
Abstract
Nickel base Colmonoy 6 alloy finds application in hardfacing of various components made of austenitic stainless steel used in fast reactors. Gas tungsten arc deposited Colmonoy suffers from significant loss in hardness and wear properties due to dilution from the substrate. Magnetic property of the deposit is also influenced by dilution, and variation in magnetic parameters with dilution can be employed for non-destructive assessment of hardness in the hardfaced coating of the finished components. During hardfacing deposition, cooling rate may vary with deposition technique and process parameters. Development of a procedure for measurement of hardness of hardface deposit, irrespective of cooling rate, can prove to be useful for practical application. In the present study, the effect of cooling rate on microstructure, hardness and magnetic parameters of the Ni–Cr–B–Si hardface deposits is evaluated, and for coating cooled at different cooling rates, good prediction of hardness from its magnetic property could be obtained.
Introduction
Nickel base Colmonoy (AWS ER NiCr) alloys, offering excellent resistance to wear, corrosion and high temperature properties,1 are the preferred choice for hardfacing of austenitic stainless steel (SS) components used in flowing liquid sodium environment at temperatures up to 823 K in fast reactors. However, the hardface alloy deposited by gas tungsten arc welding (GTAW) process suffers from significant dilution by the austenitic SS, which significantly affects microstructure, hardness and wear resistance of the deposit. 2 2,3
In a multilayer GTAW deposit, dilution in the first layer, deposited on the base metal, is the highest and decreases progressively in the subsequent layers. Hence, substantial alteration in microstructure across the cross-section of the deposit is expected, leading to variation in hardness and wear resistance across the deposit.
Apart from dilution, cooling rate is another important parameter to influence the microstructure of the deposit. For a finite thickness component, during hardface deposition, cooling rate varies with welding procedure, weld parameters and pre- or post-heating conditions. Further, cooling rate is likely to vary with thickness of the component. Hence, it is necessary to identify the effects of cooling rate on microstructure, hardness and, hence, wear resistance performance of the hardface deposits. Although studies on different hardfacing deposits have been targeted particularly by researchers from India in recent years with reference to the fast breeder reactor programme, prediction of hardness in hardface coating by a non-destructive method has not been attempted so far.4–8
Both Colmonoy alloys and austenitic SS are non-magnetic. However, hardface deposit of Colmonoy 6 diluted by austenitic SS is ferromagnetic, and magnetism in the deposit increases with increase in dilution from the austenite substrate. Microstructure and hardness of the Colmonoy deposits could be successfully correlated with different dilution levels,9 and magnetism observed in the deposits could be utilised for non-destructive estimation of dilution and hardness of the deposit. 10 10,11 However, as there could be wide variations in the heat input, preheat temperature employed and size of the components, the cooling rate experienced by the deposit during hardfacing can vary significantly. Hence, the effect of cooling rate on microstructure, hardness and magnetic property also should be assessed before recommending the measurement of magnetic property for estimation of hardness of the deposit and using the same as non-destructive quality control technique for estimating the hardness of hardfaced coating made on components that are subjected to final machining.
In the present investigation, multilayer GTAW hardface deposits are produced on austenitic SS plate and are cooled under identical slow cooling conditions. In order to obtain deposits experiencing different cooling conditions at similar dilution level, one set of sample is produced by remelting surface layer of the hardface deposit by GTAW process at minimum current level and allowing remelted surface to cool in air down to room temperature. Hardface and remelted deposits having different levels of dilution were characterised using optical, SEM and EDAX. Measurements of the magnetic properties of the hardface and remelted deposits were performed by Feritscope and Magne-Gage techniques. The paper presents results of these investigations and discusses the possibility of using magnetic measurement to estimate the hardness of the coating on finished components with reasonable accuracy.
Experimental
Hardfacing alloy deposition
Ni base hardfacing alloy Colmonoy 6 rod of diameter 4 mm was deposited on 316LN SS (Table 1) plate of size 210×150×30 mm using the GTAW process with 15 V arc voltage and current of 105 A. The base plate was preheated to 673 K, and after the hardfacing alloy deposition, the deposit was cooled in vermiculite powder to ensure slow cooling and avoid risk of cracking. Separate deposits of Colmonoy 6 (of size 60×15 mm), with number of layers varying from 1 to 3, were produced in three different 316LN SS base plates, with the second layer deposited over the first layer and third layer over the second layer. For these multilayer deposits, the interpass temperature was maintained at 673 K so as to ensure identical cooling conditions.
Nominal chemical compositions of 316LN SS and Colmonoy 6/wt-

To study the effect of cooling rate on microstructure, one set of sample was produced by remelting the surface layer of the hardface deposit by GTAW process at minimum current level (50 A, 15 V) and allowing it to air cool to room temperature. No pre- or post-heating was applied during remelting of the deposits.
To determine cooling rate of hardface deposits, tungsten–rhenium thermocouple was plunged on the molten alloy during hardface deposition. Thermoelectric voltage (in millivolts) versus time data was acquired using data acquisition system (Agilent BenchLink, 34970A) at a rate of one data for every 40 ms. The acquired voltage was converted to temperature to estimate the cooling time required for the deposited metal to complete the solidification. The solidification temperature range for the alloy available from the manufacturer is used to estimate the time taken by the deposit to complete the solidification both during hardfacing and the subsequent remelting. Throughout this paper, the original deposits made with preheating and controlled cooling is referred to as hardface deposits and the others as remelted deposits. Both for hardface and remelted deposits, all further experiments, such as magnetic measurements, microstructural and hardness examinations, and EDAX studies were conducted on the top surface of the layer so as to avoid the mixed zone of two layers during the investigation.
Estimation of magnetic properties of deposits
Magnetic measurements on different hardface and remelted deposits were carried out using a Feritscope (Fischerscope: MP3C:1211:602-239) and Magne-Gage (Magne-Gage tester: 5-660-399108).
Microstructural characterisation of deposits
Specimens of undiluted Colmonoy 6 and different hardfaced and remelted deposits were examined under optical and electron microscope. The blocky precipitates, identified as borides, were observed in the unetched condition, while both the blocky and needle-like (carbide) precipitates were observed after etching with Murakami reagent. Hence, the area fractions of boride, carbide and total precipitates were estimated by image analysis; the detailed description of the procedure is given elsewhere.9–11
The EDAX analysis for matrix and precipitates in different layers was also carried out for hardface and remelted deposits. Assuming that most of the carbon and boron in the alloy are in the precipitates and that the matrix is free of these elements, approximate composition of the matrix for each layer was estimated from the EDAX analysis. Hardness measurements were carried out using Vickers hardness tester at 10 kg load.
Results and discussion
Microstructural characterisation of deposits
Cooling curves for the hardfacing and the remelting condition from the plunging of thermocouple to the molten weld metal till the complete solidification of the hardfacing alloy is shown in Fig. 1. It is clear that the cooling rate of remelted deposit is considerably faster than the corresponding hardface deposit. Considering liquidus temperature range of undiluted Colmonoy 6 as 1223–1313 K,12 the time taken for the first layer of hardfaced deposit to complete the solidification was estimated to be ∼6·4 s, while the corresponding time during remelting was only ∼1 s. Similar difference in solidification time between hardface and remelted deposit was also observed for second and third layers. Hence, there is a significant difference in the solidification rate of the hardface deposit and the remelted deposit, which is bound to influence the microstructure and hardness of the deposit.
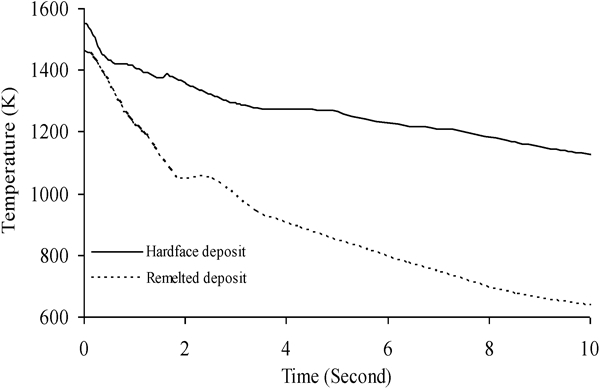
Cooling curves for first layer of hardface and remelted deposit
Optical and SEM microstructures of undiluted Colmonoy 6 and different layers of hardface deposits before and after etching with Murakami reagent (Figs. 2–4) show only blocky type of precipitate, identified as borides, 13 13,14 in unetched condition, and both boride and needle-like carbide precipitates 13 13,14 in the etched condition. As can be seen from Fig. 2, the size, morphology and distribution of boride precipitates vary widely in the first, second and third layer of hardface deposits, whereas less variation can be observed in carbide morphology and size among different layers. The precipitate distribution as quantified by image analysis of the micrographs is listed in Table 2. It can be observed from Fig. 2 and Table 2 that in the first hardface layer with maximum dilution from the base metal, both the size and area fraction of the boride are small. In the second and third hardface layers, there is successive increase in size and area fraction of the boride precipitates. Average boride size in first hardface layer is 0·16 μm, which has increased to 1·9 and 2·9 μm in second and third hardface layers respectively. However, variation in carbide size with decreasing dilution from the first to third hardface layer is less significant. The variation in precipitation among different layers of deposit is compared by calculating the percentage change in precipitation content from one specific deposit to another from the original image analysis data. It can be noted that the area fraction of boride precipitates has increased to ∼17, with decreasing dilution from the first to third layer, whereas the corresponding increase in the area fraction of carbide precipitates is only ∼4·5. Since all these hardface deposits have experienced identical cooling conditions, it can be assumed that the change in both area fraction and precipitation size of borides is due to decrease in degree of dilution from the base metal.
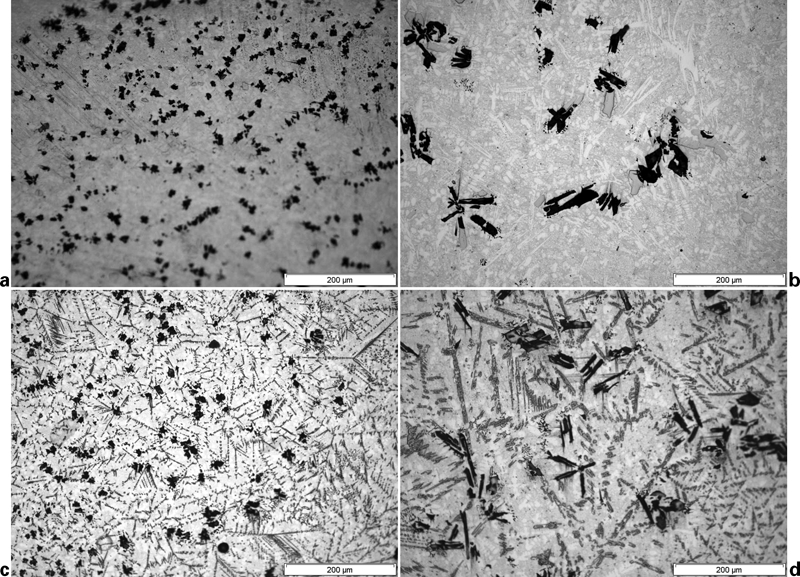
Optical images of Colmonoy 6 hardface deposits of first layer, third layer in a, b unetched condition and c, d etched condition
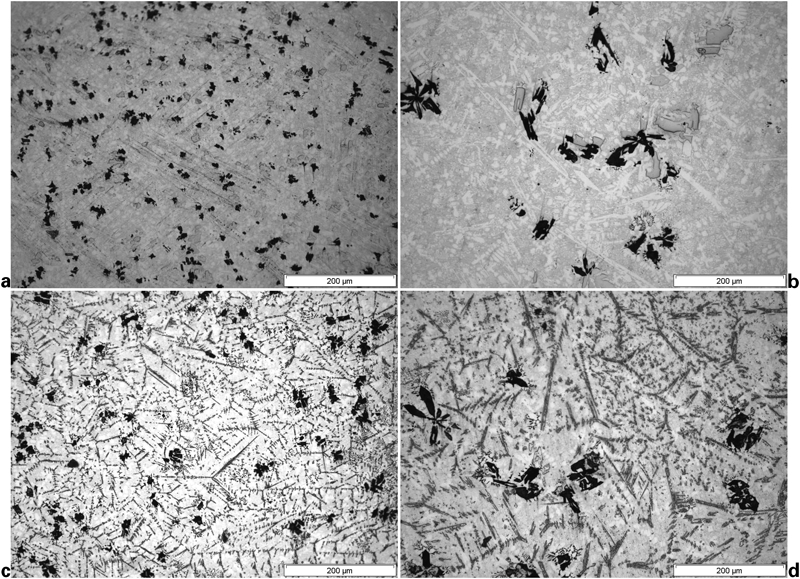
Optical images of Colmonoy 6 remelted deposits of first layer, third layer in a, b unetched condition and c, d etched condition
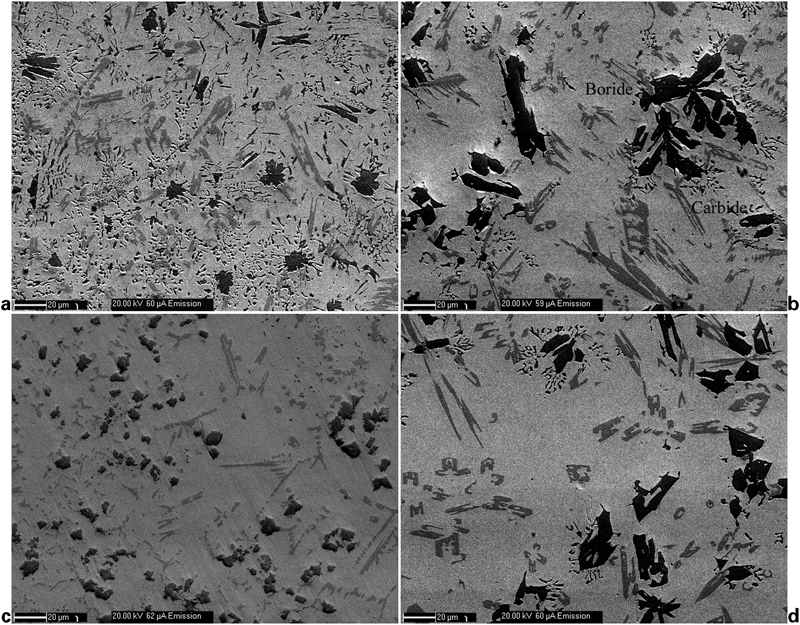
Images (SEM) of Colmonoy 6 hardface deposits of a first layer, b third layer and remelted deposits of c first layer and d third layer
Variations in precipitation in different layers of deposit

The microstructure of the remelted deposits (Figs. 3 and 4) also indicates variation in boride size and distribution with dilution from first to third remelted layers, whereas carbide precipitates appear to be less affected by dilution. From the first to the third layer, the observed change in the area fraction of the borides is ∼18, and for carbides, it is only ∼8.
For a given layer, both boride and carbide contents are less in remelted deposits than in the hardface deposits (Table 2). However, the difference between the area fraction of boride in hardface and remelted deposits is only marginal (∼8 for the first and second layers, and ∼3 for the third layer). In contrast, the difference is appreciable with respect to carbide content in the deposit (∼27 for the first and second layers and ∼22 for the third layer). This result supports our earlier observations that cooling rate has significant influence on carbide content in Colmonoy deposits, whereas boride precipitates are almost unaffected by cooling rate.9–11 In the remelted deposits also, boride size increased gradually from first to third layer. The average boride precipitate size for first, second and third remelted layers are 0·18, 1·8 and 2·9 μm respectively. It appears that boride content in the deposit is influenced significantly by alloy composition, while carbide content in the deposit is influenced by the solidification rate, which in turn is related to cooling rate.
The effect of type, volume fraction, distribution and morphology of the precipitates is clearly reflected in hardnesses of the different deposits. In hardface and remelted deposits, an increase in the total precipitate content has resulted in an increase in hardness from first to third layer. Hardness of the remelted deposit is always lower than that of the corresponding hardface deposit (Table 3), and this can be attributed to lower precipitate content in the remelted deposit than in the hardface deposit. It is also important to note that the effect of cooling rate on hardness of the deposit decreases with decrease in dilution. In the third layer deposit, which has minimum dilution, the difference in hardness of the hardface and remelted surface is the lowest. The maximum difference in hardness between the hardface and the remelted deposit is observed in the first layer, with this difference being <7. As the cooling rates recorded for the hardface deposit and remelted deposit vary significantly, it can be reasonably assumed that there is a definite effect of cooling rate on the hardness of the deposit, but this effect is not very significant and it reduces with decrease in dilution of the deposit.
Variations in Feritscope, Magne-Gage reading and hardness for different layers of deposit

Estimation of hardness from magnetic properties of deposits
Although the substrate material 316LN SS and deposit alloy Colmonoy 6 are non-magnetic, the deposit of Colmonoy 6 on 316LN SS is ferromagnetic, and magnetism of the deposit is a function of dilution of the deposit by the substrate. Accordingly, magnetism as measured using Feritscope and Magne-Gage is maximum in the first layer and minimum for the third layer. Results (Table 3) indicate that magnetic property observed in the deposit is caused by an increase in the Fe content of the deposit. In certain composition range, Fe–Ni alloys (Invar) are magnetic. For transition metals, ferromagnetism originates from the d orbitals containing unpaired electrons, and the value of atomic magnetic moment is strongly influenced by interatomic distance.15–17 Increase in Fe atoms in the Ni lattice alters the interatomic distance in the lattice, making the alloy magnetic.
It had already been shown that for Colmonoy 6 hardface deposit diluted by 316LN SS, the magnetic property estimated from Feritscope and Magne-Gage readings is a function of dilution, as estimated by Ni and Fe content of the matrix.10 The matrix composition of undiluted Colmonoy 6 deposit as well as that of the various hardface and remelted deposits has been estimated from the EDAX analysis and the results are given in Table 4. The decreasing trend in both Feritscope and Magne-Gage readings from first to third hardface as well as remelted deposit layers is due to decrease in the dilution of the deposit by the substrate, as reflected in the increasing Ni and decreasing Fe content of the matrix (Table 4).
Variation in matrix composition estimated from EDAX analysis for different layers of deposit
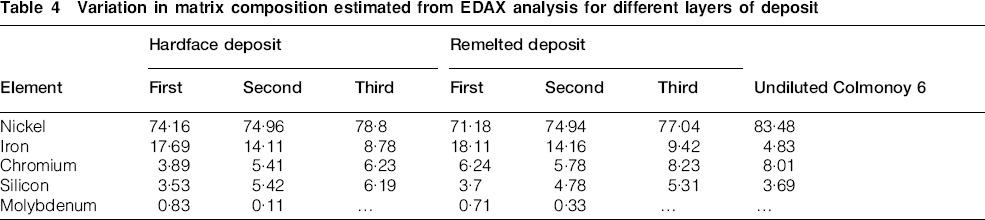
The remelted deposits have shown lower Feritscope and Magne-Gage readings than the corresponding hardface deposits. This could be due to minor variation in the matrix composition of the remelted and the corresponding hardface deposits (Table 4). With similar level of dilution, no variation in matrix composition is expected between a hardface and the corresponding remelted layer. However, variation in amount and morphology of precipitates in remelted deposits from that of the corresponding hardface deposit could have led to variation in matrix composition. Magnetic properties being a function of matrix composition have also been influenced accordingly. 9 9,11
In order to develop a non-destructive technique to evaluate hardness of hardface deposits from magnetic measurements, hardness values of hardface and remelted deposits are plotted against their Feritscope and Magne-Gage readings. Figure 5 indicates similar trend for hardface and remelted deposits. Mathematical fitting of the curves show reasonably good correlation of hardness values against Feritscope and Magne-Gage readings (correlation coefficient: 0·940319 and 0·942178 respectively) for hardface and remelted deposits. Further, at low dilution levels, effect of cooling rate is insignificant. For a coating cooled at a given cooling rate, good prediction of hardness from its magnetic property can be obtained, but prediction of hardness without considering the effect of cooling rate for two deposits of the same alloy, cooled at vastly differing cooling rates, is less accurate. However, hardness requirement for hardfaced coating made on finished components is specified either with a minimum value or for a range and accuracy of hardness prediction without considering the effect of cooling is adequate enough to meet this requirement of hardness for as quality control tool. For example, the predicted hardness for first and third layer of hardface deposit is 494 and 659 HV respectively as compared to their measured hardness, i.e. 505 and 665 HV, which is approximately within 10 HV error bar. Thus, the results from this study demonstrate the possibility of using a suitable non-destructive tool like Feritscope as a quality control tool to ensure adequate hardness for the coating.
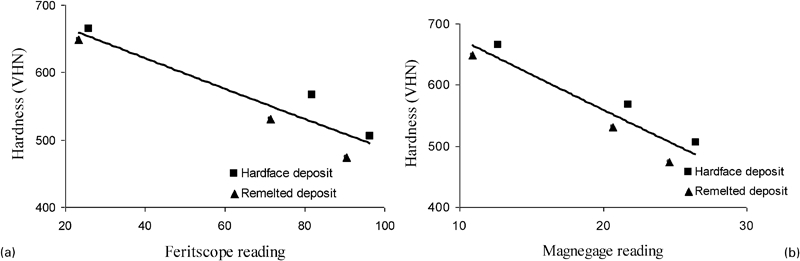
Variation in hardness with a Feritscope and b Magne-Gage readings for various deposits
It is to be noted here that the proposition of a non-destructive technique for assessment of hardness of hardface deposit should be based on statistical analysis considering a number of samples; however, from practical point of view, the number of hardface layers over austenitic steel substrate is restricted to 3 for fast breeder reactor application and there is also stringent limitation on selection of welding parameters to obtain crack free nickel base hardface deposits by GTAW application. Hence, with a limited set of samples, all experimental processes such as estimation of volume fraction of precipitates, quantification of the matrix composition by EDAX analysis and hardness measurements were carried out at large number of regions in each sample in order to achieve precision and reproducibility of the prediction technique.
The practical significance of the present research work is that hardfaced components are machined subsequently to achieve the required dimensional tolerance as, quite often, hardfacing operation causes distortion of the components. During this machining operation, some of the deposit also gets removed, and this removal, due to distortion produced during hardfacing, need not be uniform. Hence, after machining, the deposit thickness remaining may correspond to a heavily diluted layer. Thus, to ensure wear properties of the diluted deposit, a non-destructive method is essential to ascertain the recommended minimum hardness level of the hardface deposit. Use of a non-destructive tool like Feritscope can adequately serve the purpose.
Conclusions
From the present investigation, the following conclusions can be arrived at.
Dilution of the Colmonoy 6 hardface deposit by 316LN significantly alters the microstructure, hardness and magnetic property of the hardface deposit.
The cooling rate, which varies with hardfacing process and parameters chosen and the size and thickness of the component to be hardfaced, does affect the hardness and magnetic properties of the deposit. The effect of cooling rate is less than that due to dilution of the deposit by the base metal, and at low dilution levels, the effect of cooling rate is insignificant.
Irrespective of cooling rate, the variation in magnetic parameters with dilution can be employed to develop a non-destructive technique with reliable accuracy to assess hardness of the hardfaced coating on finished components through magnetic measurements.