
Abstract
A facile combined method of selective dissolution and evaporation method was developed to recycle the waste plasticised polyvinylbutyral (PVB) films, in which ethyl acetate was employed as a solvent and decolourising reagent. It has been found that the pigment and plasticiser are soluble in ethyl acetate, and PVB films become transparent and achromatous after dissolution–decolourisation. The optimised decolourising time and the ratio of liquor to material in each run are 40 min and 30∶1 respectively; and the optimised decolourisation times are 3. The solvent, pigment and plasticiser were also successfully recycled by reduced pressure evaporation. Ethyl acetate was recycled effectively under conditions of 55°C and 0·07 MPa (vacuum), and the separation for pigment and plasticiser was achieved at 230°C under 0·08 MPa (vacuum). Furthermore, the decolourisation process was detected to show no effect on the constitution and structure of PVB.
Introduction
Polyvinylbutyral (PVB) is increasingly applied as an essential part of polymer material, which has received great interests in recent years. It is an important synthetic resin in manufacturing safety glass laminates,1–6 some special adhesives7 and dopes,8 due to its conspicuous properties such as high diaphaneity, good light resistance, miscibility, 9 , 10 cold resistance, water resistance, ultraviolet resistance,11 filmed, 12 , 13 impact resistance and agglutination. More and more waste PVB films spring up because its application amount increases by 20% every year in the world. At present, some achromatous PVB films can be recycled as the original production material after the process of artificially sorting, while the coloured PVB films have to be abandoned, which pollutes the environment seriously. Therefore, the decolourisation of coloured waste plastics has become one of the most effective methods to recycle PVB for the purpose of reducing the environmental pollution.
In previous investigation of decolourisation, the researches always laid emphasis on the decolourisation of waste paper and water, 14 , 15 or extraction of pigments from plant, 16 , 17 and so on. In this paper, the method of pigment-selective dissolution by ethyl acetate was chosen and assisted with evaporation. In the studies on recycling waste plastics, 18 , 19 it was rarely reported that the plasticised PVB films were decolourised via this method, which could be considered as an alternative route of recycling PVB. In fact, pigment-selective dissolution is a pervasion process of pigment from solid phase to liquid phase when PVB films contact the solvent. That is to say, the pigment is soluble in the solvent, whereas PVB is insoluble. By this method, blue–black PVB films can be decolourised to achromatous ones effectively, and the decolourised reagent, pigment and plasticiser can also be recycled and reused. Moreover, the whole process is non-polluting, efficient and low-cost.
Experimental
Materials
The waste plasticised PVB films were provided by Jie Dong Xin Nuo Plastic Co., Ltd. The achromatous PVB films were used as a contrast, and the blue–black PVB films were employed for decolourisation. The thickness and size of all PVB films in experiments were 1·5 mm and 50×50 mm respectively. All other reagents were analytically pure and used without further purification.
Procedures
A new process was proposed in this study, including pigment-selective dissolution and two step processes of reduced pressure evaporation, as shown in Fig. 1. First of all, PVB films were immersed in ethyl acetate. The pigment was leached from the plastic gradually. When the PVB films became transparent and achromatous, they were taken out from ethyl acetate. Then, the solvent of ethyl acetate together with pigment and plasticiser was transferred into a rotary evaporator, and ethyl acetate was vaporised and recycled after water-cooling. The residue was the mixture of pigment and plasticiser. With continuing the reduced pressure evaporation in the rotary evaporator, plasticiser was recycled after water-cooling, and liquid pigment stayed in the flask.
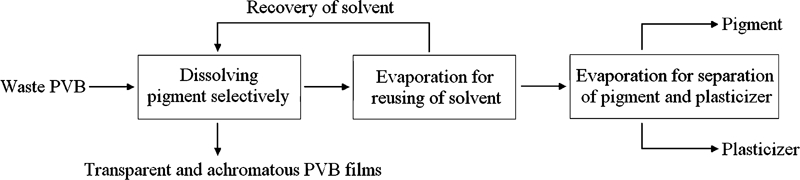
Principle flow chart of decolourisation technology for waste PVB
In order to trace the effect of decolourisation, a 722-spectrophotometer (Shanghai Precision & Scientific Instrument Co., Ltd, China) was used to measure the absorption of pigment solution. The characteristic absorption peak is at 598 nm, and the content of pigment in the solution can be determined by the absorbency according to the Lambert–Beer's Law.
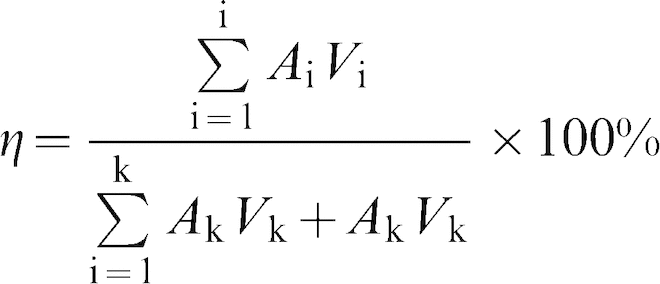
It is supposed that the waste PVB film would be achromatous after decolourisation for k times, and after decolourisation for i times, the i times’ extent of decolourisation (η, %) can be estimated by the following equation
Fourier transformation infrared (FTIR) spectra of the samples were recorded on a Bomem MB154S FTIR spectrometer. Gas chromatography-mass spectrometry (GC-MS) measurements of the samples were carried on a Shimadzu GC/MS QP2010 Plus system. Evaporation was performed on a Sencor rotary evaporator.
Results and discussion
Identification of raw material PVB
Above all, raw material was identified by FTIR analysis, as shown in Fig. 2, the upper curve is the infrared spectrum of raw materials after decolourisation and the embedded decolourising reagent has been volatilised by air-dry. From Fig. 2, it can be seen that no difference can be found in the FTIR spectrum of raw materials and standard FTIR spectrum of PVB, which confirms that the raw material is PVB.
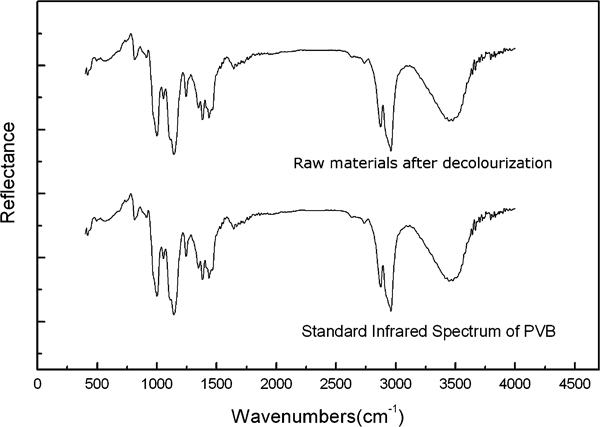
IR spectra of raw material PVB and standard PVB resin
Influence of decolourisation time on decolourisation extent of PVB films
Figure 3 depicts the influence of decolourisation time on the decolourisation extent of PVB films in static state at 25°C with the ratio of liquor to material of 30∶1. The decolourisation extent of PVB films increases sharply within the decolourisation time of 40 min, implying that the pigment diffuses from the PVB films to solvent quickly. When the decolourisation time exceeds 40 min, the rise of decolourisation extent of PVB films slows down. This may be due to the fact that the concentration difference of pigment between the PVB films and solvent is the impetus of decolourisation, leading to lesser change in the decolourisation extent with prolonging the decolourisation time. Therefore, the optimal decolourisation time is selected to be 40 min.
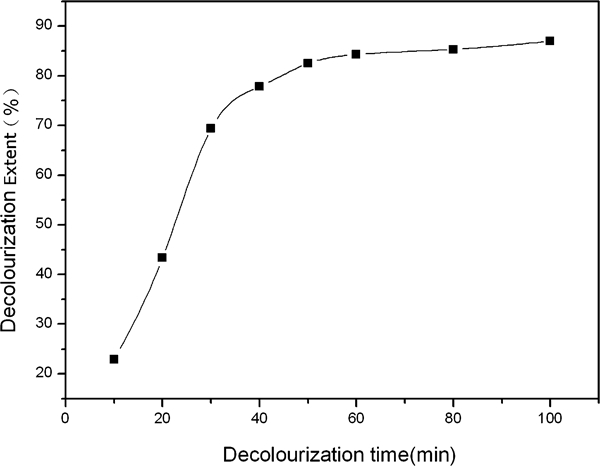
Relationship between decolourisation time and decolourisation extent in static state at 25°C with ratio of liquor to material of 30∶1
Influence of ratio of liquor to material on decolourisation extent of PVB films
The ratio of liquor to material is the ratio of the volume of ethyl acetate to the mass of PVB films. The influence of ratio of liquor to material on the decolourisation extent of PVB films is presented in Fig. 4. The decolourisation experiment was performed in static state at 25°C and decolourisation time of 40 min.
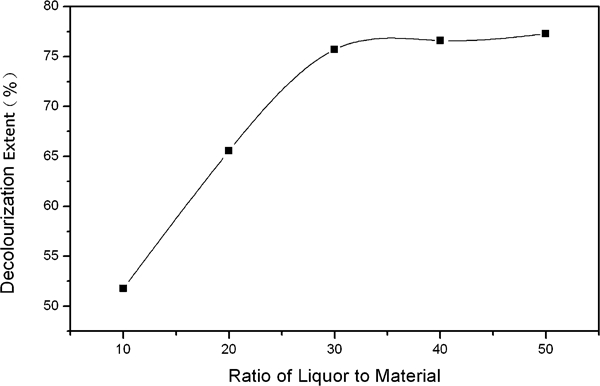
Relationship between ratio of liquor to material and decolourisation extent in static state at 25°C and decolourisation time of 40 min
If the ratio of liquor to material is small, the consumption of solvent is little. However, this will result in more pigment staying in the PVB films when the mass transfer of pigment keeps balance between ethyl acetate and PVB films. On the contrary, if the consumed solvent is large, the work capacity of recovery of ethyl acetate will be heavy, and the latter separation procedures may consume more energy. As shown in Fig. 4, when the ratio of liquor to material surpasses 30∶1, the upward trend of decolourisation extent of PVB films becomes very slow. Therefore, the optimal ratio of liquor to material is 30∶1 when the decolourisation time is 40 min.
Influence of decolourisation times on decolourisation extent of PVB films
The relationship between the decolourisation times and decolourisation extent of PVB films at 25°C and decolourisation time of 40 min with the ratio of liquor to material of 30∶1 is exhibited in Fig. 5. As shown in Fig. 5, the decolourisation extent rises with the increasing decolourisation times. After the first and second decolourisation, the decolourisation extents of PVB films reach 76% and 87% respectively. The decolourisation extent of PVB films exceeds 96% after the third decolourisation. When further increasing the decolourisation times, the concentration difference of pigment between PVB films and ethyl acetate is very low, indicating that the speed of diffusion of pigment in PVB films is very slow. Based on the issues of economy and technology, the optimal decolourisation times can be fixed at three.
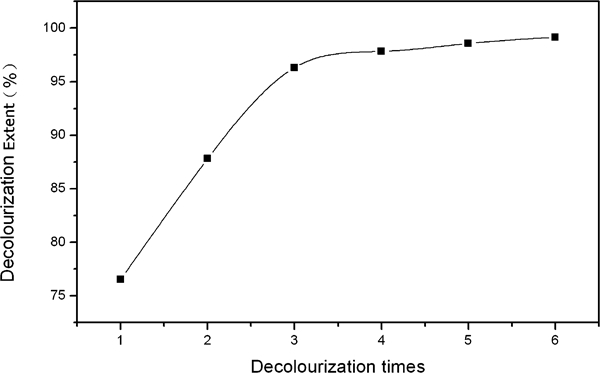
Relationship between decolourisation times and decolourisation extent at 25°C and decolourisation time of 40 min with ratio of liquor to material of 30∶1
Effect of decolourisation
The practical photos of waste PVB films before and after decolourisation are shown in Fig. 6. From Fig. 6, it can be seen that the colour of waste PVB films is significantly changed from black–blue to achromatism after three times decolourisation.
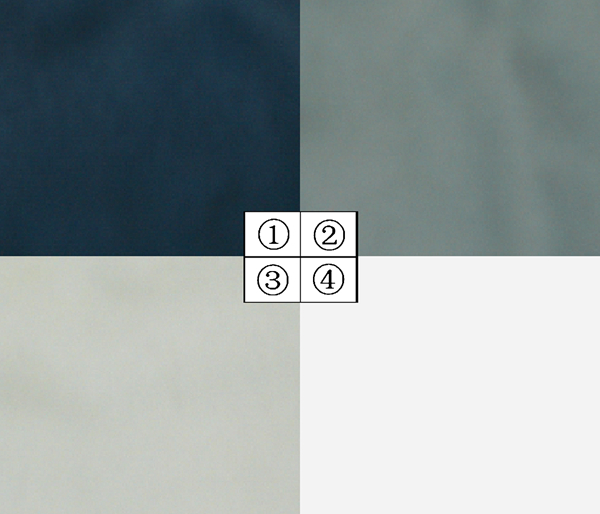
Practical photos of waste PVB films before and after decolourisation
Figure 7 compares the IR spectra of the original achromatous PVB sample with the IR spectra of the decolourised PVB film. The IR spectra of the original achromatous PVB film shows the characteristic carbonyl C = O absorption peak at 1730�–1750 cm-1 beside the characteristic absorption peaks of PVB. This is attributed to the plasticiser (see Fig. 8). The absorption peak at the same place in the IR spectra of PVB film after the third decolourisation may be attributed more to the decolourising reagent ethyl acetate (see Fig. 9) than to plasticiser. When the embedded decolourising reagent is removed, the absorption peak disappears (see Fig. 2). From Figure 2 Figs. 2 and 6, we can find that the pigment, plasticiser and decolourising reagent are all removed through dissolution–decolourisation and air-dry process, no obvious difference in the IR spectra of standard PVB sample and decolourised PVB film can be found, illustrating that the constitution and structure of PVB are not affected by ethyl acetate and the pigment has been removed effectively from the blue–black PVB films. In summary, the regeneration of PVB films has been achieved with ethyl acetate as the decolourisation reagent.
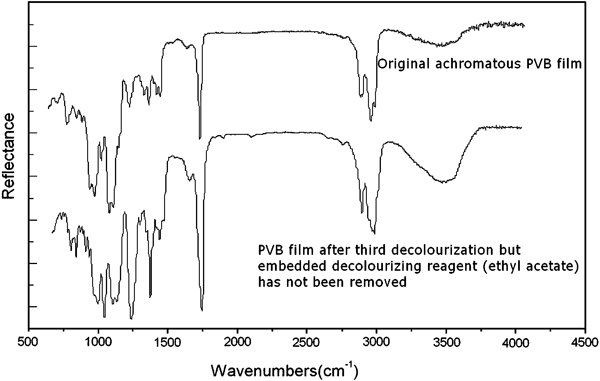
IR spectra of original achromatous PVB and decolourised PVB
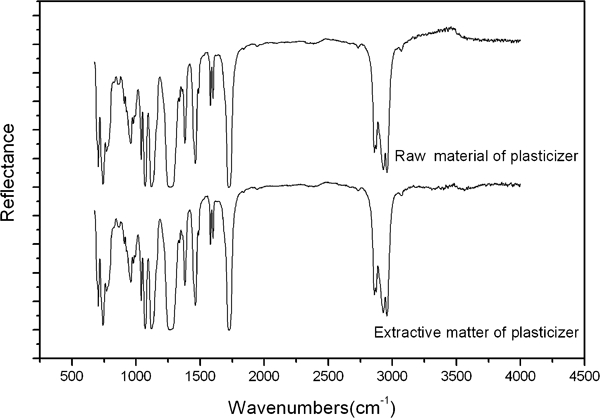
IR spectra of raw material and extractive matter of plasticiser
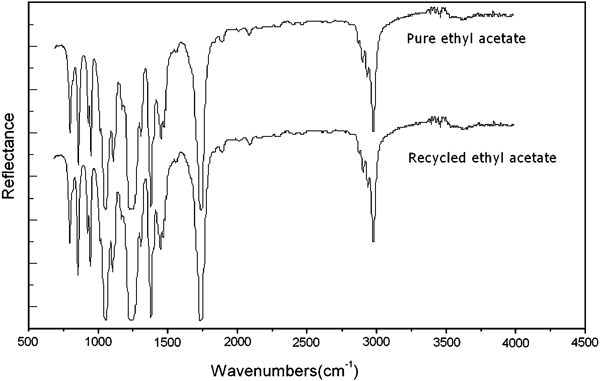
IR spectra of pure and recycled decolourisation reagent
Recycling of solvent, pigment and plasticiser
The solvent of ethyl acetate together with pigment and plasticiser was transferred into a rotary evaporator, heated up to 55°C in a water bath, and decompressed to 0·07 MPa (vacuum). Ethyl acetate was vaporised and then recycled after water-cooling with a recovery rate of 98·5%. There exists no obvious difference in the IR spectra of recycled and pure ethyl acetate, as illustrated in Fig. 9. Therefore, ethyl acetate can be reused in the process of decolourisation.
The residue was the mixture of pigment and plasticiser after recycling of ethyl acetate. With continuing the reduced pressure evaporation in the rotary evaporator at 230°C in an oil bath under 0·08 MPa (vacuum), plasticiser was recycled after water-cooling, and liquid pigment stayed in the flask. The recycled plasticiser was detected by means of GC-MS and FTIR techniques. Every peak of raw material and extractive matter of plasticiser has the same retention time in the gas chromatograms (as shown in Fig. 10), and the mass spectrum of extractive matter of plasticiser coincides with that of raw material (as shown in Fig. 11). From Fig. 11, the plasticiser can be identified as 2,2′-ethylenedioxydiethyl bis(2-ethylhexanoate) (C22H42O6) according to the mass spectrum database, which is a conventional plasticiser for PVB films. Furthermore, no obvious difference exists in the IR spectra of recycled plasticiser and raw material of plasticiser, as shown in Fig. 8. Therefore, the pigment and plasticiser have been recycled successfully after the process of reduced pressure evaporation and can be reused.
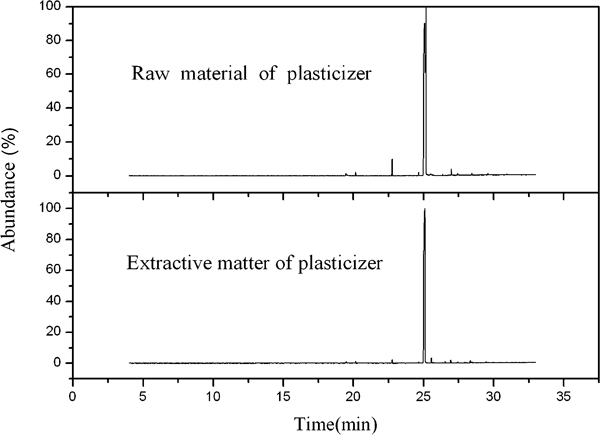
Gas chromatograms of raw material and extractive matter of plasticiser
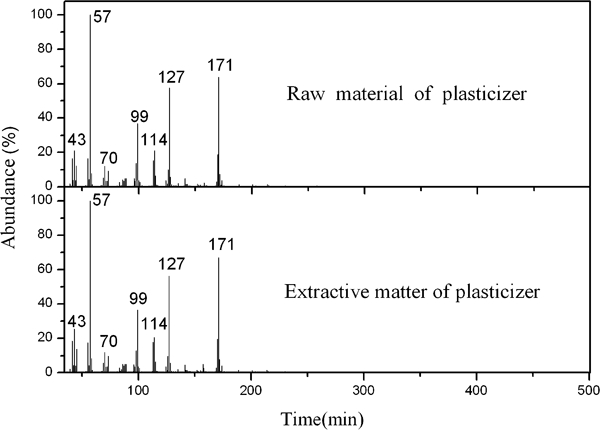
Mass spectra of raw material and extractive matter of plasticiser
Conclusions
With ethyl acetate as the solvent and decolourising reagent in the process of decolourisation of waste PVB films, the regeneration of PVB films has been achieved successfully by the combined method of pigment-selective dissolution and reduced pressure evaporation. Meanwhile, the solvent together with pigment and plasticiser can be also recycled after the reduced pressure evaporation process. In the process of pigment dissolution, the optimised decolourisation time and ratio of liquor to material in each run are 40 min and 30∶1 respectively, and the optimised decolourisation times are 3. After three times decolourisation, the colour of waste PVB films can be significantly changed from black–blue to achromatism. What is more, the process of decolourisation does not influence the constitution and structure of PVB. In the process of reduced pressure evaporation the recycle of ethyl acetate is under conditions of 55°C and 0·07 MPa (vacuum), and the separation for pigment and plasticiser is accomplished at 230°C under 0·08 MPa (vacuum). The recycled solvent can be reused in the process of decolourisation. The results demonstrate that the combined method of pigment-selective dissolution and reduced pressure evaporation is efficient and promising for recycling the waste PVB films.
Footnotes
Acknowledgements
The authors acknowledge the National Natural Science Foundation of China (no. 50574107) and the Teaching and Research Award Program for Outstanding Young Teachers in Higher Education Institutions of MOE, P.R.C. (2002) for their financial support.