
Abstract
The effect of Si content on the grain refinement of hypoeutectic Al–Si alloys was investigated. Alloying with Si refines the grain structure, which tends to be coarse and columnar in commercially pure aluminium. The smallest grain size occurs at ∼2 wt-Si, where the solidification interval of hypoeutectic Al–Si alloys is the largest. Grains become increasingly coarser with increasing Si starting from this point. The grains of Al–Si alloys with 500 ppm Ti are smaller than those cast without Ti regardless of the Si content of the alloy. The fivefold reduction in grain size in commercially pure aluminium upon Ti addition is gradually reduced with increasing Si. Finally, the grain refinement provided by Ti fails to meet the expectations once Ti starts to be removed from the melt via the formation of Ti–Si compounds above 5 wt-Si. The B addition relies on the formation of AlB2 particles to offer grain refinement. Analysis of the Al rich corner of the calculated Al–Si–B liquidus surface suggests that the primary AlB2 is formed at a Si concentration of ∼4 wt-. While a perfect grain refiner for hypoeutectic Al–Si alloys with at least 4 wt-Si, B fails to refine the grain structure when the Si content is less.
Introduction
A fine, equiaxed grain structure improves the homogeneity of the casting by refining the distribution of secondary phases and microporosity.1–3 Such features improve the toughness, yield strength, formability, surface finish and machinability of the cast part. 4 4,5 Additionally, a sound grain refining practice avoids hot tearing and allows a marked increase in casting speed.6
Grain refinement relies largely on potential heterogeneous nucleation sites. It is thus necessary to provide potent substrates in the melt that are readily activated at a low undercooling. The use of grain refining master alloys to provide such substrates has thus become a standard practice in aluminium foundries worldwide. Restriction of the growth of solid crystals thus nucleated is just as important and is controlled by the undercooling at the interface generated either thermally and/or constitutionally.7 Thermal undercooling provided by the casting process through rapid heat extraction is well established to decrease the grain size.8 The constitutional undercooling, on the other hand, relies on the melt chemistry at the interface and increases with increasing solute content as more solute has to be partitioned before the solid/liquid interface can advance. The increased thermal undercooling benefits both the growth and the nucleation, whereas the constitutional undercooling hinders the growth and facilitates nucleation.
Commercial grain refiners for aluminium alloys are predominantly from the Al–Ti–B ternary system.9–14 The Al–Ti–B alloys are very effective for wrought alloys but fail to perform as well in the case of aluminium foundry alloys, which contain substantial levels of Si to improve castability.15–17 Si tends to react with Ti to form Ti–Si binary phases, thereby degrading the grain refinement efficiency.18–25 The Al–B master alloys have been reported to possess better grain refining efficiency for the Al–Si alloys.13,17,18,26–29 Their superior performance is attributed to the dissolved Si in the foundry alloys since B alone fails to grain refine pure aluminium. 18 18,30
It is clear from the foregoing that both Ti and B interact with Si to impact the grain refining efficiency of commercial grain refiners in aluminium foundry alloys. The present paper aims to investigate the effect of Si content on the grain refinement of hypoeutectic Al–Si alloys. The Al–Ti and Al–B master alloys were used separately to isolate the interaction of Ti and B with Si in an effort to design more potent grain refiners.
Experimental
Aluminium ingot with a purity of 99·85 wt-Al and commercial purity silicon (99·7) were melted in an electric resistance furnace to produce a series of Al–Si alloys with 1–12 wt-Si. The binary Al–Si alloys thus obtained were remelted in an electrical resistance furnace and held at 720°C. Grain refinement tests were performed with Al–3B and Al–10Ti master alloys. A reference sample was taken from the melt in each test in order to identify the grain size before inoculation. The Al–3B and Al–10Ti alloys were then added to the melt so as to bring the B and Ti concentrations of 1 kg aluminium melt to 0·020 wt- (200 ppm) B and 0·050 wt- (500 ppm) Ti respectively. The melt was stirred with a graphite rod for 20 s right after master alloy addition. Samples were taken from the melt 2 min later and solidified in small copper moulds with a diameter of 25 mm and a height of 50 mm. Measures were taken to keep the temperature of the melt within 720±10°C during the entire process. The samples thus produced were sectioned 20 mm from the bottom surface. Standard metallographic procedures were employed to prepare these sections for grain size measurements. They were etched with Poulton's reagent and then examined under a light microscope. The same series of samples were also anodised in Barker's solution and 5 mL HBF4 (48) in 200 mL water and then examined with an optical microscope under polarised light. The grain sizes were measured by the lineal intercept method according to the ASTM standard E112-88.31
Differential scanning calorimetry (DSC) was employed to investigate the solidification features of Al–Si alloys with and without grain refiner additions. Disc samples (3 mm diameter) weighting ∼30 mg were cut and placed into alumina pans in an argon atmosphere using a Setaram Labysys differential scanning calorimeter unit. The samples were melted, and the temperature of the melt was equilibrated with a 30 min long isothermal step at 700°C. The melt samples thus obtained were then cooled at a rate of 2·5 K min−1 between 700 and 350°C. The heat flow versus temperature curves were recorded during cooling to identify the soldification intervals.
Results and discussion
Macro- and micrographs of the grain structures of Al–Si alloys with and without grain refiner additions are illustrated in Figs. 1 and 2 respectively. The first series of grain structures in Figs. 1a and 2a are from Al–Si alloys with different Si contents cast under identical conditions without the benefit of a grain refiner. The grain structure of commercially pure aluminium, with only 0·075 wt-Si, is coarse and predominantly columnar, as would be expected. A marked change in grain structure is noted when it is alloyed with 1 wt-Si, suggesting that the addition of Si improves the grain structure in a profound way. There appears to be only a slight improvement in grain size over that already obtained with the Al–1Si alloy when the Si content is raised to 2 wt-. Increasing the Si content further produces an opposite trend with the grain structure becoming gradually coarser. Nevertheless, Al–Si alloys with up to 5 wt-Si still possess relatively smaller grains with respect to commercially pure aluminium. The Al–Si alloys with higher Si (>5 wt-), on the other hand, exhibit very coarse grains across the entire section and occasional columnar grains near the sample edges.
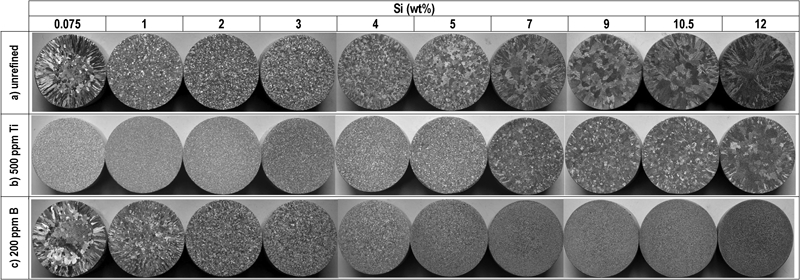
Grain structure macrographs of series of Al–Si alloys a before and 2 min after addition of b 500 ppm Ti and c 200 ppm B
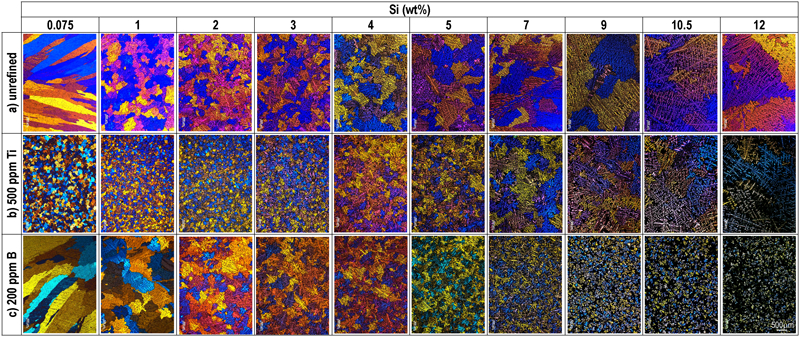
Grain structure micrographs of series of Al–Si alloys a before and 2 min after addition of b 500 ppm Ti and c 200 ppm B
It is concluded from the foregoing that Si provides a grain refining effect at low Si concentrations and that there is a transition at ∼2 wt-Si, which marks the onset of coarser grains with increasing Si (Fig. 3). A transition in grain size with increasing Si in Al–Si alloys has been reported by other investigators as well.8,32–36 The transition was observed to be at 3 wt-Si4–8 but moved to lower Si contents in grain refined alloys.8,32–34,36,37 Backerud and Johnsson34 linked this transition with a specific growth restriction factor, while Spittle et al.36 held the interaction of Si with Ti responsible. The evolution of grain size in the present set of Al–Si alloys correlates surprisingly well with the size of the solidification interval (Fig. 4). Grains become smaller with a growing solidification interval. The smallest grain size occurs close to the maximum solubility limit of Si, where the solidification interval of hypoeutectic Al–Si alloys is the largest. Grains are increasingly coarser once the solidification interval starts shrinking with increasing Si, implying an inverse relationship between the size of the grains and the solidification interval. It has been suggested earlier that the largest solidification interval, associated with the maximum solubility limit, will lead to optimum grain refining,32 claiming that a larger solidification interval allows the activation of a higher population of potent nuclei and thus facilitates smaller grains. The correlation between the solidification range and the grain refinement, however, is not likely to be connected to the higher population of potent nuclei, as suggested in Ref. 32, as nucleation occurs in the vicinity of the liquidus and not throughout the solidification range, but is probably linked with the growth restriction as the growth restriction coefficient is directly related to the solidification range.
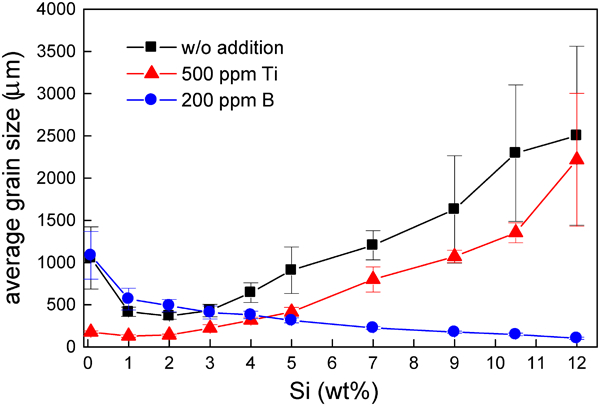
Average grain sizes of series of Al–Si alloys before and 2 min after addition of 500 ppm Ti and 200 ppm B
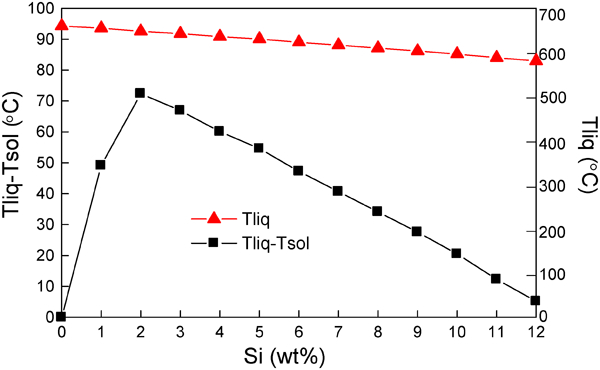
Change in liquidus point and solidification interval of Al–Si alloys as function of Si content
The set of macro- and micrographs in Figs. 1b and 2b show the cast grain structures of the same series of Al–Si alloys as in Figs. 1a and 2a, but this time, all inoculated with an Al–10Ti alloy at a Ti addition rate of 0·05 wt- (500 ppm). A comparison of samples cast with and without 500 ppm Ti shows in a convincing manner that the commercially pure aluminium is grain refined with 0·05 wt-Ti remarkably well. This is a very standard response of high purity commercial aluminium alloys (i.e. 1XXX) to Ti addition. The grains of the Ti inoculated Al–Si alloys are very small until 3 wt-Si but become coarser with increasing Si starting at 1wt-Si. This trend is very similar to that observed in Al–Si alloys cast without Ti inoculation and evidences, once again, a transition in the evolution of grain structure but at a lower Si content (Fig. 3), as reported in Refs. 8, 32–34, 36 and 37.
The grains of Al–Si alloys inoculated with 500 ppm Ti are smaller than those cast without Ti regardless of the Si content of the alloy (Fig. 3). This leaves no doubt that Ti refines the grain structure of all hypoeutectic Al–Si alloys. There appears to be some loss of grain refinement effect with increasing Si content as evidenced by the ever increasing grain size. It should be kept in mind, however, that the grains of Al–Si alloys without Ti (parent grain size) also coarsen with increasing Si. One would have to isolate the effect of Si on grain size to claim a loss of grain refining capacity of Ti in Al–Si alloys with increasing Si. Hence, the ratio of the grain sizes of the Al–Si alloys with and without Ti (dTi/d0) at each Si level is plotted as a function of Si content of the alloy to estimate the effect of Ti on the grain size of the entire range of hypoeutectic Al–Si alloys (Fig. 5). A dTi/d0 value of 1 implies no grain refinement, while values smaller than 0·5 are taken to imply acceptable (at least twofold) refinement. Needless to say, the smaller the ratio, the more effective the grain refinement. Figure 3 shows that the fivefold reduction in grain size observed in commercially pure aluminium upon 500 ppm Ti addition is gradually reduced with increasing Si, as inferred from an increasing dTi/d0 ratio. Finally, at 12 wt-Si, the inoculated grain size is almost comparable to that of the unrefined alloy with the dTi/d0 ratio approaching 1. The dTi/d0 ratio exceeds 0·5 at a Si content of ∼5 wt-, where Si starts to form Ti–Si compounds according to the Al–Si–Ti ternary phase diagram.38 The grain refinement is apparently impaired once Ti is removed from the melt via the formation of Ti–Si compounds.
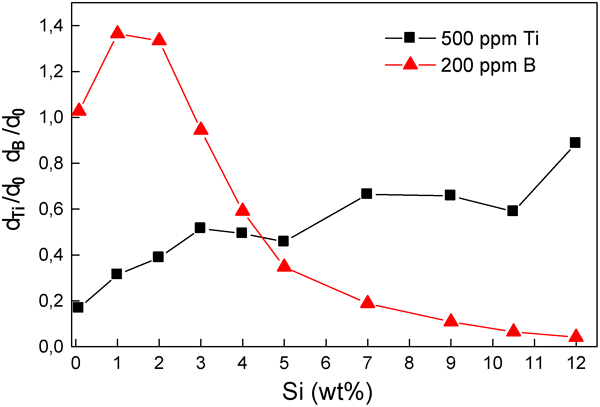
Change in ratio of grain sizes of Al–Si alloys with and without Ti and B as function of Si content
The cast grain structures of the same series of Al–Si alloys as in Figs. 1a and 2a but inoculated with an Al–3B alloy at a B addition rate of 0·02 wt- (200 ppm) are shown in Figs. 1c and 2c. This much B was recently shown to be the optimum B addition rate for Al–7Si, which is the basis of most popular aluminium foundry alloys. It is clear that the commercially pure aluminium is not at all grain refined by B addition, as inferred from nearly identical grain structures of the two grades with and without B addition. However, the grain size of the hypoeutectic Al–Si alloys with 200 ppm B decreases continuously with increasing Si (Fig. 3). Over a fivefold refinement and impressively small grains are obtained above 7 wt-Si with no evidence of a transition in grain size across the entire Si range (Fig. 5). This trend contrasts that observed in hypoeutectic Al–Si alloys cast with Ti addition (Fig. 1b) and cannot be credited entirely to B addition. A simple comparison of the grain structures of Al–Si alloys with and without B addition shows clearly that B addition hardly offers any grain refinement in Al–Si alloys with <3 wt-Si as inferred from nearly identical grain structures of Al–Si alloys with and without B addition in this Si range (compare the samples in Fig. 1a and c at <3 wt-Si). The refining capacity of B on the grain structure of Al–Si alloys becomes evident only above 4 wt-Si. The Al–Si alloys with 200 ppm B exhibit increasingly smaller grains with increasing Si in this composition range, contrasting the counterparts refined with 500 ppm Ti. It is thus fair to conclude that B is a grain refiner for hypoeutectic Al–Si alloys with at least 4 wt-Si but fails to refine the grain structure when the Si content is less.
The grain refinement in the Al–Si alloys with the addition of the Al–3B alloy occurs predominantly via the heterogeneous nucleation of α(Al) grains on AlB2 particles. The AlB2 is not a stable compound in molten aluminium at the present addition rate. Hence, the AlB2 particles introduced into molten aluminium via the addition of Al–B master alloys dissolve readily unlike the insoluble TiB2 particles of Al–Ti–B based grain refiners. One would have to consult with the ternary Al–Si–B phase diagram 28 39 28,39,40 for the interpretation of the experimental results obtained in the present work. Analysis of the Al rich corner of the calculated Al–Si–B liquidus surface28 suggests that the primary AlB2 is formed at a Si concentration of ∼4 wt-. The AlB2 particles thus formed provide the solid nuclei for those Al–Si alloys with ∼4 wt-Si. This is consistent with the metallographic analysis of grain structures in Fig. 1a and c, where the critical Si level for grain refinement with B addition is estimated to be at ∼4 wt-. Figure 1c shows increasingly smaller grains with increasing Si content above this level. Alloys with less Si, as well as commercially pure aluminium, however, cannot enjoy grain refinement by the AlB2 particles as they are yet not available when α-Al starts to crystallise.30 The direct contribution of Si in the grain refinement of the Al–Si alloys via growth restriction appears to be negligible as inferred from a comparison of cast structures of pure aluminium and Al–7Si samples without inoculation. This is not surprising since the growth restriction factor of Si is very small and much smaller than that of Ti.41
The solidification scans of several Al–Si alloys with and without B additions are illustrated in Fig. 6a. The solidification start temperatures estimated from the solidification scans of Al–Si alloys with up to 3 wt-Si, with and without 200 ppm B, are identical, suggesting that the addition of B into the melt had no impact on the solidification behaviour. This is consistent with the grain structures of these alloys, which are nearly identical with and without 200 ppm B. The situation is different, however, in the case of Al–4Si alloy. The onset of solidification is displaced at higher temperatures in the Al–4Si alloy upon the addition of 200 ppm B. Such a displacement is evident in all the Al–Si alloys with >4wt-Si, which are adequately grain refined with B addition. The displacement of the onset of solidification to higher temperatures implies that the undercooling required to kick off solidification is reduced, which in turn evidences effective heterogeneous nucleation. Hence, one can conclude that B addition has become effective, i.e. AlB2 particles have become potent, only at a Si content of 4 wt-, as claimed earlier in view of the grain structure analysis. In other words, the onset of solidification of Al–Si alloys is sufficiently below the eutectic reaction (1) temperature of 659·7°C only when the Si content is at least 4 wt-.
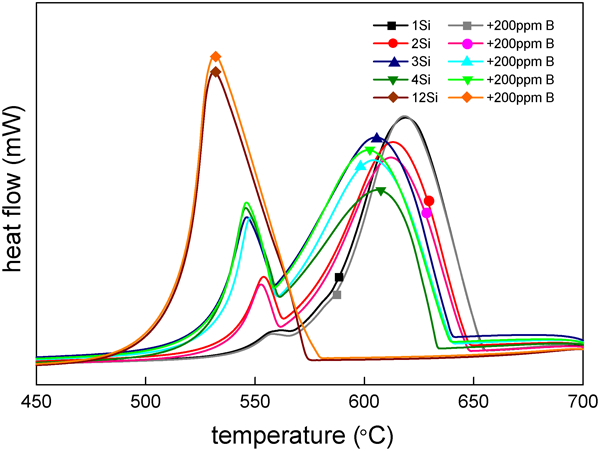
Solidification scans (DSC) of several Al–Si alloys before and after 200 ppm B addition
The solidification scans of several Al–Si alloys with and without Ti additions are illustrated in Fig. 7. The displacement of the onset of solidification, which is clearly identified in the Al–Si alloys with at least 4wt-Si upon B addition, is clearly missing in Al–Si alloys with Ti addition. This is true even for low Si aluminium alloys, where Ti addition has been shown to be very effective to reduce the grain size and is taken to suggest that the grain refinement mechanism Ti relies on is different from that of B. At a Ti addition rate of 0·05 wt-, the Al3Ti particles introduced into molten aluminium with the Al–Ti master alloy will dissolve. There are no solid nuclei to help α-Al with the nucleation process at this Ti level according to the Al–Ti phase diagram. Hence, any contribution of Ti in the grain refinement is believed to occur through growth restriction, not heterogeneous nucleation. This is essentially why a change in undercooling is not evident even when there is grain refinement with Ti. This contrasts the case of B, where the start of solidification is clearly moved to higher temperatures, implying that undercooling at nucleation is reduced when the grain refinement is evident.
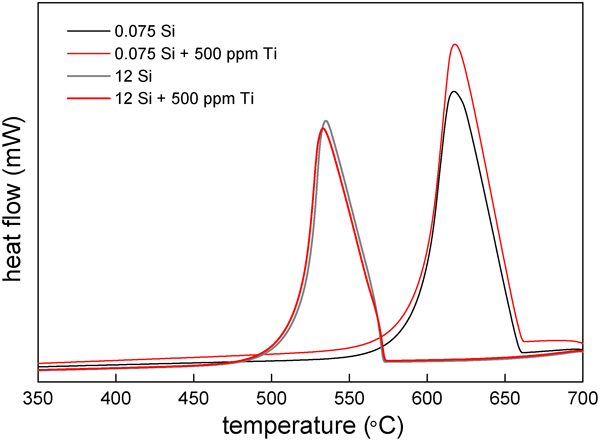
Solidification scans (DSC) of several Al–Si alloys before and after 500 ppm Ti addition
Conclusions
Alloying with Si refines the grain structure, which tends to be coarse and columnar in commercially pure aluminium. The smallest grain size occurs at ∼2 wt-Si, where the solidification interval of hypoeutectic Al–Si alloys is the largest. Grains become increasingly coarser with increasing Si from this point on. The grains of Al–Si alloys inoculated with 500 ppm Ti are smaller than those cast without Ti regardless of the Si content of the alloy. The fivefold reduction in grain size in the commercially pure aluminium upon Ti addition is gradually reduced with increasing Si. The refinement effect fails to meet the expectations above 5 wt-Si once Ti starts to be removed from the melt via the formation of Ti–Si compounds. The B addition relies on the formation of AlB2 particles to offer grain refinement. Analysis of the Al rich corner of the calculated Al–Si–B liquidus surface suggests that the primary AlB2 is formed at a Si concentration of ∼4 wt-. The AlB2 particles thus formed provide the solid nuclei for those Al–Si alloys with ∼4 wt-Si. While a perfect grain refiner for hypoeutectic Al–Si alloys with at least 4 wt-Si, B fails to refine the grain structure when the Si content is less.
Footnotes
Acknowledgements
It is a pleasure to thank Mr O. Cakir for performing grain refining performance tests and Mr F. Alageyik for the metallographic work. The present work was supported by TUBITAK.