settlement and fading.27 This is clearly a further advantage of grain refinement of Al–Si foundry alloys with Al–B based grain refiners, particularly when they are to be recycled. The B content of the latter is not critical as long as the dosing is tuned to provide sufficient B in the melt.26
Conclusions
While identified to be the best grain refiner for wrought aluminium alloys, the performance of AlTi5B1 falls short of expectations with the AlSi7Mg and AlSi11Cu2 alloys.
AlTi3B3 grain refiner provides relatively smaller grains in both alloys. The AlB3 alloy, on the other hand, improves the grain structure, but only as much as the AlTi5B1 does.
With as much as 0·04–0·1 wt-Ti, the commercial alloys cannot enjoy the outstanding potency of the AlB2 particles since the B supplied by AlB3 is readily transformed to TiB2 particles.
The grains of the Ti free AlSi7Mg and AlSi11Cu2 alloys are very small for the entire range of holding times when inoculated with AlB3, implying a remarkable grain refining efficiency as well as a strong resistance to fading of the grain refinement effect.
Lack of Ti in the melt allows the entire B to form AlB2 particles, i.e. the perfect substrates, shortly before α-Al starts to crystallise.
Aluminium castings can enjoy grains as small as those of the wrought alloys, well below 200 μm, with an addition of 0·02 wt-B provided that their Ti content is controlled. That the potent substrates are made available just before the nucleation of α-Al crystals avoids fading effects and is a further advantage in recycling operations.
Footnotes
Acknowledgements
It is a pleasure to thank Mr O. Cakir for performing grain refining performance tests and Mr F. Alageyik for metallographic work. The present work was supported by TUBITAK.