
Abstract
The process of selective reduction of iron in ilmenite and the simultaneous formation of Fe–C alloy melting at low temperatures, was investigated. The reduced sample was characterised at each stage using SEM. The influence of temperature, time and additives on the process was studied. It was observed that the size of the alloy particles formed during reduction was strongly influenced by temperature and the morphology of the particles changed significantly with temperature. The size of the particle was ∼150 μm when reduction was carried out at 1673 K. The particles were easily detached from the residual matrix of oxide, at this temperature. The non-magnetic fraction of the reduced samples contained essentially the titanium dioxide.
Introduction
Several processes are available for the production of high purity TiO2 from ilmenite (Murty et al., 2004). In the sulphate route (Xu et al., 2006), ground ilmenite or TiO2 rich slag (78%TiO2) is digested with concentrated sulphuric acid. This produces a titanium sulphate solution which is hydrolysed and subjected to precipitation. Further processing produces high purity TiO2 pigment. In the chloride route, the feedstock such as ilmenite, slag, rutile or synthetic rutile is carbochlorinated with Cl2 gas to form titanium tetrachloride. The tetrachloride is subsequently oxidised to form pigment grade TiO2. In the Beecher process, ilmenite is oxidised first followed by reduction with coal. This produces metallic iron and a mixture of titanium oxides. The metallic iron is leached out through aqueous oxidation. In the Bentile process, ilmenite is reduced at 1173 K using heavy fuel oil. The reduced ilmenite is leached with hydrochloric acid. Iron and most of the impurities are dissolved. Synthetic rutile is recovered from the slurry (Jones, 1974). Production of 1 t rutile generates an equal amount of iron oxide. Similarly, production of 1 t sulphate pigment results in the generation of 1·3 t effluents. Disposal of waste is a major challenge in these processes (Murty et al., 2004). A process that can recover metallic iron from ilmenite as a byproduct during the production of TiO2 will considerably add to the economics of the process and will be benign to the environment. Reduction of ilmenite in a submerged arc furnace producing pig iron and a TiO2 rich slag meets this requirement. But, this process is highly energy intensive, liquid slag being tapped around 1873 K. The slag requires further processing for the production of high purity TiO2. In summary, it can be said that the existing processes for the reduction of ilmenite for producing titanium oxide suffer from one or more of the following limitations:
they do not recover metallic iron which is a valuable byproduct
they produce large quantities of effluents
the process is highly energy intensive when the limitations above are overcome.
A process that can produce iron and TiO2 through reactions at low temperatures and is less energy intensive, will be a substantial improvement over existing routes. A possible alternative process route is to produce Fe–C alloys melting at low temperatures, at the same temperature of reduction, e.g. ∼1673 K. Though the reduction of the ore and the subsequent carburisation of the metallic iron (resulting in the formation of complex carbides) has been reported in literature, no attempt has been made to focus on optimising the conditions for the formation of alloys with low melting temperatures and of appropriate particle size for easy separation from the rest of the matrix. The fundamental aspects of such a process have to be understood in order to develop a commercially viable process route.
Reduction of ilmenite
Reduction of synthetic ilmenite by graphite was studied by El-Guindy and Davenport (1970). No reduction occurred below 1073 K. It was observed that during reduction, the particles, i.e. Fe and TiO2, segregated and small iron grains were formed. These grains tended to coalesce and migrate to the particle boundaries. When a sample was kept at 1323 K for 12 h, in argon atmosphere, iron particles grew to a size of up to 80 μm. Reduction of an ilmenite ore with graphite was studied by Wang and Yuan (2006). The degree of reduction increased with the increase in temperature and significant reduction occurred above 1273 K. Larger numbers of nuclei were formed and the iron particles were finer at higher temperatures, at 1473 and 1573 K. At 1673 K, the reduction was so rapid that adequate time was not available for the iron particles to coalesce. Reduction of Indian Ilmenite with solid carbon was investigated by Gokarn and Altekar (1969). They found that the ilmenite was not reduced up to 1323 K. The rate of reduction was high at 1373 K. At 1473 K, the rate decreased after ∼15 min. This could have been due to the growth of iron globules, incipient fusion and sintering. Gupta et al. (1991) observed that the reduction of ilmenite with carbon was significantly influenced by the phase transformations in the iron oxide–titanium oxide binary system. It also influenced the morphology of the reduced iron particles. Gupta et al. (1989) noted that it was difficult to nucleate iron during the reduction of ilmenite with carbon but this could be overcome by the use of a catalyst such as ferric chloride. Ferric chloride helped to coarsen the iron particles and effectively separate them from the rest of the reduction product. It was more effective in the presence of ferric iron, rather than ferrous iron. Gupta et al. (1987) investigated the reduction of synthetic ilmenite with graphite. Reduction did not occur at 1273 K but the rate of reduction was high at 1373 K. The addition of ferric chloride increased the rate significantly. Addition of rutile to the ilmenite+graphite mixture retarded reduction. However, when FeCl3 was added to the mixture containing rutile, ilmenite and graphite, the rate of reduction was higher than that when rutile was absent. The authors proposed that addition of FeCl3 helped nucleate the iron and rutile phases formed on the reduction of ilmenite. The iron particles could catalyse the oxidation of carbon by CO2 and increase the reduction rate. The reduction of ilmenite ore with graphite was investigated by Kucukkaragoz and Eric (2006) in the temperature range 1523–1623 K. They found that reduction occurred in two stages. In the first stage, where the degree of reduction was <50%, reduction of Fe+3 to Fe+2 and Fe and the formation of Fe3C occurred. In the second stage, where the degree of reduction was >50%, Ti+3 was reduced to Ti+2 and eventually TiO1−x was formed.
The changes occurring in the crystal structure and chemical composition during the reduction of ilmenite with carbon monoxide gas have been studied (Cui et al., 2002). The authors found that the morphology of the iron particles formed on reduction was influenced by temperature. Above 1373 K, these particles tended to coalesce in large globules and segregate to the grain boundaries and nearly all the grains were covered by shells of metallic iron 5–10 μm thick. These shells caused the grains to sinter together. This sintering could be overcome by pre-oxidation of the original ilmenite. Shells of metallic iron were formed at the subgrain boundaries and there was little tendency for sintering. Above 1473 K, the iron particles were readily agglomerated. Coley et al. (1995) studied the reduction of ilmenite ore to form titanium carbide and the simultaneous separation of iron from the carbide. They argued that titanium carbide could be more readily chlorinated compared to the oxide and that the iron particles could be separated from the carbide if these particles could be made to agglomerate. Accordingly, they reduced the ore with enough carbon to form the titanium carbide as well as an iron phase with dissolved carbon. They found that at 1587 and 1686 K, the final product contained a dispersion of titanium oxycarbide in iron. At 1790 K, large titanium oxycarbide particles were surrounded by iron. Some times, a dispersion of oxycarbide in iron was also found. In general, the iron particles were strongly combined with the oxycarbide of titanium either as a dispersion or as a coating. The iron particles were not liberated from the matrix and were small in size. The authors noted that decarburisation of the iron phase in the dispersed samples could effect a separation between iron and oxycarbide on subsequent melting. Literature shows that extensive investigations have been carried out by many authors to understand the nature of reduction o ilmenite ore. Though the formation of iron particles during reduction has been documented, no attempt has been to explore the conditions for effective liberation of these particles from the matrix during reduction. In cases where this was the primary objective of research, no effective separation of the iron particles could be achieved.
Extensive research has been carried out on iron ores with the aim of forming globules of Fe–C alloy melting at low temperatures and subsequently separating these physically after solidification. This has resulted in the development of commercial processes for the production of iron from these ores through reduction at low temperatures. In the Fe–C system, a eutectic composition, containing 4·28 mass-% carbon, melts at 1427 K (Massalski, 1986). During the carbonaceous reduction of ores containing iron, it is possible to add sufficient excess carbon that would dissolve in the iron formed by reduction, producing an alloy which melts at relatively low temperatures. The liquid Fe–C alloy segregates from the residual oxides. On cooling, the system contains two well separated solids: Fe–C nuggets and residual oxides. The solidified Fe–C nuggets can be easily separated from the residual oxides by physical means. Iguchi and Endo (2004a) studied reduction reactions in composite pellets containing iron ore and carbonaceous materials. Graphite had the strongest carburising ability and coke had an intermediate effect. The nature of the carburisation process was influenced by the source of the ore. The particles coalesced faster as the solidus composition was reached due to the higher mobility of iron. Good contact between carbon and iron is required to ensure sufficient carburisation for melting to occur. This is possible only at high temperatures, >1573 K. When coal char was used, the iron particles coalesced and partially melted at 1623 K (Iguchi and Endo, 2004b). This happened at 1523 K when graphite was used. The conditions required for melting pig iron at low temperatures were (Nagata et al., 2001):
higher carbon content of iron particles carburised by CO gas
optimum level of carbon in the pellets
optimum ash content in the coal.
The ITMK3 and H-QIP processes (Sawa et al., 2001; Meissner et al., 2003) exploit the principle that liquid iron can be formed at low temperatures if sufficient carbon is dissolved in iron. Liquid iron and liquid slag are separated at a suitable temperature, ∼1623 K, to produce nuggets of iron. Experimental studies showed that no melting occurred at temperatures less than 1593 K, though the Fe–C phase diagram indicates that liquid iron can form at temperatures as low as 1423 K. This is due to the slow mass transport and the large amount of carbon required to melt iron.
The fundamental aspects of the process of reduction and formation of Fe–C alloy melting at low temperatures have been understood well in the case of iron ores. This has helped in the development of commercial processes for the production of iron at low temperatures. But, no such investigations on the fundamentals of the selective reduction and melting of iron from ilmenite have been reported. A process similar to that discussed for the iron ore has been patented (Barnes et al., 2006). In this process, ilmenite is reduced in a rotary hearth furnace at ∼1873 K for selectively reducing the iron and separating particles of iron formed. A process that can operate at lower temperatures will consume less energy. It will also have less impact on the refractory, leading to savings in the cost of operation. The fundamental features of such a process have to be understood in order to develop it on a commercial scale. The reduced iron particles should grow to sufficient size so that they can be easily separated from the residual oxide through physical means. Therefore, this study focuses on the influence of temperature and time on the reduction and coalescence of iron during the reduction of ilmenite ore with a solid carbonaceous reducing agent. Ilmenite ore of various particle sizes was reduced with graphite to remove iron in the form of globules which could be separated from the residual matrix.
Experimental
The apparatus used in the experiments consisted of argon gas from a cylinder passing through a tower containing CaCl2 to remove moisture from the gas stream. The flowrate of the dried stream of gas was measured using a rotameter. The gas was subsequently passed through an auxiliary furnace containing coke maintained at 1073 K. This helped to remove any oxygen present in the gas (argon gas IOLAR 1 grade containing less than 4 ppm oxygen was used in the experiments). The gas leaving the auxiliary furnace passed through the main furnace containing the experimental sample. Argon leaving the reduction furnace was passed through a tower containing concentrated H2SO4. A schematic of the apparatus is given in Chakraborty et al. (2005).
About 10 g ilmenite ore was mixed with graphite sufficient to reduce all the iron in the ore to the metal and form the eutectic composition in the Fe–C system, i.e. 17·14 at-% carbon. Both the ore and graphite were ground to 100 μm size. The mixture of powdered ore and graphite was pelletised using molasses as binder. The green pellets were dried at ∼393 K for one day before use in the experimental run. Each pellet was ∼10 mm in diameter. The samples were placed in an alumina boat and introduced into the ‘constant temperature zone’ of the main furnace after the desired temperature had been reached. They were held at this temperature for a predetermined period of time. At the end of this period, they were pushed to the cooler regions of the furnace and allowed to cool to room temperature in the flowing stream of argon. The sample was then recovered and characterised. The pellet was broken into two halves and the cross-section was observed under SEM (JEOL model 840A, 15 kV beam), along the radial direction. X-ray diffraction analysis was performed on the powder samples. The temperatures were measured to a reliability of ±3 K.
Results and Discussion
The chemical composition of the ilmenite ore used in this study is 52·0TiO2–14·0Fe2O3–31·0FeO–0·5Al2O3–0·4SiO2–0·3MnO–0·04Cr2O3 (mass-%). X-ray diffraction analysis indicated the presence mainly of FeTiO3 phase in the ore. High purity graphite was used as the reducing agent.
The reduction of ilmenite can be represented as given below


Reduction at 1503 K
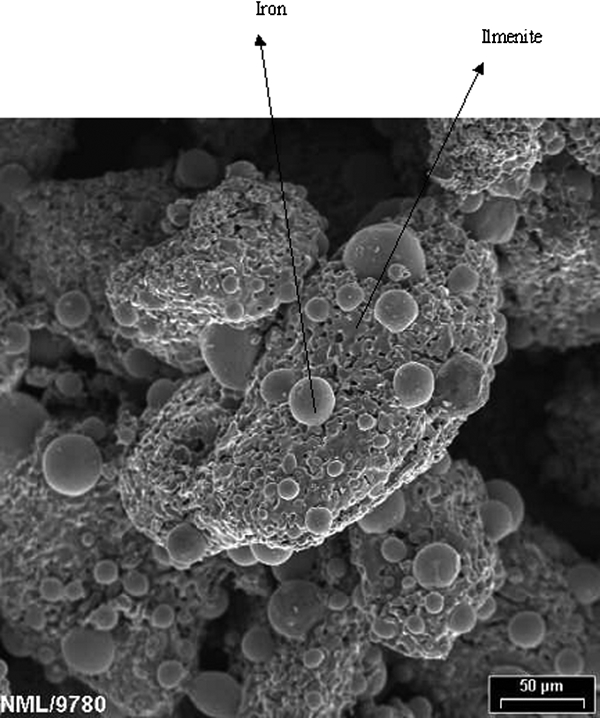
Figure 1 is the micrograph of a sample of ore+graphite maintained at 1503 K for 30 min. The micrograph shows fused and sintered ilmenite in the background. It is observed that a number of iron particles, spherical in shape and varying in size from <1 to ∼3 μm have been formed. These spherical particles have cellular structure. There is no evidence of the individual particles coalescing. Samples reduced at the same temperature for period up to 120 min exhibited a similar behaviour.
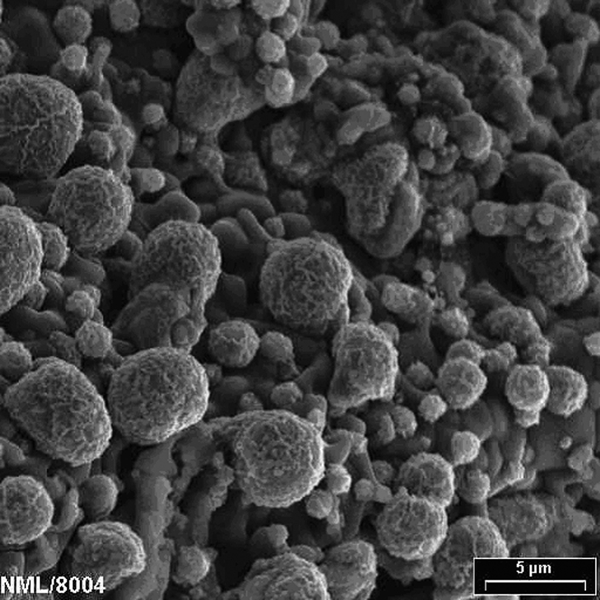
Ilmenite+graphite heated at 1503 K for 30 min
Reduction of pre-oxidised ore
Ilmenite was oxidised at 1173 K for 60 min in air before reduction with graphite at 1503 K for 30 min. Figure 2 gives the microstructure of the reduced ore. The iron particles have formed a ring on the periphery of the ilmenite which is in the background. These threads are several micrometres in length but less than 0·5 μm in width. The background material has not sintered as in the previous case. It has been already reported that the ilmenite does not sinter during reduction if it is oxidised before reduction (Gokarn and Altekar, 1969). Iron was present in the form of thin ribbons along the periphery of the ilmenite grains in the samples of ore which were subjected to reduction at 1503 K after prior oxidation. It is known (Sun et al., 1993; Zhang and Ostrovski, 2002) that oxidation of ilmenite produces two phases, one richer in iron and the other richer in titanium. This results in the alteration of the Fe/Ti ratio in the grain. It is also established that Fe2O3 is also formed (Briggs and Sacco, Jr, 1993) during oxidation and this segregates from the grain. The iron rich phases are selectively reduced during the reduction of the ore. It is possible that the formation of the ribbon-like structure along the periphery of the grains is a reflection of the nature of segregation during the prior oxidation of ilmenite ore.
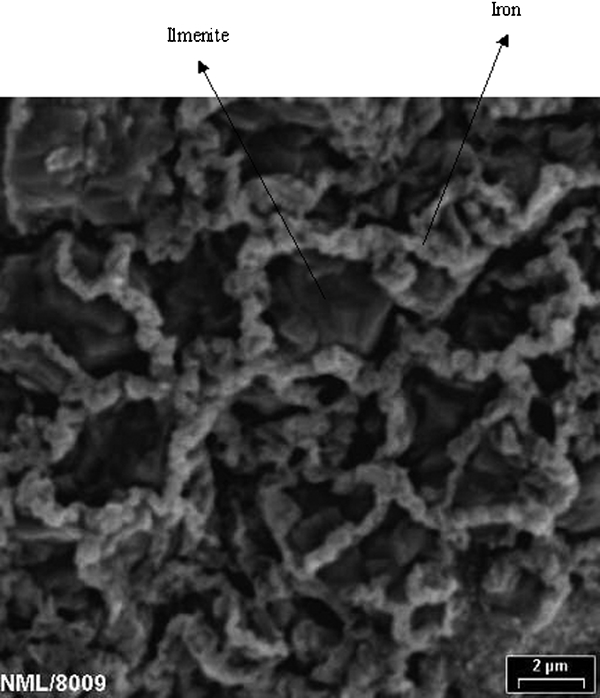
Oxidised ilmenite reduced with graphite (1503 K, 30 min)
Iron as additive
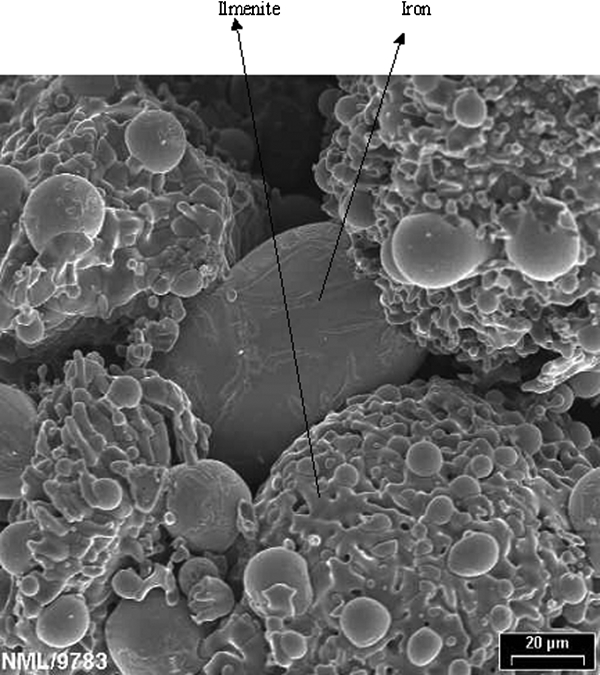
A mixture of ilmenite and graphite containing 1 mass-% iron powder, 100 μm size, as an additive was reduced at 1503 K for 120 min. The microstructure of the reduced sample is given in Fig. 3. Iron particles, spherical in shape and with a cellular morphology have formed on the surface of the sintered ilmenite particles. These iron particles have a morphology somewhat similar to those observed in Fig. 1 but larger in size. Some of the particles appear to have fused to form cylindrical and distorted spherical particles. It is seen that almost the entire surface of ilmenite is covered with the porous iron particles. The particles have, apparently, grown out of the lattice but are not detached from the ilmenite. These iron particles have grown up to ∼20 μm in length and are about 5–10 μm in width.
Ilemnite+graphite+Fe pellet (1503 K, 120 min)
Ferrosilicon as additive
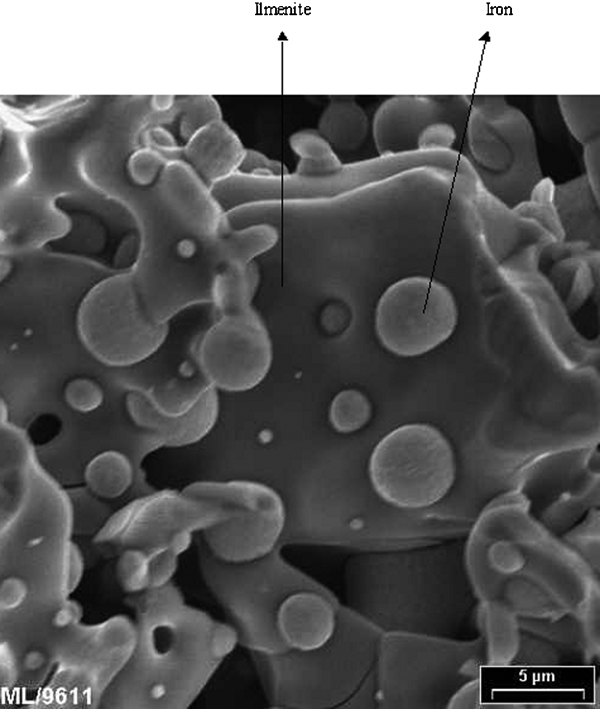
One mass per cent of FeSi (70%Si, 100 μm in size) was added as an additive to ilmenite and graphite and the entire mixture was heated at 1503 K for 240 min. A micrograph of the reduced sample is given in Fig. 4. Sintered ilmenite is observed in the background. The ilmenite particle is entirely covered with spherical particles of iron. There is no evidence of longitudinal growth of these particles as noted in Fig. 3. The particles are ∼5 μm in size.
Ilmenite+graphite+FeSi heated at 1503 K for 240 min
Reduction at 1533 K
Ilmenite and graphite were mixed and reduced at 1533 K for 60 min. The micrograph of the reduced sample is given in Fig. 5. A striking feature of this micrograph is the morphology of the reduced iron. The particles are smoother and there is no cellular structure as seen in the previous micrographs. There is definite evidence of several iron particles fusing and growing possibly after incipient melting. In general, the particles grew up to 30 μm in size (not shown in the figure) though there were a large number of spherical iron particles of much smaller size, ∼2 μm.
Ilmenite+graphite heated at 1533 K for 60 min
Reduction at 1533 K with iron addition
A mixture of ilmenite, graphite and iron powder was heated at 1533 K for 60 min. Figure 6 shows a micrograph of the reduced sample. The iron particles grew up to 20–40 μm in size. There is evidence of different iron particles coalescing and it is possible that some of them have melted and flowed on the surface of the ilmenite matrix. The particles are larger than those seen in Fig. 5.
Ilmenite+graphite+Fe heated at 1533 K for 60 min
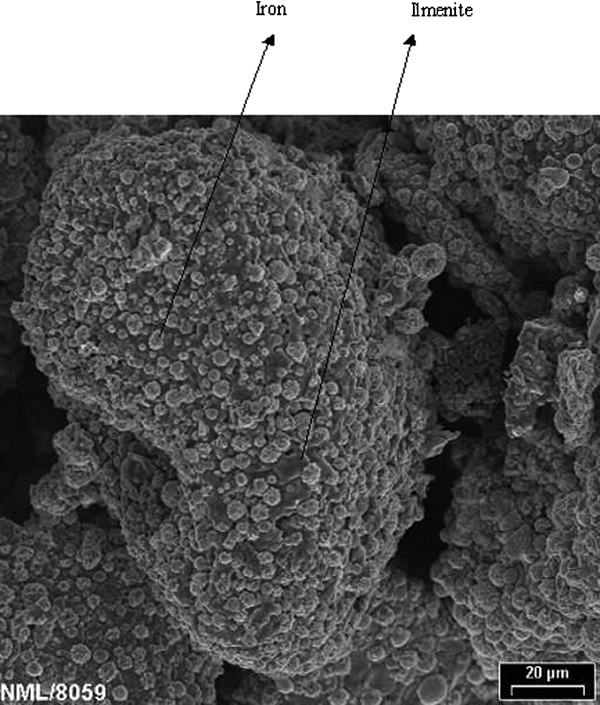
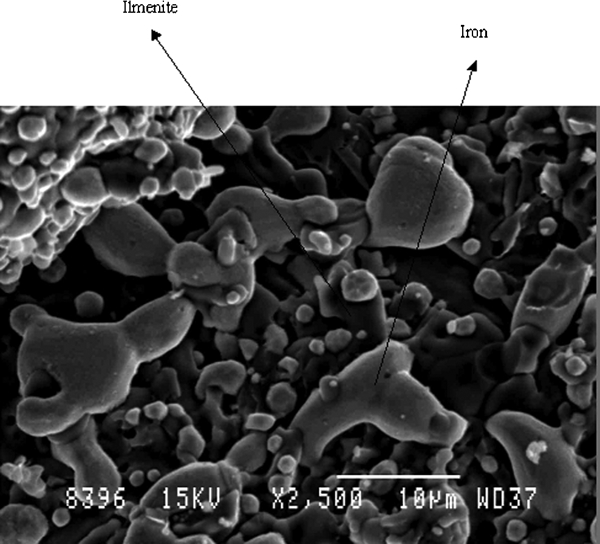
Reduction at 1623 K
A sample of ilmenite and graphite was heated at 1623 K for 120 min. Figure 7 is a micrograph of a sample reduced under these conditions. The particles are well rounded and large in size. A number of particles in the size 15–40 μm were observed in this sample. It is observed that the iron particles are fewer but larger in size compared to the micrographs seen earlier. The particles are apparently more detached from the ilmenite lattice compared to other micrographs such as Fig. 3. The morphology of the iron particles is distinctly different from that of the particles formed at lower temperatures. The sintered ilmenite matrix is clearly visible and is not covered by the iron particles. The extent of sintering of the ilmenite grains is substantially higher than that seen in the other cases.
Ilmenite+graphite heated at 1623 K for 120 min
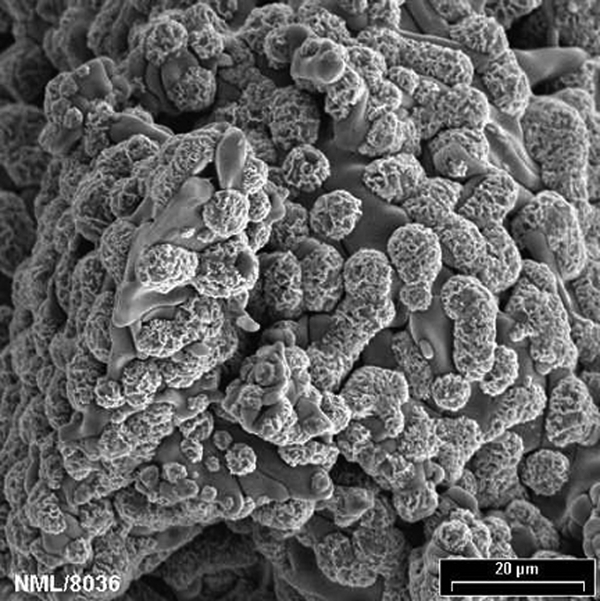
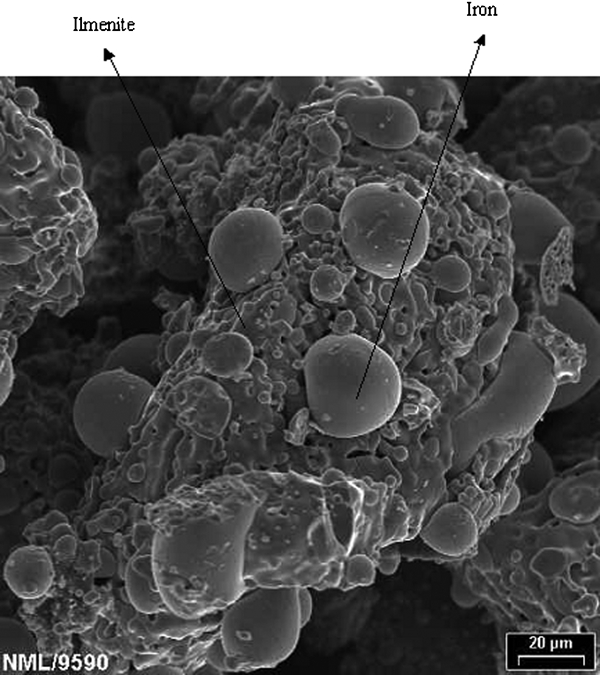
Reduction at 1673 K
A mixture of ilmenite, graphite and iron heated at 1673 K for 30 min showed a number of iron particles as large as 200 μm across, as seen in Fig. 8. A few particles grew up to 250 μm in size. A large number of smaller iron particles are also seen in this micrograph, on the surface of the ilmenite grains. The morphology of the particles is similar to that observed at 1623 K.
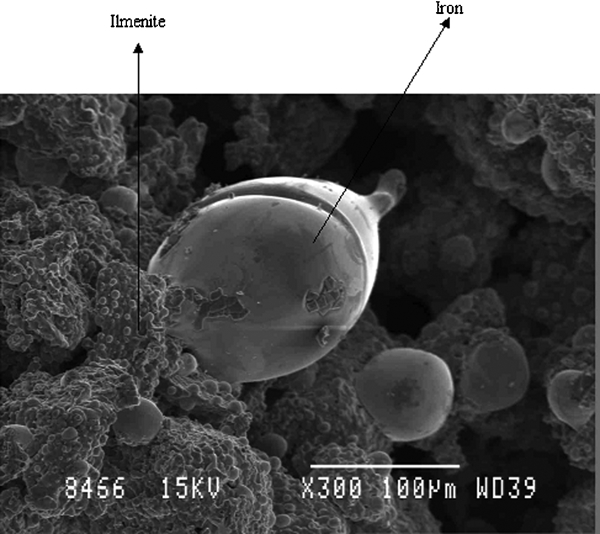
Ilmenite+graphite+Fe heated at 1673 K for 30 min
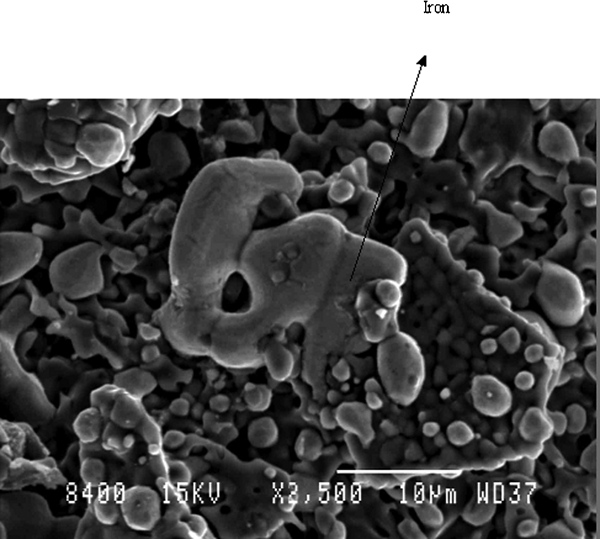
Influence of particle size
An experiment was carried out on the reduction of the ‘as received’ ilmenite powder without grinding. The grains were 200–500 μm in size. This was mixed with graphite powder less than 100 μm size and heated at 1623 K for 120 min. The microstructures given in Figs. 9 and 10 show a large number of iron particles growing up to 50 μm. Most of the particles were larger in size compared to those obtained at finer (crushed) ore size reduced at the same temperature and for the same period of time. The particles have grown from the ilmenite lattice in isolated locations and most of the surface of the ilmenite grain is visible. Experiments were also carried out on the reduction of ilmenite after grinding the ore to 50 μm particles. Figure 11 gives the micrographs of a sample reduced at 1623 K. It is found that the iron particles formed in these cases are <5 μm in size. The number of particles present per unit area is higher than that obtained for grains of larger size of ore under similar conditions of reduction. This is because the finer grains of ilmenite have more defects introduced during size reduction. These defects act as sites for nucleation and hence, more nuclei of iron are formed in smaller grains compared to that in larger grains. These particles of iron do not coalesce and the size of the particles is small. In the case of larger grains of ilmenite, less number of nuclei are formed. They grow by the reduction of iron ions in the ilmenite lattice which migrate to the site through the lattice. Table 1 summarises the observations under SEM.
As received ilmenite (no size reduction) reduced with graphite at 1623 K for 120 min
As received ilmenite (no size reduction) reduced with graphite at 1623 K for 120 min (second region)
Ilmenite (50 μm grain size) reduced with graphite at 1623 K for 120 min
Summary of observations on SEM micrographs
Ilm., ilmenite ore; Gra., graphite.
Composition of alloy and oxide fractions
The reduced samples were subjected to manual magnetic separation using a bar magnet. Lower oxides of titanium were the predominant phases in the non-magnetic fractions. Iron and carbon could be detected at minor levels. The magnetic fraction had iron as the major phase. Oxides of titanium were present at minor levels. Since the quantity of material used in these experiments was small, no attempt was made in this investigation to optimise the conditions for magnetic separation. This will form the focus of a future investigation.
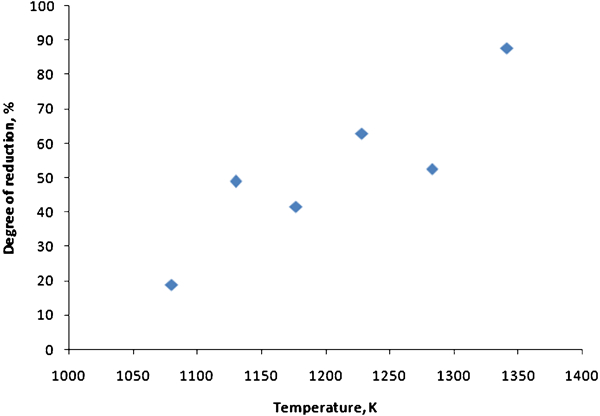
Degree of reduction
This investigation focused on the influence of temperature on the morphology and size of iron particles formed during reduction of ilmenite ore. The degree of reduction R was defined as given below
R = (change in mass of the pellets)/(total theoretical change in mass of pellets for complete reduction of iron oxide to metallic iron)
Figure 12 gives the change in the degree of reduction with temperature after 60 min reduction of ilmenite ore with graphite. It is found that the degree of reduction could be expressed as a function of temperature by R = 0·208T−199·5, where T is temperature (K). Only a few experiments were carried out at different time intervals and therefore, the degree of reduction could not be assessed as a function of time, reliably.
Degree of reduction of ilmenite ore
Summary
A eutectic reaction occurs in the Fe–C binary system at 1427 K where a liquid containing 17·14 at-% carbon is formed from graphite and γ-iron conatining 8·99 at-% carbon (Massalski, 1986). In the Fe–Ti system, a liquid containing 14 at-% titanium is poduced at 1685 K through a eutectic reaction (Jonsson, 1998a). The Fe–Ti–C system has been assessed by Jonsson (1998b) who has provided projections of liquidus surfaces in this sytem. It can be inferred from the data available that iron particls containing sufficient carbon can melt at tempeartures around 1673 K. The liquidus tempearture would vary with composition.
Reduction of natural ilmenite ore exhibits three distinct morphologies of iron particles formed during reduction reaction:
the iron particles have a cellular structure and cover the ilmenite particles uniformly, at 1503 K
the iron particles are flat and featureless at 1533 K; there is evidence of different particles coalescing; the residual matrix exhibits a number of pores
the iron particles are well rounded and well separated from the residual matrix at 1623 K; the particles are not spread on the surface of grains unlike the case above but are attached to the matrix at narrow edges; the residual is matrix much more porous compared to the case at 1533 K; the same morphological features are observed at 1673 K, too.
X-ray diffraction showed that Fe3C was a predominant phase in the samples reduced at 1503 K. The particles formed at this temperature were predominantly solid and did not melt. At 1533 K, the temperature of reduction exceeds the eutectic temperature of the Fe–C system (see Fig. 13). Partial melting of the iron particles containing carbon can be expected to occur at this temperature. Therefore, this alloy spreads on the residual grains of ilmenite ore and the individual particles merge with each other. At higher temperatures, residual TiO2 is reduced in conjunction with the reduction of iron. These alloys, still around the eutectic composition, will melt at temperatures far below the experimental temperatures of 1623 K and above. Therefore, the iron particles formed at these temperatures quickly form liquid Fe–C alloys and grow into globules due to surface tension effects. These particles are also well separated from the residual matrix. Electron Probe Micro Analysis (JEOL model JXA 8330) was used for analysing the composition of the iron particles. The carbon content of the particles varied between 4·4 and 9 at-% carbon. The corersponding level of titanium was 1·36 to 2·23 at-%.
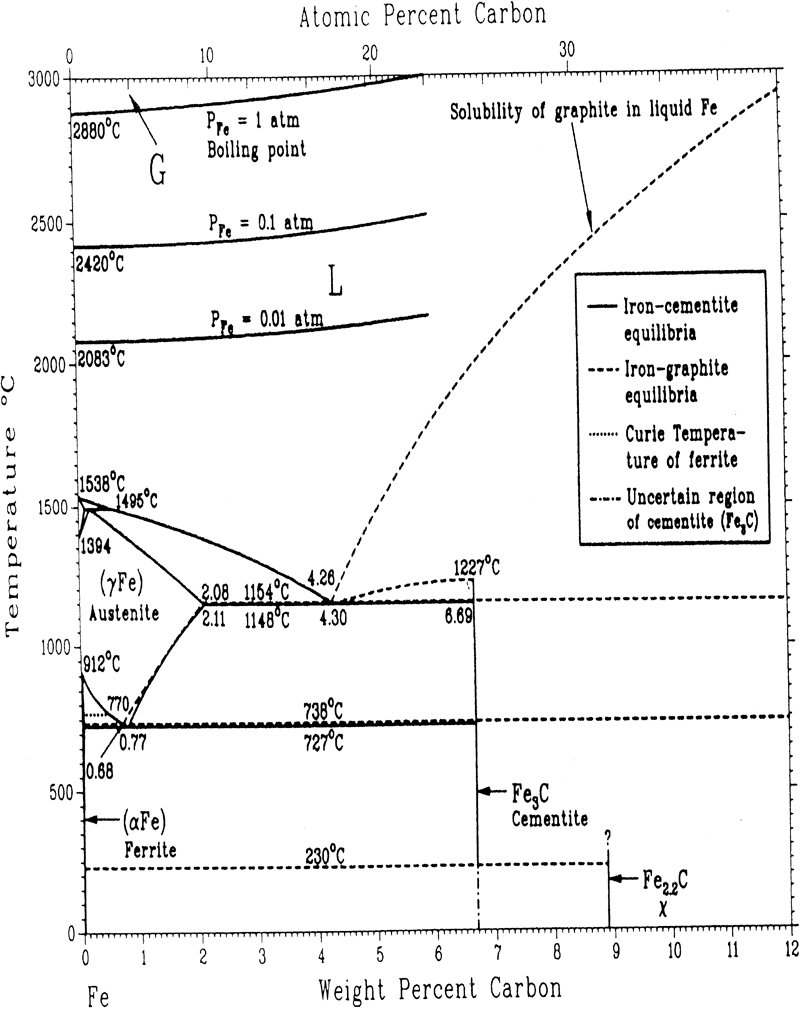
Fe–C phase diagram (from Massalski, 1986)
It can be summarised that:
well rounded particles of iron were produced at temperatures above 1623 K and these were well separated from the residual matrix
the iron particles were larger in size for larger size of initial ilmenite grain size
addition of iron and ferrosilicon alloy did not improve the size of the reduced iron particles.
The iron particles grew larger and were well detatched from the residual matrix at a temperature of about 1623–1673 K. An approach utilising results obtained in this study has potential for being developed into a viable alternative route for producing high purity titanium oxide from ilmenite ore. For example, reduction of ilmenite ore at an optimum temperature followed by magnetic separation subsequent to grinding to liberate the iron particles can be a possible alternative route. Such a route will have the advantage of recovering metallic iron as a byproduct; it will be free from production of effluents and other wastes and will be less energy intensive being a low tempearture process. Work is in progress to study the efficiency of separation of iron particles from the matrix in the reduced ore samples. This is crucial for developing the process further.
Conclusion
Experiments were carried out to understand the influence of temperature, time and particle size on the morphology and size of iron formed during the reduction of ilmenite ore. The morphology of the iron particles changed with the temperature of reduction. Significant growth and segregation of the iron particles from the residual matrix occurred at higher temperatures, >1623 K. The non-magnetic fraction of the reduced samples contained essentially titanium oxide.