
Abstract
The objective of the work presented here was to examine the effect of sulphur on formation of high temperature recrystallised phases and further on reducibility of saprolitic nickel ores. The ores blending with FeS2 were first heated up to 1300°C to investigate the changes that might happen upon heating. As a result of sulphur addition, the exothermic peak, which is evidently associated with crystallisation of new phases, changed in size compared to ores without sulphur addition. In addition, the dehydration and recrystallisation of minerals was also observed to begin earlier, when sulphur is added in the ores. Additionally, the ores were reduced in CO/CO2 atmosphere at temperatures 750 and 900°C, in order to determine the effect of sulphur and temperature on the reducibility. Although sulphur prevented the formation of difficult reducible olivine, as well as pyroxene phases in Colombia-2 and Mirabela, the degree of removable oxygen was not enhanced when increasing the temperature from 750 to 900°C. This is due to low reduction of iron oxides to metalic iron at 900°C. The beneficial effect of sulphur on metallisation degree of the ores was observed by comparison of these results with the experiments carried out with the pellets without sulphur addition. The results obtained in this study clearly indicate that the reduction of saprolitic nickel ores appears to be strongly dependent on the characteristics of the starting materials, amount of additive used and the process conditions.
Introduction
The reserves of nickel ores in the world are estimated to be at least 24 000 million tons of which laterites represent 73% (Pariser et al., 2010). Lateritic nickel ores are of two types, referred to as saprolites and limonites. Saprolites consist mainly of hydrated nickel–iron–magnesium silicates with typically nickel content from ∼2 to 2·5% and occasionally smaller amounts of cobalt and chromium. Limonites consist mainly of hydrated ferric oxide, with a nickel content of about 1–1·5% (Dasher et al., 1976; Blanco et al., 1981; Diaz et al., 2004). Approximately 40% of nickel lateritic ores that are suitable for smelting are estimated to be as hydrous nickel–magnesium silicates (saprolite ore) (Taylor, 1995; Diaz et al., 1988, 2004; Bergman, 2003).
Several pyrometallurgical processes have been adopted to recover nickel from saprolitic ores. Probably, the oldest technique is that of matte smelting in which the ore is first sintered and then smelted with gypsum in a blast furnace to form an iron–nickel matte. A second procedure employs rotary kiln–electric furnace technology to produce a ferronickel containing 20–45% nickel. The ore is first roasted and reduced in a rotary kiln then is smelted in an electric furnace with carbon to reduce the nickel and portion of the iron contained in the ore to metallic state (Thurneyssen et al., 1960). A third technique, known as Ugine process, employs a ferrosilicon reductant. The ore is smelted in an electric furnace without reductant and the molten ore is then transferred to a ladle, thus to be reduced (Coleman et al., 1960). From these the rotary kiln–electric furnace based process is nowadays the main method for saprolitic nickel ore processing.
The gaseous pre-reduction of ore at rotary kiln is a critical stage in the whole process, since good selectivity of the pre-reduction will produce a more valuable nickel alloy, and reduce the processing cost of the subsequent stage.
Roasting as well as reduction of saprolitic nickel ores have been studied extensively (Brindley et al., 1975; Kukura et al., 1979; Kawahara et al., 1988; Antola, 1993; Nath et al., 1995; Valix and Cheung, 2002a, b; Plascenia et al., 2009; Bunjaku et al., 2010; Zevoglis et al., 2010; Bunjaku et al., 2012a).
Based on available information on the thermal treatment and reduction of saprolitic nickel ores, calcination may consist of a series of the chemical reactions and phase transformations (Brindley et al., 1975; Chen et al., 2009). Surely, those reactions, which depend on ore mineralogy, will be further affected on reduction progress. Therefore, the reduction of saprolite appears to be strongly dependent on the characteristics of the starting materials, reducing agent and thermal condition (Hallet, 1997; Li et al., 2000; Rhamdhani et al., 2008; Bunjaku et al., 2012b). In addition, previous reduction experiments by the authors (Bunjaku et al., 2012a) confirmed the complexity of calcination reactions, and reduction at high temperatures.
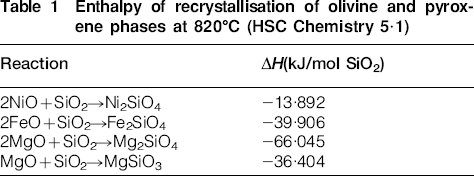
The earlier differential scanning calorimetry (DSC) studies on the saprolitic nickel ores (Bunjaku et al., 2010, 2011) showed a broad endothermic process commencing at ∼500°C (dehydroxylation reaction), and a sharp exothermic peak located between 800 and 820°C is attributed to recrystallisation of the disordered phase into new phases. In addition, based on available information, the overall stoichiometry above ∼820°C of serpentine ore, when nickel, cobalt and iron are present, suggests that olivine and pyroxene solid solution phases should form according to the following reaction (Hang and Brindley, 1973; Brindley and Wan, 1975; Harris et al., 2009; Bunjaku et al., 2010)
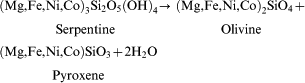
Enthalpy of recrystallisation of olivine and pyroxene phases at 820°C (HSC Chemistry 5·1)
The reduction roasting of nickel oxide in saprolitic ores involves a number of complex elementary processes, namely dehydration or release of free water; dehydoxylation of chemically bonded water; reduction of disintegrated minerals and recrystallisation of disintegrated minerals into new phases (Siemens et al., 1976; Kukura et al., 1979; Watanabe et al., 1987; Hallet, 1997; Chen et al., 2009; Bunjaku et al., 2010, 2011).
Although the overall reduction of nickel oxide (NiO) with reducing gas occurs to be a simple reaction, after recrystallisation the nickel oxide will be bonded in pyroxene and especially firmly in the olivine phase, and consequently the reduction of nickel oxide becomes considerably more difficult (Hallet, 1997).
Moreover, in the saprolites, in addition to high magnesia (MgO) and silica content, the situation upon gas–nickel oxide solid reduction should be complicated by the presence of two types of reducible oxides, namely, iron oxides and cobalt oxide in silicate matrix. However, iron oxides will predominantly affect the thermal transformation, ions migration and reducing gas concentration upon reduction, due to usually a higher content of theirs in nickel saprolites compared to another possible reducible oxide.
The major challenge with reduction of saprolitic nickel ores is ensuring that the nickel is in reducible form. Valix and Cheung (2002b) has performed in situ X-ray diffraction (XRD) experiments and proposed that the sulphur aids the suppression of olivine phase, allowing for the nickel to be in the active stage where it can then be reduced. Also, Pekkarinen (2011) and Kukura (1979) have reported that additives have an effect in eliminating or suppression of such recrystallised phases which is important for subsequent reduction process.
The mechanism for preventing of minerals’ phase transformation, especially serpentine and another group of silicates, upon roasting reduction process is important for improvement of overall nickel yield from saprolitic ores. Therefore, the objective of the work presented here is to examine the effect of sulphur on the formation of high temperature recrystallised phases and further on the reducibility of saprolitic nickel ores.
Experimental
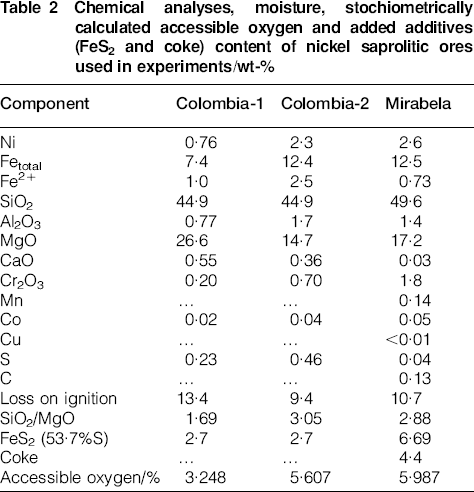
Three saprolitic nickel ores originating from Brazil (Mirabela deposit) and from Colombia (Colombia-1 and Colombia-2, Cerro Matoso S.A. deposit) were examined in this study. The ores’ typical bulk chemical analyses, moisture, accessible oxygen and additives (FeS2 and coke) contents are illustrated in Table 2, while the mineralogical characterisation of those is introduced in Table 3. Additionally, the coke in Mirabela sample was added to show its effect on the reducibility at temperatures below 1000°C, because in industrial laterite smelting coke is added to nickel laterite pellets before calcination.
Chemical analyses, moisture, stochiometrically calculated accessible oxygen and added additives (FeS2 and coke) content of nickel saprolitic ores used in experiments/wt-%
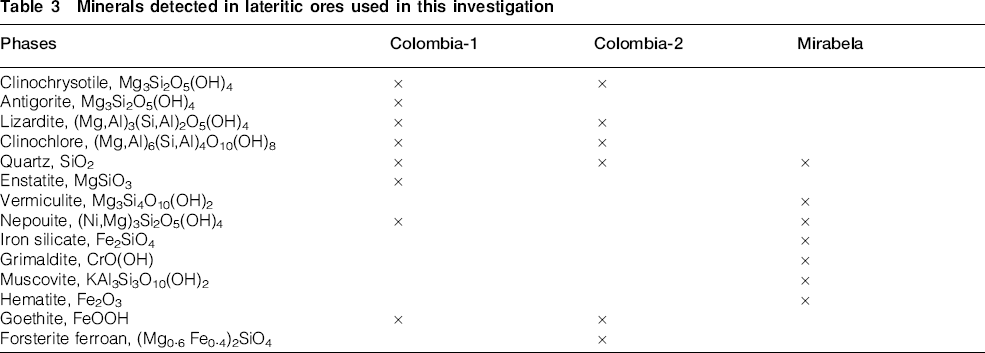
Minerals detected in lateritic ores used in this investigation
The total loss on ignition shown in Table 2 was measured by heating the samples up to 1100°C under dry, flowing nitrogen. The 1100°C was taken as the upper limit for determining the loss on ignition, since the dehydroxylation of phyllosilicates occurs above ∼900°C. The accessible oxygen was defined as oxygen contained in NiO, Fe2O3, FeO and CoO.
Analyses using XRD in Table 3 indicate that the ores are intimate mixtures of many components. The primary mineral components are serpentine and vermiculite with some goethite and hematite. In addition, the chemical analyses in Table 2 show that they are complex with major oxides such as silica, magnesia and iron oxide. Therefore, the ores used in this study are typical saprolitic nickel ores, which exhibit a complex mineral texture with a wide variety of morphologies (Brindley et al., 1975; Chen et al. 2004; Bunjaku et al., 2010, 2011).
The samples for the DSC experiments were prepared so that raw ores and additives were first mixed, then crushed in a laboratory ball mill and finally screened in a 500 μm mesh size sieve. After preparation, the samples were analysed chemically. For the reduction experiments, the ore–additive mixtures were further pelletized using bentonite as binder and thereafter dried at 105°C for 18 h.
The DSC-thermogravimetry (TG) experiments were carried out using a simultaneous thermal analyser (Netzsch STA 449C Jupiter), which allows measurement of mass changes and thermal effects at the same time. In a typical experiment, the samples were heated up under dry argon (purity 99·999%) from room temperature to 1300°C using a constant heating rate of 10°C min−1. After heating, the sample was cooled down to room temperature under argon atmosphere in order to prevent rehydration and oxidation. The cooled samples was then examined by an X-ray diffractometer (Bruker AXS DFocus) and a scanning electron microscope-energy dispersive spectroscope (SEM-EDS; FEG-SEM Jeol JSM 700F and Oxford INCA-Energy and Wave), for phase, mineralogical and morphological identifications.
The reduction experiments were carried out in a thermobalance furnace (TG) shown in Fig. 1. In a typical experiment, pellet of ∼10 mm in diameter, was placed into a platinum basket hanging from the balance. The furnace was heated up at a constant rate (4°C min−1) under N2 atmosphere (99·5%) to the experimental temperature (750 and 900°C) where the sample was kept until no weight loss was detected. After that atmosphere was changed to CO/CO2 (72%∶28%) and reduction started. The purity of CO and CO2 gases were 99 and 99·7% respectively. The weight loss of the sample was continuously recorded during the experiment by a METTLER TOLEDO AB104-S balance. The Pt–10 wt-%Rh/Pt (type S) thermocouple was installed just below the pellet to record the temperature of the reaction zone. After reduction, the pellet was cooled down to room temperature in flowing nitrogen in order to prevent re-oxidation. The cooled sample was then examined by XRD and SEM-EDS techniques, for mineralogical and morphological determinations. Further, the metallic elements (Co, Fe, Ni) in the reduced samples were analysed by a bromine-methanol leaching using inductively coupled plasma spectrophotometry technique (Kawahara et al., 1988; Li and Coley, 2000; Bunjaku et al., 2012a).
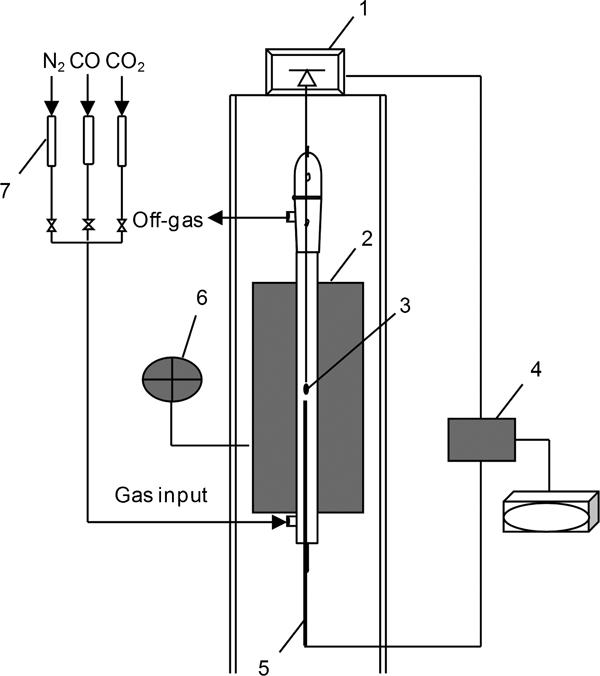
Schematic diagram of experimental apparatus: 1, microbalance; 2, box furnace; 3, pellet; 4, weight loss and temperature recorder; 5, thermocouple; 6, furnace's heating rate controller; 7, flowmeters
Results and Discussion
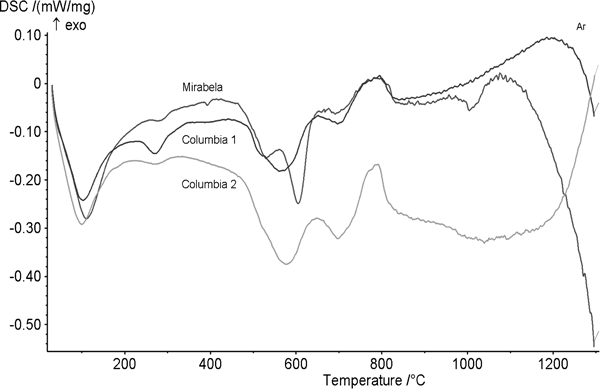
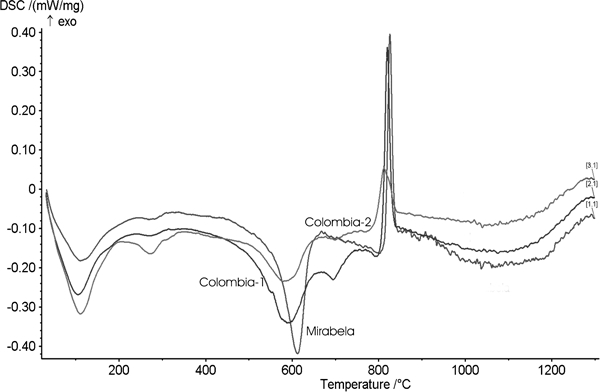
The DSC results of three different additive bearing nickel lateritic ores heated under Ar atmosphere from room temperature up to 1300°C are shown in Fig. 2, together with results from earlier studies (Fig. 3) by the authors (Bunjaku et al., 2010, 2011) where the same ores without additives were treated similarly.
Curves of DSC for Colombia-1, Colombia-2 and Mirabela blending with pyrite when heating up to 1300°C in argon atmosphere
Curves of DSC for Colombia-1, Colombia-2 and Mirabela when heating up to 1300°C in argon atmosphere
According to the DSC curves of ores without additives illustrated in Fig. 3, the samples have three endothermic peaks followed by an exothermic peak at ∼820°C, which is evidently associated with crystallisation of new phases.
The DSC curves of lateritic nickel ores with additives shown in Fig. 2 indicate that the exothermic peaks undergo the change in size. In addition, the dehydration and recrystallisation of minerals is also observed to begin earlier, when sulphur is added to the ores. The capability of sulphur to react with available oxygen at relative low temperatures during heat treatment, inducing the dehydration to commence at lower temperatures as commonly, is attributed to decrease densification of the pellet particles thus makes evaporated crystalline water from silicates easier to diffuse outward (Valix and Cheung, 2002a, b; Papazoglou and Rankin, 2003; Chen et al., 2009).
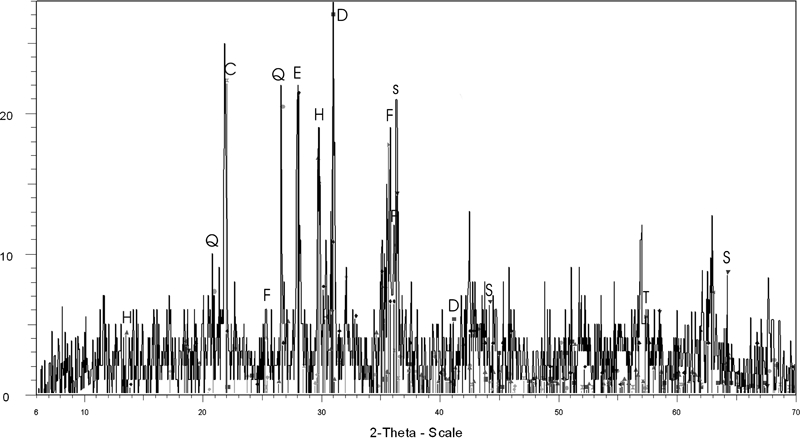
After the heat treatment, the sulphur containing samples were subjected to an X-ray diffractometer in order to determine mineralogical changes of ores. The XRD patterns of each sample are shown in Figs. 4–6. According to Figs. 4 and 5, both olivine ((MgNiFe)2SiO4) and pyroxene ((MgNiFe)SiO3) phases were formed in Colombian ores. Thus, unlike expected, sulphur did not prevent the formation of these phases. This is probably due to a small amount of sulphur bearing materials added in the samples.
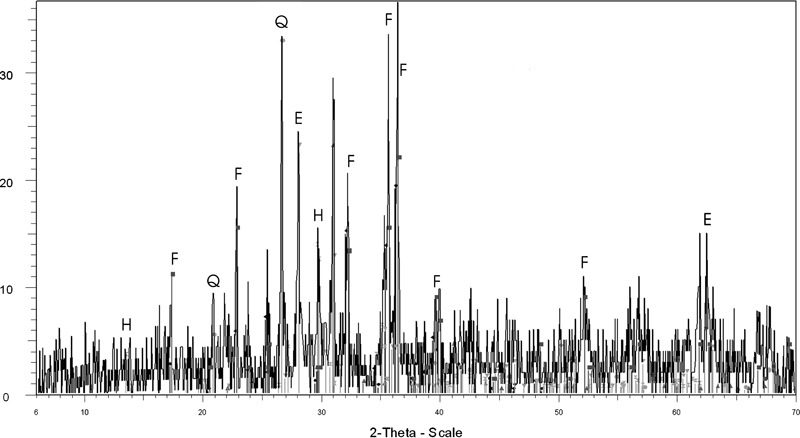
Powder XRD pattern of minerals of Colombia-1 ore blending with pyrite induced by heat treatment at 1300°C in argon: E, enstatite ((Fe, Mg)SiO3); F, forsterite ((Mg0·6Fe0·4)2SiO4); H, hedenbergite (CaFe+2Si2O6); Q, quartz (SiO2)
X-ray diffractogram of Colombia-2 blending with pyrite induced by heat treatment at 1300°C in argon: C, cristobalite (SiO2); D, dolomite (CaMg(CO3)); E, enstatite ((Fe, Mg)SiO3); F, forsterite ((Mg0·6Fe0·4)2SiO4); H, hedenbergite (CaFe+2Si2O6); Q, quartz (SiO2); S, spinel (Fe rich Mg(Al, Fe)2O4); T, trevorite (NiFe2O4)
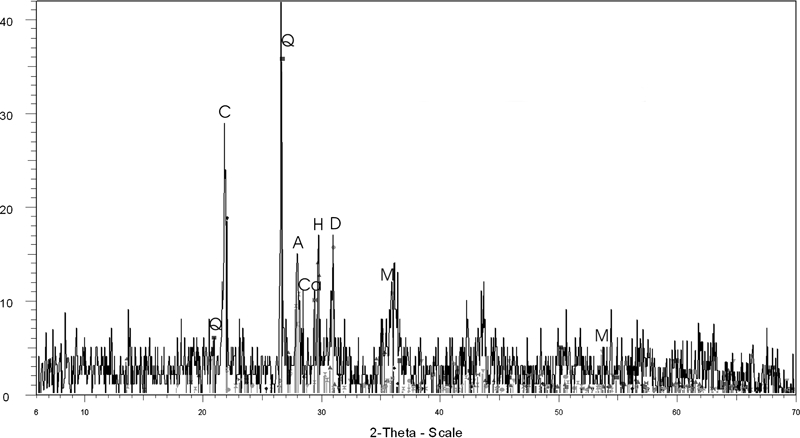
X-ray diffractograms for Mirabela ore blending with pyrite after heat treatment up to 1300°C in argon: A, anorthite CaAl2Si2O8; C, cristobalite (SiO2); Ca, calcite (CaCO3); D, dolomite (CaMg(CO3)); H, hedenbergite (CaFe+2Si2O6); M, magnesium aluminium oxide (MgAl2O4)
In the case of Mirabela ore, where the sulphur content was higher compared to Colombian ores, neither olivine nor pyroxene phases were formed (Fig. 6). In addition, the DSC analysis of the Mirabela ore illustrated in Fig. 2 affirms that the sulphur has almost suppressed the exothermic peak. The suppression of exothermic peak has been also indicated by Kukura (1979).
Therefore, according to DSC and XRD results of the samples when heating up to 1300°C in argon, the suppression of exothermic peak, and thus preventing the formation of olivine and pyroxene phases seems to depend on the amount of sulphur added to the ore.
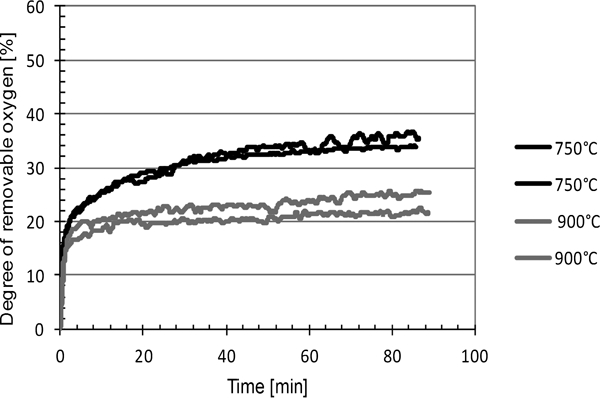
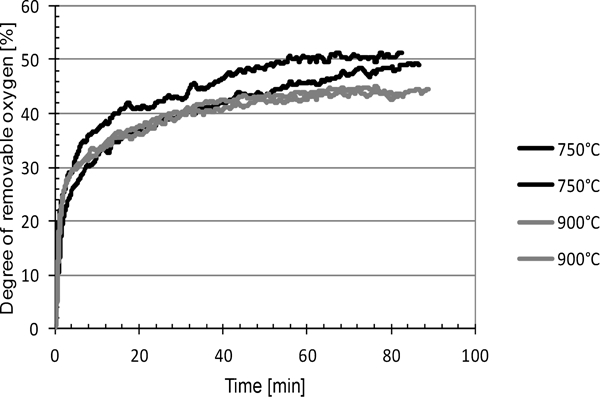
The effect of sulphur on reducibility of the additive bearing nickel saprolitic ores was examined at temperatures 750 and 900°C, i.e. below and above the recrystallisation temperature. Figures 7–9 show the degree of removable oxygen Rt versus time for Colombia-1, Colombia-2 and Mirabela respectively. Reproducibility of the reduction experiments was rather good and thus the results reliable.
Effect of temperatures on reduction of sulphur containing Colombia-1 ore by CO/CO2 (72%∶28%) gas mixture
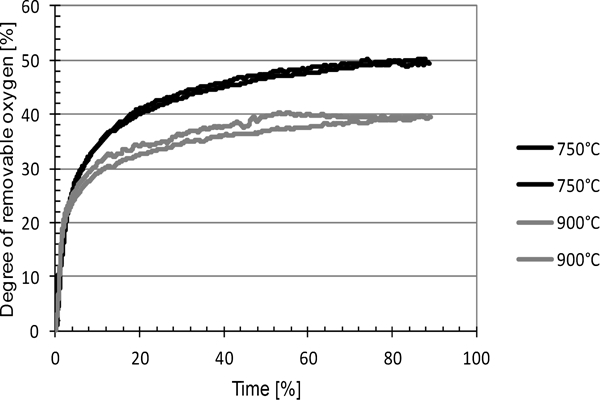
Effect of temperatures on reduction of the sulphur containing Colombia-2 ore by CO/CO2 (72%∶28%) gas mixture
Effect of temperature on reduction of sulphur containing Mirabela ore by CO/CO2 (72%∶28%) gas mixture
Degree of removable oxygen Rt was calculated with equations (1) and (2), since the preceding calcination step (dehydration and dehydroxylation) ensures that the mass loss during reduction represents the loss of accessible oxygen only, due to reduction of the iron, nickel and cobalt oxides (Bunjaku et al., 2012a). Furthermore, as the concentrations of oxygen in nickel and cobalt oxides are small in comparison to oxygen in iron oxides (see Table 2), the degree of removable oxygen Rt indeed represents the oxygen removed from iron bearing minerals, namely hematite, goethite, iron silicate, forsterite ferroan (Table 3). Moreover, the oxygen combined with iron
 , was calculated stoichiometrically by the ratio
, was calculated stoichiometrically by the ratio
 , where %Feor (Fe2+, Fe3+) is the analytical metal concentration in the ore and
, where %Feor (Fe2+, Fe3+) is the analytical metal concentration in the ore and
 ,
,
 are the stoichiometric metal and oxygen concentrations in the iron oxides (Fe2+, Fe3+) respectively. Therefore, the results in Fig. 10 and the calculated
are the stoichiometric metal and oxygen concentrations in the iron oxides (Fe2+, Fe3+) respectively. Therefore, the results in Fig. 10 and the calculated
 (Colombia-1, 3·036%; Colombia-2, 4·97%; Mirabela, 5·266%) would allow determining the relative iron/nickel reduction behaviour.
(Colombia-1, 3·036%; Colombia-2, 4·97%; Mirabela, 5·266%) would allow determining the relative iron/nickel reduction behaviour.


 the oxygen combined with iron,
the oxygen combined with iron,
 the oxygen combined with nickel and
the oxygen combined with nickel and
 the oxygen combined with cobalt.
the oxygen combined with cobalt.
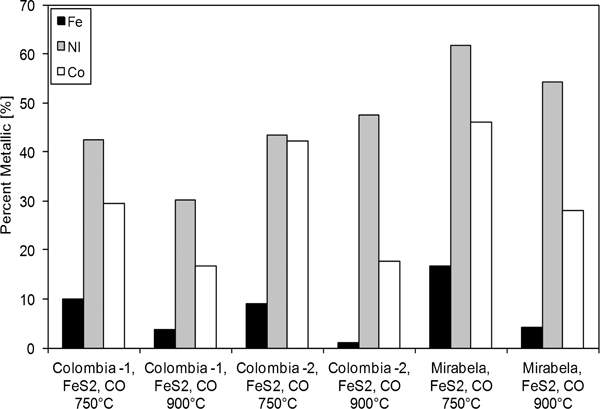
Per cent metallics as function of temperature: reduction gas ratio CO/CO2 was constant
According to Fig. 7, during the initial few minutes, the rate of reduction at both temperatures was very fast. Thereafter, the reduction rate decreases particularly at 900°C. The final degree of removable oxygen in Colombia-1 reduced at 750°C in CO/CO2 (72%∶28%) within 90 min is almost ∼35%, whereas it is only ∼25% at 900°C. Since the sulphur did not suppress formation of neither olivine nor pyroxene (see Table 4) phase, the final Rt at 900°C remained lower than at 750°C. This is in agreement with the results obtained by Kukura (1979), who reported that the dissolution of nickel in the recrystallised olivine phase will render it inert and should prevent its reduction.
Phase analyses of reduced samples at 750 and 900°C in CO/CO2: arrays of phases are based on intensities of diffraction patterns

Figure 8 shows the relation between Rt and time for Colombia-2 at different temperatures in CO/CO2 atmosphere. The rate of reduction at 900°C drops below that at 750°C as Rt reaches ∼25%. Like reduction experiments of Colombia-1, the highest temperature (900°C) resulted in the lowest final Rt (∼40%). However, unlike Colombia-1, XRD analysis of reduced Colombia-2 ore showed that neither olivine nor pyroxene was formed at 900°C (Table 4). The absence of olivine and pyroxene phases did not enhance the degree of removable oxygen, but resulted in better final nickel metallisation at 900°C than at 750°C (Fig. 10). The final degree of removable oxygen of Colombia-2 is, however, much higher than in Colombia-1 at both temperatures. Simply, the reduction of ferric ion (Fe3+) to ferrous (Fe2+) and metallic iron in Colombia-2 created such difference in the Rt. The XRD results shown in Table 4 (notice Fe3O4 in Colombia-1) are consistent with this assumption. In addition, the different MgO, SiO2 and FeO contents of the samples or the presence of hematite instead of goethite should have an influence on the degrees of removable oxygen and further on the reducibility.
Although both the Colombian ores have same concentration of sulphur, the olivine and pyroxene phases were only formed in Colombia-1. This indicates that also ore mineralogy seems to effect on recrystallisation and further on formation of the new phases. The statement also is in agreement with previous article by the authors (Bunjaku et al., 2011) where Colombia-1 containing antigorite, was observed to undergo dehydration and recrystallisation simultaneously.
The degrees of removable oxygen curves for Mirabela as function of time at different temperatures are shown in Fig. 9. Unlike Colombian ores, the effect of temperature on the rate of reaction was negligible between 750 and 900°C. The final Rt of Mirabela is decreased when increasing the temperature from 750 to 900°C, but its descent, however, is not remarkable. According to XRD analysis (Table 4), neither olivine nor pyroxene phases were formed at 900°C. Therefore, better reducibility would be expected to achieve at 900°C. The metallisation degree shown in Table 5, does not, however, support this assumption. At 900°C, the reduction of iron oxide becomes more difficult due to formation of high recrystallised magnesioferrite (
 ), and/or the low diffusional mobility of carbon monoxide, which has low affinity for iron oxide reduction (Bunjaku et al., 2012b) resulting a lower metallic iron percentage.
), and/or the low diffusional mobility of carbon monoxide, which has low affinity for iron oxide reduction (Bunjaku et al., 2012b) resulting a lower metallic iron percentage.
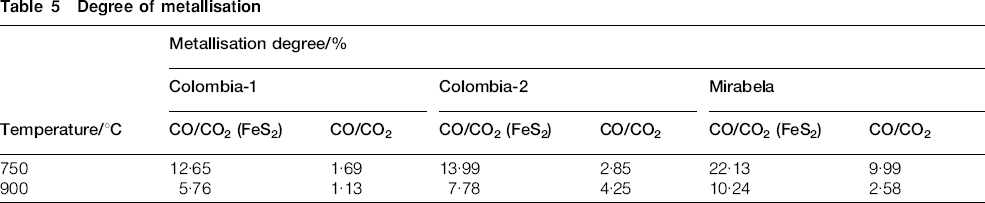
Degree of metallisation
After the reduction experiments, the samples were analysed by chemical analyses for determining the percentage of metallic elements. Metallic nickel, iron and cobalt content in S bearing samples reduced in CO/CO2 at different temperatures are reported in Fig. 10. It can be seen that the nickel at both temperatures and in every sample is reduced better than iron and cobalt. Also is noticed that the formation of metallic iron is affected by reduction temperature. The lowest metallic iron was obtained at the highest temperature.
The metallisation degrees of the samples (Colombia-1, Colombia-2 and Mirabela) with and without sulphur are shown in Table 5. The metallisation degree was determined according to ratio (Feo+Nio)/(Fetot+Nitot), where Meo is the metallic concentration and Metot is the total concentration of the Me in sample.
In the case of sulphur containing pellets, it can be seen that the metallisation degree of Mirabela is much higher compared to Colombian ores. Although, Mirabela sample contains also a certain amount of coke (4·4%), the role of carbon on reduction is insignificant, due to slow solid–solid reactions at experimental reduction temperatures. Therefore, it can be generally concluded that the sulphur amount controls the metallisation degree of the ore and thus the extent of metallic particles, since the Mirabela ore have had a higher amount of sulphur (6·69%FeS2) compared to Colombian ores (2·7%FeS2). This also is in agreement with the DSC and XRD results.
However, the beneficial effect of sulphur on the metallisation degree can simply be observed when comparing the results from the experiments with sulphur containing samples to pellets without sulphur addition (Table 5).
On the other hand, the useful effect of sulphur on the percentage of nickel metallic can only be found out when the current results (Fig. 10) are compared with earlier results by the authors (Bunjaku et al, 2012b). Thus, having been taken the nickel metallisation for granted, the degradation of silicates at the dehydroxylation temperature, where the minerals of metals are free from silicates, is regarded to improve the nickel oxide's readiness to react with available sulphur and thus makes it more readily for reduction.
Added to this, the discontinuing of reacted zone densification by the segregated sulphur to particles’ surface and grain boundaries will also increase nickel metallisation, when the temperature is increasing up to 900°C. Therefore, regardless of the high temperature phase's type, sulphur could suppress the densification of those phases and will be allow easy access of fresh reducing gas in the phases’ unreacted core in which the nickel is tied.
In addition to profitable effect of sulphur on saprolitic nickel reduction at each temperature, again, an unsuppressed olivine or pyroxene phases above recrystallisation temperature, which are occurred in Colombia-1, will preclude nickel metallisation, when NiO lock up in those phase.
Besides, the recrystallised magnesioferrite (
 ), which is resulted from samples dehydroxylation process (Bunjaku et al., 2011), and also from unaffected sulphur on its suppression in Colombia-1 and Mirabela at 900°C (Table 4), appear also to be less susceptible to NiO reduction. The decrease of the nickel metallisation in Mirabela and Colombia-1, as well as the increase of it in Colombia-2 at 900°C (Fig. 10), confirms this presumption.
), which is resulted from samples dehydroxylation process (Bunjaku et al., 2011), and also from unaffected sulphur on its suppression in Colombia-1 and Mirabela at 900°C (Table 4), appear also to be less susceptible to NiO reduction. The decrease of the nickel metallisation in Mirabela and Colombia-1, as well as the increase of it in Colombia-2 at 900°C (Fig. 10), confirms this presumption.
In addition, considering the signals largeness of XRD patterns at 900°C, the lower nickel reducibility obtained for Colombia-1 (take account of the olivine and pyroxene phases presence) and Mirabela in CO/CO2 at high temperature can be accounted for by the formation of an high crystalline spinel type solid solution phase, which can be described by formula, (Mg, Fe, Ni)OFe2O3 that is difficult to reduce and/or a mass transfer limiting reaction zone has been formed around the particles as a result of reduction.
Therefore, the independence of spinel phase formation on sulphur additions shows that mineralogy is an important aspect, as far as the effect of sulphur on the reducibility of nickel is concerned.
Moreover, the amount of calcium (Ca2+) within serpentine and substitution of Fe3+ by aluminium (Al3+), whilst the dehydroxylation is developing, is considered to prevent the formation magnesioferrite. Apart from this, no other factors have been observed that affect on minimisation of the spinel phase formation.
However, based on the chemical analyses of reduced samples, the cobalt's reducibility is observed to have been controlled by iron metallisation and reduction temperatures. Therefore, it increases with decreasing reduction temperature, and with increasing iron metallisation.
The micrograph of the reducing pellet in Fig. 11 exposes that nucleation and recrystallisation have already taken place, and the majority of the particles are grey and white. Among other things, the white particles are observed to contain more metallic nickel and iron, and chiefly to have round forms. Their round and curvature morphology shown in Fig. 11 is most likely formed through the solid state process in ∼4 h long heating and reducing at high temperatures, which allows the diffusion of atoms (especially in metal phase) for rearrangement of the interface to achieve a lower energy state (circle and curvature forms). The particles point analyses, however, disclose that the white particles are nucleated at the grain boundaries of silicates, and their nickel content varies from one particle to another and even within the same particle. Besides, the SEM-EDS analyses imply that the added sulphur bearing additive was captured by the reduced pellet. Therefore, as the sulphation reactions are thermodynamically favoured by relative low temperatures (Papazoglou and Rankin, 2003); it is possible that sulphates essentially prevent sulphur from vaporization at high temperatures. However, the reaction from oxide to sulphate is possible, if only the sulphidic sulphur reacts with oxides or oxygen to form SO3; thus the formed SO3 will absorbed onto the oxide surfaces which react instantly forming sulphate.
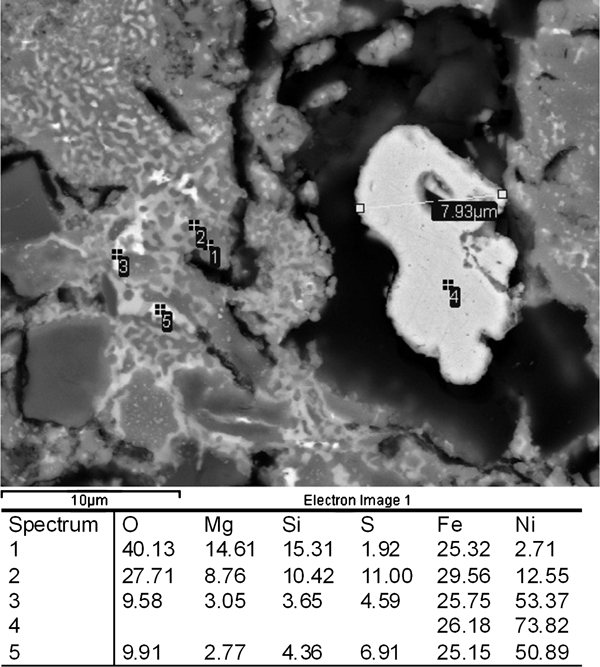
Micrograph of Colombia-1 after being reduced at 900°C by CO/CO2 (72%∶28%) gas mixture
The SEM-EDS results also revealed that the reduction of minerals was accompanied by diffusion of nickel into the reduced iron matrix, resulting in the formation Fe–Ni alloy beads within particles (see Fig. 11, mark 4). In addition, the sulphur and reduction temperature aids the increasing of those beads’ size. Moreover, it was observed that the nickel content was depended on sulphur concentration within particle.
Conclusion
Curves (DSC) of the ores without sulphur show three endothermic peaks followed by an exothermic peak at ∼820°C, which is evidently associated with crystallisation of new phases. When sulphur is added, the exothermic peak undergoes change in size, and in the case of Mirabela ore, the sulphur has almost suppressed the exothermic peak. In addition, the dehydration and recrystallisation of minerals is also observed to begin earlier, when sulphur is added in the ores.
In the reduction experiments with Colombia-2 and Mirabela, the absence of olivine and pyroxene phases did not enhance the degree of removable oxygen when increasing the temperature from 750 to 900°C. This is probably due to low reduction of ferric oxide (Fe3+) to ferrous (Fe2+) and metallic iron at 900°C in CO/CO2. In the case of Colombia-1, both olivine and pyroxene were formed and thus the final degree of removable oxygen was much lower than in Colombia-2 and Mirabela at both temperatures.
Although both the Colombian ores have same concentration of sulphur, olivine and pyroxene were formed phases in Colombia-1. This indicates that in addition to sulphur, also ore mineralogy seems to affect the recrystallisation and further on formation of the new phases. Moreover, the crystallised magnesioferrite (MgFe23+O4), which is resulted from samples dehydroxylation and from inability of sulphur to suppress it, also appears to inhibit reduction of ores.
Sulphur seems to have a great effect on the reducibility of the ore and thus formation of metallic particles. The metallisation degree in Mirabela was much higher compared to the Colombian ores. This is due to higher amount of the sulphur (6·69%FeS2) in Mirabela compared to the Colombian ores (2·7%FeS2). The beneficial effect of sulphur on metallisation degree can also be seen when comparing the results from the experiments with sulphur containing samples to pellets without sulphur.
Generally, the sulphur improves the reducibility of saprolitic nickel ores at low and high temperatures. Consequently, for temperatures between dehydroxilation and recrystallisation reactions, sulphur could react with both cobalt and especially nickel thus makes them more readily to reduction when the minerals of metals are free from silicates. In temperatures above recrystallisation, the already segregated sulphur to grain and particle surface will improve nickel metallisation. It can suppress densification of reacted zone and facilitate the access of fresh reducing gas within the phases’ unreacted core in which the nickel is tied. Moreover, regarding the sulphur, the formation of sulphates at early stage of heating is essential to prevent it from vaporization at high temperatures.
The results clearly indicate that the reduction of saprolitic nickel ores appears to be strongly dependent on the characteristics of the starting materials, the amount of additive used and the process conditions. Considering the results from current reduction experiments, the optimal reduction temperature for all the ores seems to be ∼750°C. The higher sulphur content resulted also into a higher metallisation degree.
Footnotes
Acknowledgements
Outotec (Finland) Research and Outokumpu Oyj have been supporting in this investigation financially. The authors are also grateful to Outotec (Finland) Research for the XRD, SEM-EDS, and chemical analyses. The DSC-TG studies by the research group for materials processing and powder metallurgy of the Aalto University are also acknowledged.