
Abstract
Co–Pt–W alloy films were prepared by the electroplating method to replace costly sputtering on a copper substrate. Effects of different pH values and current densities on composition, microstructure and magnetic properties of films were investigated. With the rise in pH values, the amounts of tungsten and cobalt decrease simultaneously as a result of less tungstate oxides in higher OH– concentration solution. Almost all the deposited films were crystalline and formed fcc CoPt(111) and hcp CoPt(002). Co–Pt–W alloy films intend to change from fcc to hcp structure when the current density was >20 mA cm−2. It was found that hcp structures of Co–Pt–W alloy films possess high coercivity performance. Moreover, higher pH values induced lower saturation magnetisation while higher current densities could result in larger saturation magnetisation. Dissimilar surface morphology could be detected under different current densities. With increasing the current density, grains of films tend to agglomerate and grow perpendicularly to substrate. Bigger agglomerated particles and ‘hill-like’ structure could be observed when the current density was up to 30 mA cm−2.
Introduction
The rapid development of information society requires small and high performance magnetic thin films. Much more attentions have been paid to cobalt based magnetic thin films nowadays. Cobalt alloy films have been considered as significant and promising materials in modern society which could be utilised in various fields, such as electronics industry, aerospace technology, magnetic recording, etc.1–4 Especially, many researches have been focused on Co–Pt–W magnetic thin films due to its high coercivity, great magnetic anisotropy constant and optimum corrosion resistance performance. It has been found that Co–Pt–W films (containing more Co and Pt) show great magnetic performance which could be used in electronic devices while Co–Pt–W thin films (containing more W) posses optimal mechanical performance. 5 5,6 Many traditional approaches could be used to prepare Co–Pt–W alloy films, such as electrodeposition, electroless deposition, sputtering, etc. In recent years, in order to replace extremely costly sputtering, the electrodeposition method was used to prepare Co–Pt–W alloy thin films. Co–Pt–W films formed by sputtering usually possess fcc structures, high temperature vacuum annealing must be utilised in order to transform fcc to hcp structures which contribute directly to higher coercivity of Co–Pt–W alloy films.7 However, Co–Pt–W films synthesised by electrodeposition could achieve higher coercivity performance without high temperature vacuum annealing. The codeposition of W and Co could result in higher coercivity of Co–Pt–W thin films with less Pt. Currently, the theory and experiment of using electrodeposition to form multiple alloy magnetic thin films need to be improved and ameliorated. Especially, few studies on film growth and formation of high coercivity mechanism process have been reported. The present paper studied the effects of pH values and current densities on the composition, microstructure and magnetic properties of Co–Pt–W thin films during the electrodeposition process.
Experimental
A solution was developed for electrodeposition of Co–Pt–W alloy thin films on a copper substrate. Effects of pH values and various current densities on composition, microstructure and magnetic properties of the films were investigated. Table 1 shows the properties of the solution used to electrodeposite Co–Pt–W alloy films.
Composition and operating conditions of Co–Pt–W film electrodeposition solutions
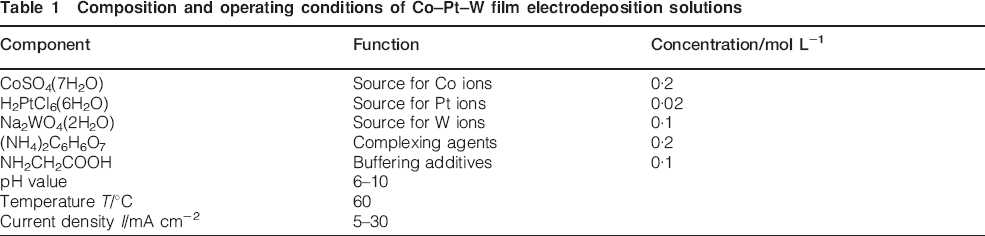
Based on Table 1, Pt (NH3)2(NO2)2 and CoSO4 (7H2O) were utilised as the source of Pt and Co ions respectively. Complexing agent (NH4)2C6H6O7 was chosen to form strong cobalt complexes. NH2CH2COOH served as a buffering additive to effectively and efficiently maintain stability of pH values. Working pH value was from 6 to 10 while the working temperature was kept up to 60°C. The current density ranged 5–30 mA cm−2 during the Co–Pt–W electrodeposition process. The solution was formed by adding proper amounts of chemicals into deionised water. In addition, 2×3 cm sheet copper was selected as a substrate for the Co–Pt–W electrodeposition process. The substrate was polished by a polish manchine (MP-1A) and dipped into alkaline solution (12 g L−1 NaOH, 60 g L−1 Na2CO3 and 60 g L−1 Na3PO4) to get rid of oils. H2SO4 (10) solution was utilised to wipe off oxides. At last, the copper was immerged into 100 mL electrolyte to perform electrodeposition reaction for ∼30 min. After the deposition, Co–Pt–W film was washed with a jet of deionised water and dried by a blower. Microstructural analysis of the electrodeposited Co–Pt–W films was carried out using an X-ray diffractometer (X'Pert Philips PW1830), which used a Cu Kα radiation as an incident beam and worked at 40 kV and 150 mA. The composition of the films was analysed by energy dispersive spectrum (EDX 1800B). Scanning electron microscopy (Hitachi S-4700) was used to observe surface morphology of films. Magnetic properties were tested by a vibration sample magnetometer (Lakeshore VSM7407).
Results and discussion
Effects of different pH values on film's composition, microstructure and magnetic properties
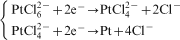
The pH value of the bath could not only directly affect precipitation and balance movement direction of dissolution, but also influence discharge potential of hydrogen and complexes of deposition metals. Hence, pH value is very crucial during Co–Pt–W electrodeposition process. Chemical reactions during Co–Pt–W electrodeposition process could be divided into two parts: Co–W codeposition and Pt deposition. Detailed reaction equations were shown below8


In order to investigate the effects of pH values on the composition of Co–Pt–W alloy films during the electrodeposition process, Fig. 1 shows the relationship between pH values and the component of Co–Pt–W alloy films. From Fig. 1, it can be seen that Pt contents in the film increase from about 5 to 23 with increasing pH values. When the pH increases from 6·0 to 10·0, the amounts of tungsten and cobalt decrease simultaneously. Co and W decrease to 62 and 5 respectively when pH value gets to 10. From equation (1), it is very conspicuous that higher concentration of OH− could hinder tungstate ion changing into tungstate oxide which is essential for Co–W codeposition. The decrease in amounts of tungstate oxide could slow reaction process of Co–W codeposition which results in the decrease in Co and W contents in the alloys films.
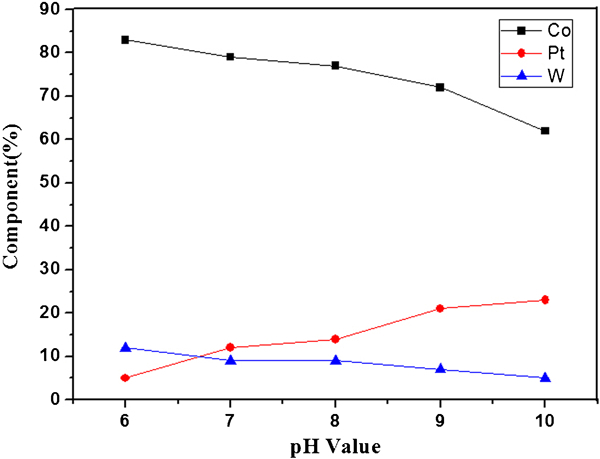
Effects of pH values on component of Co–Pt–W alloy films: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively; T = 60°C, I = 15 mA cm−2
X-ray diffraction patterns of electrodeposited Co–Pt–W films from different pH values are demonstrated in Fig. 2. From the spectra, three peaks of copper substrate could be observed at 2θ = 43·5°, 2θ = 50° and 2θ = 74° which correspond to preferred orientation of Cu(111), Cu(200) and Cu(220) respectively. Moreover, fcc CoPt(111) and hcp Co(002) peaks can be observed at 2θ = 41·5° and 2θ = 44·5°. With the rise in pH values, the intensity of Co(200) peak maintains stable while the intensity of CoPt(111) increases gradually which may due to the increase of Pt contents in Co–Pt–W alloys films. The average grain sizes of the crystalline films can be approximately calculated from 250 to 100 nm based on the Debye–Scherrer equation.
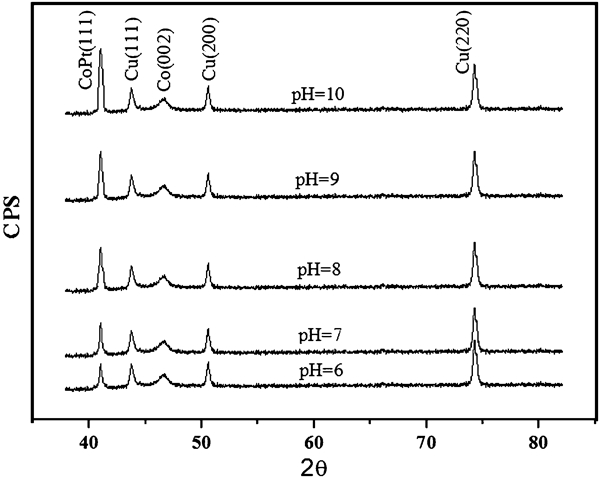
X-ray diffraction spectra of Co–Pt–W thin films electrodeposited from baths of different pH values: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively; T = 60°C, I = 15 mA cm−2
Scanning electron microscopy was used to observe surface morphology of films. Figure 3 displays SEM images of Co–Pt–W films electrodeposited from different pH values. It is obvious that the surface of the film electrodeposited from electrolytes of pH 6·0 is covered with typical nodular structures and lots of pores. The fact can be explained by that low pH values can accelerate the hydrogen evolution and a great deal of hydrogen can appear at the surface of the deposited film. When the hydrogen releases from the electrode surface, it is inevitable to form pores at the surface of the film. With increasing pH values, the number of pores decreases and the surface of films are densely covered with nodular structures of smaller particle size. However, it is clear that plenty of cracks would appear when pH = 10. Consequently, it was found that high pH values could form smooth and typical smaller nodular structures surface morphology. Nevertheless, cracks and rough surface films would be formed during the electrodeposition process if the pH value goes too high. Cracks and rough surface could reduce the cohesion of alloy films which make the coating easily be peeled off.
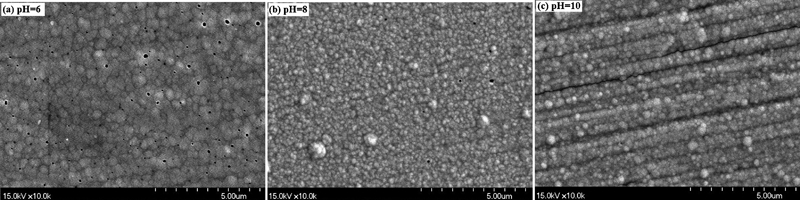
Images (SEM) of Co–Pt–W thin films electrodeposited from baths of different pH values: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively; T = 60°C, I = 15 mA cm−2
The films electrodeposited from baths of various pH values show different magnetic properties. Figure 4 shows the saturation magnetisation and coercivity of films electrodeposited from baths of different pH values. According to Fig. 4, it can be seen that higher pH values result in lower saturation magnetisation and higher coercivity of Co–Pt–W thin films. When pH values range from 6 to 10, the saturation magnetisation decreases from 97 to 61 emu g−1. However, the coercivity increases from 1477 to 2987 Oe. It is because that higher pH values lead to lower cobalt contents in Co–Pt–W films during the electrodeposition process, which contributes directly to the decline on saturation magnetisation.10 Moreover, higher pH values could promote Co hydroxides and basic salts precipitation in the grain boundaries, thereby increasing the coercivity of Co–Pt–W alloy films during the electrodeposition process.
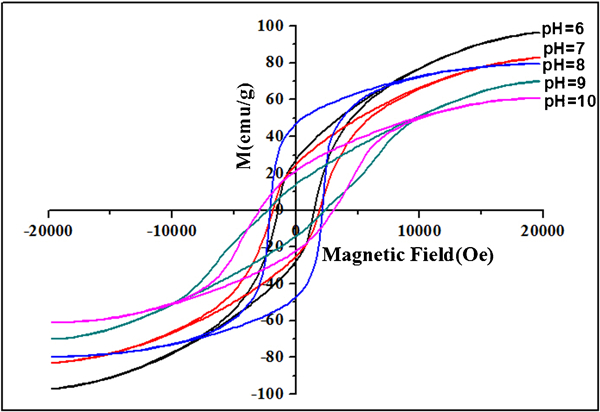
Magnetic hysteresis loop of Co–Pt–W alloys electrodeposited from baths of different pH values: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively; T = 60°C, I = 15 mA cm−2
Effects of different current densities on film's composition, microstructure and magnetic properties
In order to get a good coating, any electrodeposition baths have a certain current range. In other words, any kind of electrodeposition baths has a certain ‘operating window’. Optimal current density of electrodeposition depends on composition, concentration and other aspects of electrolytes.11
Figure 5 shows the relationship between current densities and deposition speed during the Co–Pt–W electrodeposition process. It is very clear that the deposition speed and thickness increase gradually with increasing the current density. With increasing the current density from 5 to 30 mA cm−2, the deposition speeds range from 12 to 43 g h−1 m−2 while the thickness of films increases from 68 to 358 nm. According to Faraday's laws, larger current density could result in the rise in the mass of the substance liberated at an electrode, which contribute directly to the increase in deposition speed and film thickness.
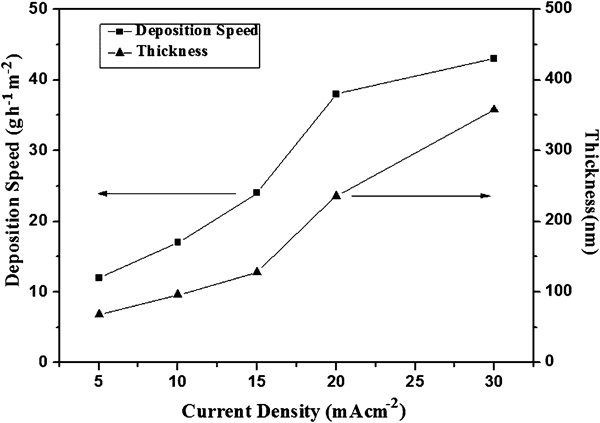
Effects of current densities on deposition speed during Co–Pt–W electrodeposition: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively; T = 60°C, pH = 8
Different masses of Co–Pt–W films obtained under various current densities contain dissimilar metal composition. The effects of current densities on film composition are illustrated in Fig. 6. Based on Fig. 6, it is found that the rise in current density could result in the increase in Co and W contents. Otherwise, the contents of Pt decrease gradually with increasing current densities. During the codeposition process controlled by cathode potential, cathode potential will be more negative with increasing current densities, which makes it more conducive to active metals precipitation. When the codeposition process was controlled by diffusion, because less active metal deposition rate is closer to the maximum current limit, relative changes of current densities would have less influence on less active metal deposition rate, but have significant effects on active metal deposition rate. Therefore, with the rise in current densities, deposition speeds of active metals increase which induces the increase in Co contents in the Co–Pt–W alloy films.
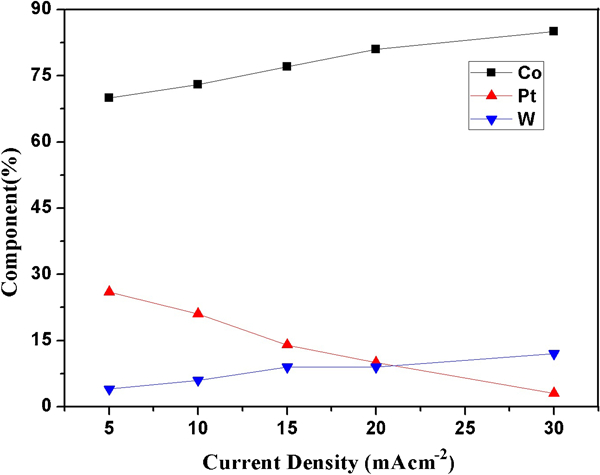
Effects of current densities on film composition during Co–Pt–W electrodeposition: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively; T = 60°C, pH = 8
In order to study the structure of different Co–Pt–W alloy films prepared under various current densities, Fig. 7 shows the XRD pattern of electrodeposited Co–Pt–W films from different current densities. From the spectra, three peaks of copper substrate could be observed at 2θ = 43·5°, 2θ = 50° and 2θ = 74° which correspond to preferred orientation of Cu(111), Cu(200) and Cu(220) respectively. Moreover, fcc CoPt(111) and hcp Co(002) peaks can be observed at 2θ = 41·5° and 2θ = 44·5°. With the rise in current density, the intensity of Co(200) peak maintains stable while the intensity of CoPt(111) decreases gradually which may due to the decline of Pt contents in Co–Pt–W alloys films. It was very obvious that hcp CoPt(002) peak appeared when the current density was up to 20 mA cm−2. The structure of Co–Pt–W alloy films intended to change from fcc to hcp when the current density was >20 mA cm−2 which was consistent with the conclusion drawn by Iulica Zana.12 It was found that hcp structures of Co–Pt–W alloy films possess high coercivity performance.
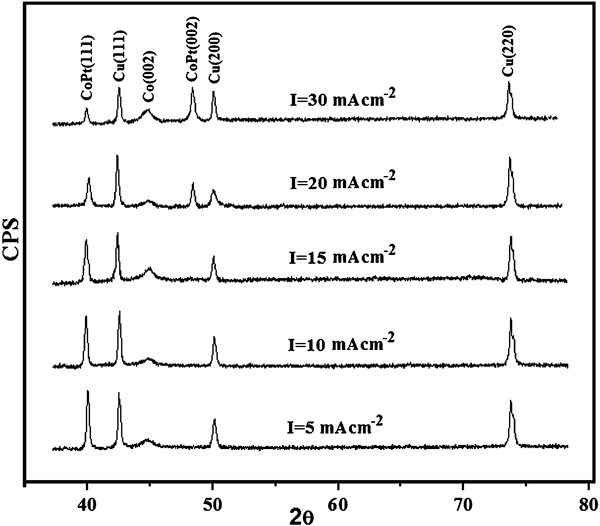
X-ray diffraction patterns of Co–Pt–W alloy films formed under different current densities: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively; T = 60°C, pH = 8
Figure 8 shows AFM images of Co–Pt–W films deposited under different current densities. From the AFM images, when intruding different current densities, extremely dissimilar AFM images could be detected. When 5 mA cm−2 current density was applied during the elctrodeposition process, Co–Pt–W thin films showed typical spherical nodular structures. With increasing the current density, grains of films tended to agglomerate and grow perpendicularly to substrate. Especially, hill-like structure started to appear when 20 mA cm−2 current density was introduced. Finally, bigger agglomerated particles and ‘hill-like’ structure could be observed when the current density was up to 30 mA cm−2. It is known that shape anisotropy constant could affect materials’ coercivity. Hill-like structures would affect the shape anisotropy constant, thereby increasing the coercivity of Co–Pt–W alloy films.
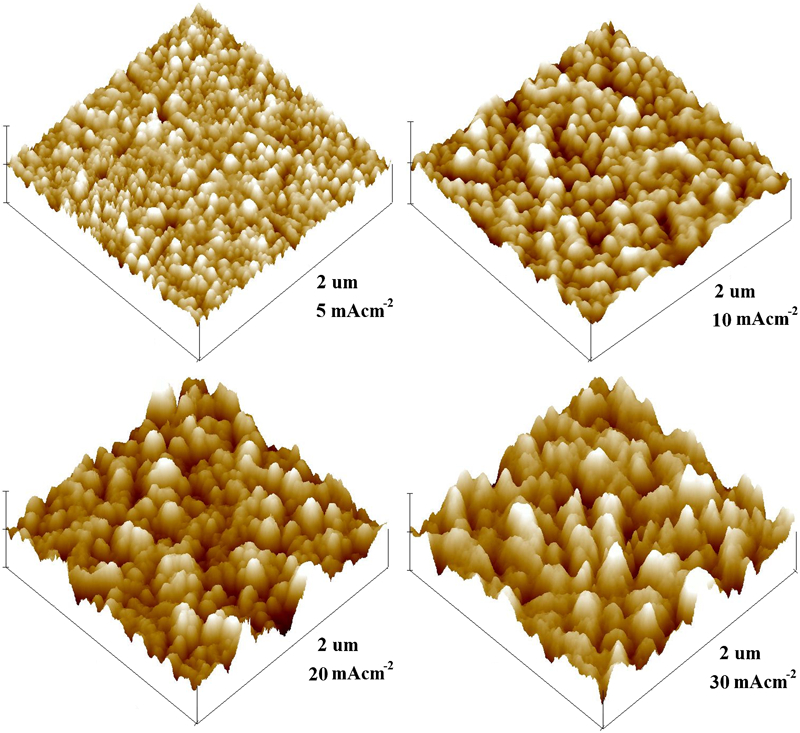
Images (AFM) of Co–Pt–W films deposited under different current densities: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively: T = 60°C, pH = 8
Different structures and surface morphology could be detected during electrodeposited Co–Pt–W alloy films under various current densities. For the sake of investigating the relationship among magnetic performance, structures and surface morphology, Fig. 9 shows magnetic hysteresis loop of Co–Pt–W deposited under different current densities. According to Fig. 9, it seems that higher current density could result in larger saturation magnetisation. When the current density ranges from 5 to 30 mA cm−2, the saturation magnetisation increases from 54 to 110 emu g−1. In addition, the largest coercivity could be achieved when current density equals to 30 mA cm−2. Higher current density increases the deposition speed which leads to a higher cobalt content in Co–Pt–W films. Cobalt is an element with excellent ferromagnetic property, which could influence the magnetisation property. A large content of cobalt in films could result in high magnetisation films. The rise in coercivity of films with increasing current densities should be attributed to different structures and surface morphology of Co–Pt–W films. On the one hand, the structures of Co–Pt–W changed from fcc to hcp with increasing current densities. It was found that hcp structures of Co–Pt–W alloy films possessed high coercivity performance. On the other hand, hill-like structure started to appear with the rise in current density from 5 to 30 mA cm−2, which could affect the shape anisotropy constant, thereby increasing the coercivity of Co–Pt–W alloy films.
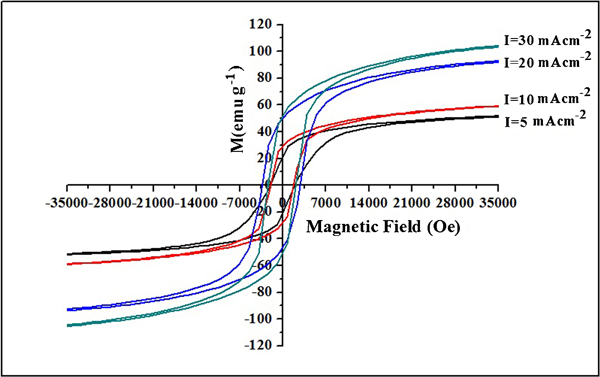
Magnetic hysteresis loop of Co–Pt–W alloys deposited with different current densities: concentrations of CoSO4(7H2O), H2PtCl6(6H2O), Na2WO4(2H2O), (NH4)2C6H6O7 and NH2CH2COOH are 0·2, 0·02, 0·1, 0·2 and 0·1 mol L−1 respectively; T = 60°C, pH = 8
Conclusions
When the pH value increases from 6·0 to 10·0, the amounts of tungsten and cobalt decrease simultaneously. Almost all the deposited films were crystalline and formed fcc CoPt(111) and hcp CoPt(002). With the rise in pH values, the intensity of Co(200) peak maintains stable while the intensity of CoPt(111) increases gradually which may due to the increase of Pt contents in Co–Pt–W alloys films. Too high a pH value could induce cracks and rough surface films during the electrodeposition process.
Co–Pt–W alloy films intended to change from fcc to hcp structure when the current density was >20 mA cm−2. It was found that hcp structures of Co–Pt–W alloy films possessed high coercivity performance. Moreover, higher pH values induced lower saturation magnetisation while higher current densities could result in larger saturation magnetisation. Dissimilar surface morphology could be detected under different current densities. With increasing the current density, grains of films tended to agglomerate and grew perpendicularly to substrate. Bigger agglomerated particles and ‘hill-like’ structure could be observed when the current density was up to 30 mA cm−2.
Footnotes
Acknowledgements
This work is supported financially by the Natural Science Foundation of Zhe Jiang Province (grant no. Y4110290) and National Natural Science Foundation of China (grant no. 20971116)