
Abstract
In order to obtain epoxy based composite with low coefficient of thermal expansion (CTE) and good mechanical properties at cryogenic temperature (77 K), core–shell rubber (CSR) particles were integrated into epoxy. Fourier transform infrared spectroscopy results showed the occurrence of intermolecular hydrogen bond between the CSR particles and the epoxy matrix. The results of thermomechanical analysis indicate that the CTE of CSR–epoxy composites below Tg reached the minimum of the CSR content of 0·5 wt-%, then followed by an increase when the CSR content was higher than 0·5 wt-%. The CTE value under Tg was decreased 18·89% with 0·5 wt-% CSR content. The tensile strength, Young's modulus and impact strength of CSR–epoxy composites at 77 K all reached a maximum with the CSR content of 0·5 wt-%, followed by a decrease when the CSR content was higher than 0·5 wt-%. The storage modulus of CSR modified epoxy resin in glassy region was higher than that of the neat epoxy resin.
Introduction
Thermosetting epoxy resin is an important material, widely used in aerospace, electrical, electronic and automobile industries such as insulating materials, structural adhesives, and matrixes for composites because of low cost, easy processability, good thermal, mechanical and electrical properties.1–4 The performances of the epoxy resins and their composites in cryogenic temperature (77 K) are very important when these materials are used in the fields of aerospace and super conduct industries. However, neat epoxy resin normally is brittle and has poor mechanical properties, especially at cryogenic temperature.5–7 In order to overcome these defects, much attention has been paid to the modification of epoxy by the addition of a low modulus component without a substantial decrease in the thermal properties. In the first method, a modifier is initially miscible in the epoxy and the co-monomer hardener. Phase separation is induced by an increase in the molar mass of the reactive system during the curing process. For this purpose, reactive liquid polymers with low molar masses based on a carboxy terminated butadiene–acrylonitrile copolymer8–14 or thermoplastics15, 16 such as polyethersulfone or polyetherimide have been used in this way. However, the characteristics of the separated phase were found to depend on the competition between the rate of the phase separation process and the reaction kinetics. Thus, the final properties of the rubber or thermoplastic modified epoxy networks depend on the cure schedule, the amount of the initial modifier, and its characteristics (chemical nature, functional groups, etc.). Considering that part of the rubber remained dissolved in the epoxy continuous phase, a decrease in the thermal and mechanical properties of the final modified epoxies was generally observed.
To overcome these undesirable phenomena, the second method that consisted of dispersing an immiscible polymer in a predefined form (powder or latexes) into the epoxy matrix was used. During the last decade, this approach has been largely investigated using preformed core–shell rubber (CSR) particles for toughening epoxy. Bécu-longuet et al. 17 prepared poly(butyl acrylate) core/epoxy groups functionalising the poly(methyl methacrylate) shell CSR particles and investigated the effect of particle size on the fracture properties of DGEBA/DDA/BDMA epoxy system. The results showed that nanosized CSR particles can improve the fracture properties of the epoxy system. Sue et al. 18 studied fracture behaviour of CSR particle modified the epoxy system. The results showed that the fracture toughness (GIC) was greatly increased with only 5·0 wt-% CSR particles. The tensile properties and the fracture toughness at moderate high loading rates have been investigated by Salazar et al. 19 in the blends formed by the epoxy resin thermoset and CSR (PS is the shell and PA is the core) particles as a modifier. The tensile strength and the deformation at break increased with the CSR particle content whereas the Young's modulus suffered no modification for this specific configuration. The fracture toughness at moderate loading rates increased with the CSR particle content. The maximum improvement was obtained in blends with a 20 wt-% of CSR particle content and was 50% higher than that of the epoxy resin. However, investigation of properties at cryogenic temperature (77 K) of CSR modified epoxy, especially the CSR particles on the coefficient of thermal expansion (CTE) of the epoxy, is quite limited.
In the present paper, CSR particles were integrated into epoxy resin and the CTE values of the CSR modified epoxy resin are investigated via a thermomechanical analyser (TMA). The mechanism of CTE and glass transition temperature (Tg) changes are discussed based on field emission scanning electronic microscopy observations. This study also investigated the effect of the CSR particles on the mechanical properties of the epoxy composites at 77 K.
Experimental
Materials
The epoxy resin was YD-128 (DGEBA, Kukdo chemical Co. Ltd), which has an epoxide equivalent weight of 185–190 eq−1. The curing agent was polyoxypropylenediamine (jeffamine D-230; New Seoul Chemical Co. Ltd). The CSR was commercial grade particle (EM500A, LG chemical). The core and shell of CSR particles are polybutylacrylate (PBA) and polymethylmethacrylate (PMMA) respectively. The averge diameter and density of the particles are 0·4–0·6 μm and 1·07–1·08 g mL–1 respectively. The CSR content was expressed as a percentage of the total weight of the blend (i.e. wt-%). Figure 1 shows the chemical formulae of the individual components.
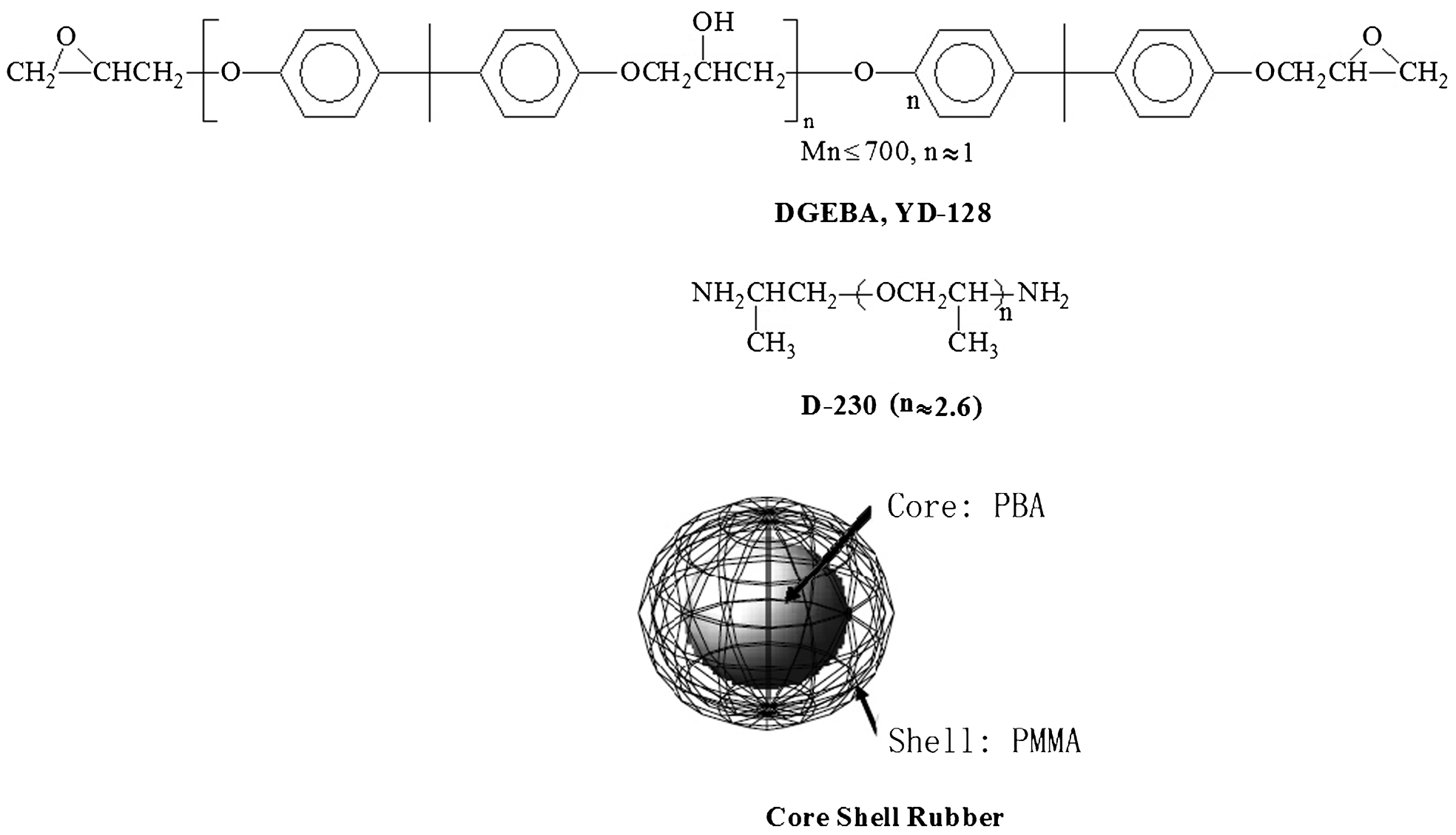
Structure schematic diagram of materials
CSR–epoxy composites
CSR particles were added into the epoxy resin. The CSR particles and the epoxy resin were mixed using an ultrasonicator for 4 h. Some stoichiometric curing agent D-230 was added into the mixture, resulting in a new mixture, which was strongly stirred with a magnetic stirring bar to help disperse D-230 in the epoxy resin. The resultant mixture of the CSR particles, D-230 and the epoxy was cast into a metallic mould and cured at 80°C for 4 h and post-cured at 125°C for 2 h in an oven to produce the final CSR–epoxy composites.
Characterisation of CSR–epoxy composites
Fourier transform infrared spectra of CSR particles and CSR particle modified epoxy composites were recorded using a Nicolet AVATAR 360 spectrometer with KBr pellets.
The thermal expansions of the neat resin and the thermoplastic modified epoxy resins were tested using a TMA (TA Q400) at a heating rate of 10°C min–1 and preload force of 0·5 N. The CTE value was calculated using the following equation
The fracture surfaces of the specimens after impact testing were examined by a field emission scanning electron microscope (JEOL JSM-6701F). Before examination, the fracture surfaces were cleaned using alcohol and were then coated with a thin evaporated layer of gold to improve conductivity.
The tensile samples were prepared according to the recommendation of ASTM D638-96. The tensile properties were measured on an MTS Landmark Servohydraulic test system under a 10 kN load cell with a crosshead speed of 2 mm min−1. At least five specimens were tested for each blend.
Impact properties of the epoxy/thermoplastic blends were tested using Notched Izod impact testing according to the ASTM D-256. Specimens for impact testing were immersed in liquid nitrogen for over 5 min so that they could be cooled down to 77 K before being mounted onto the impact tester. The pendulum of the impact tester was released immediately against the notch after the specimen was mounted onto the impact tester and one impact testing was completed in a couple of seconds. At least five specimens were tested for each blend.
A dynamic mechanical analysis (DMA) was performed with a TA DMA in the fixed frequency mode at 1 Hz with an amplitude of 0·40 mm. Rectangular DMA specimens with dimensions of 60×10×3 mm were sawn and polished to uniform dimensions.
Results and discussion
Fourier transform infrared spectroscopy
It was observed that the infrared spectra of epoxy resin with and without CSR particles showed somewhat differences in the characteristic absorption bands. The spectra are depicted in Fig. 2. It can be seen that the absorption band of carboxyl group (–C = O) in CSR–epoxy composites appears at relatively low frequency (1727 cm−1), compared with the counterpart (1736 cm−1) of CSR particles, i.e. Δv 9 cm−1. The intensity of this peak (1727 cm−1) is also increased. All these are the basic characteristics of the occurrence of hydrogen bonding, and a combination of the above phenomena enables us to propose the happening of hydrogen bonding in the CSR–epoxy composites.20–23
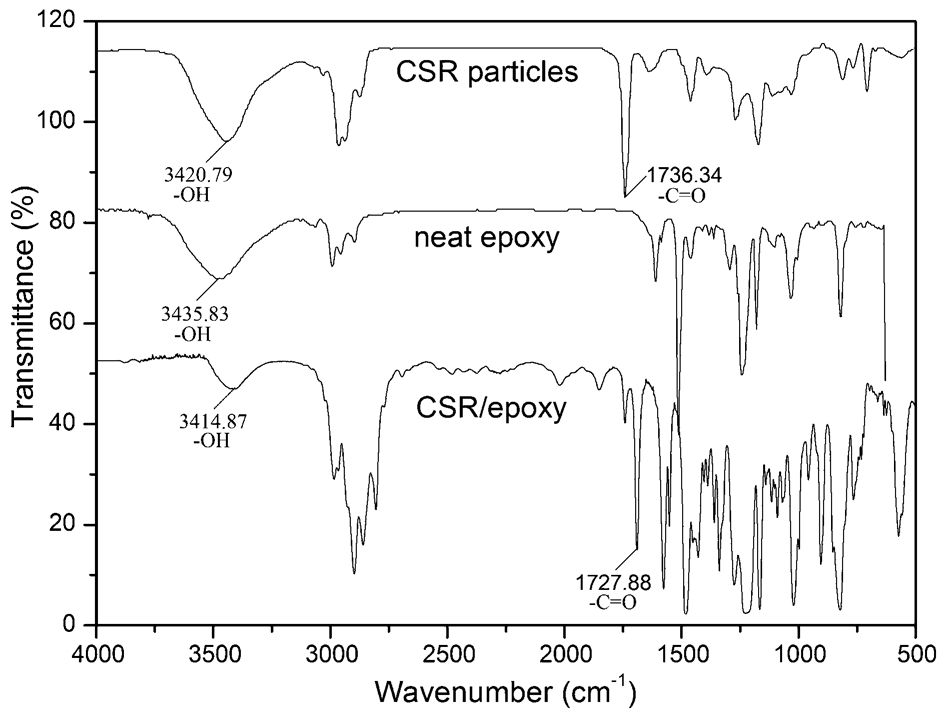
Infrared spectra of raw CSR, neat epoxy and CSR modified epoxy
To understand the role of CSR particles in this process, a comparison of spectra of CSR particles and composite with CSR particles was performed (see Fig. 2) and it was found that the absorption band of hydroxyl group contained in epoxy (C–OH) decreases from 3435 to 3414 cm−1, Δv 21 cm−1, which suggests that CSR particles get involved in the formation of hydrogen bonding.
The aforementioned interaction between the CSR particle and the epoxy matrix is expected. Since hydrogen contained in epoxy (C–OH) is attached to electrical negative oxygen atom and carboxyl oxygen (–C = O) can serve as the electron donator, it is possible for the occurrence of hydrogen bonding (–C–O…H…O = C–) between these species.24–26 This kind of interaction enhanced the interfacial interaction between CSR and epoxy resin.
Glass transition temperature Tg
The thermal expansion of neat epoxy resin and CSR particle modified epoxy were tested using a TMA Q400 as shown in Fig. 3. The Tg was determined by the dramatic turn point on the thermal expansion curve. Table 1 lists the Tg measurement results.
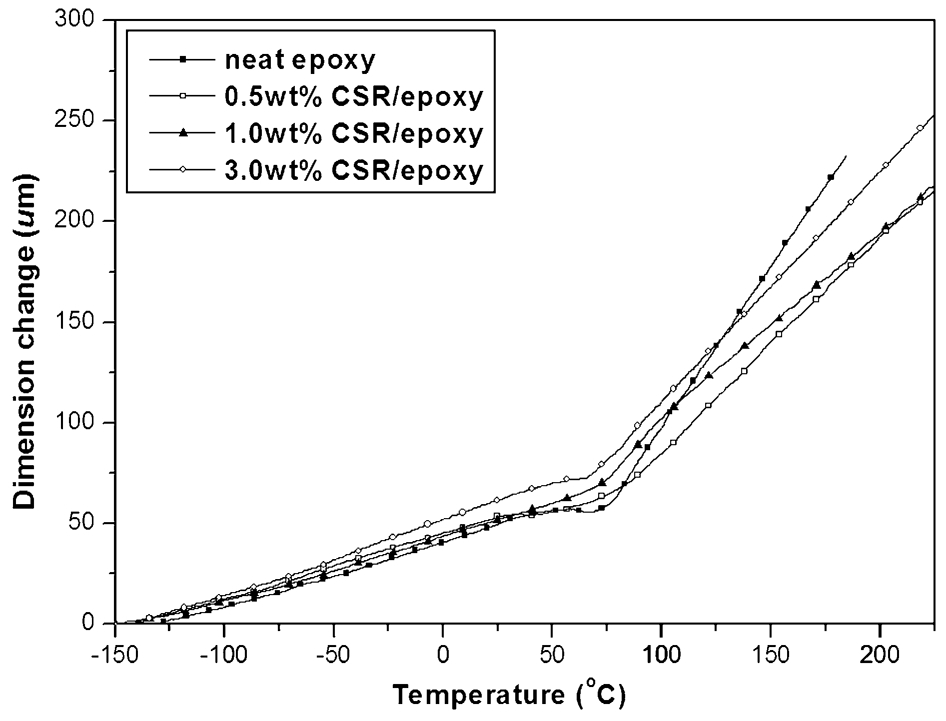
Thermal−mechanical analyser test curves of neat epoxy resin and CSR particle modified epoxy resin
Tg of neat epoxy and engineering plastic toughened epoxy

Obviously, the Tg of CSR particle modified epoxy resin with different CSR loads were all lower than those of the neat epoxy resin, but only slightly from 83·6 to 75·6°C. The possible reasons for the decrease in Tg are as follows. From the structure of CSR particles, it can be known that the shell material and core material of CSR particles are PMMA and PBA respectively, and the content of PBA is 70·0 wt-%. PBA has a low Tg (−56·4°C) and PMMA has a good compatibility with the epoxy matrix, 27 therefore the Tg of the epoxy matrix was decreased with increase in CSR particle load. Adopting CSR particles to modify epoxy, the crosslinking degree of epoxy matrix was decreased after being cured, which also made the Tg decreased.
CTE values below Tg
The CTE quantified the thermal expansion of the solid. The value can be linear according to the fact that the measurement is determined by the change of length of the sample. For the cured epoxy resin, the CTE values can be divided into two parts: below and above the Tg. The most useful CTE concerns the temperature below Tg, because epoxy resin loses most of their mechanical properties above Tg.28–30
The CTE values of the neat epoxy resin and CSR modified epoxy composites with different loads below Tg range can be calculated based on the thermal expansion curves shown in Fig. 3. The CTE of the produced samples can be calculated based on the dimension change curves as shown in Fig. 4. The CTE values of modified epoxy resin samples were lower than those of the neat epoxy resin with 0·5 and 1·0 wt-% CSR load. However, CTE value of the modified epoxy resin sample was higher than that of the neat epoxy resin with 3·0 wt-% CSR particle load. Compared with the neat epoxy resin, 0·5 and 1·0 wt-% modified epoxy resins exhibited CTE reductions of 12·9 and 6·2% respectively.
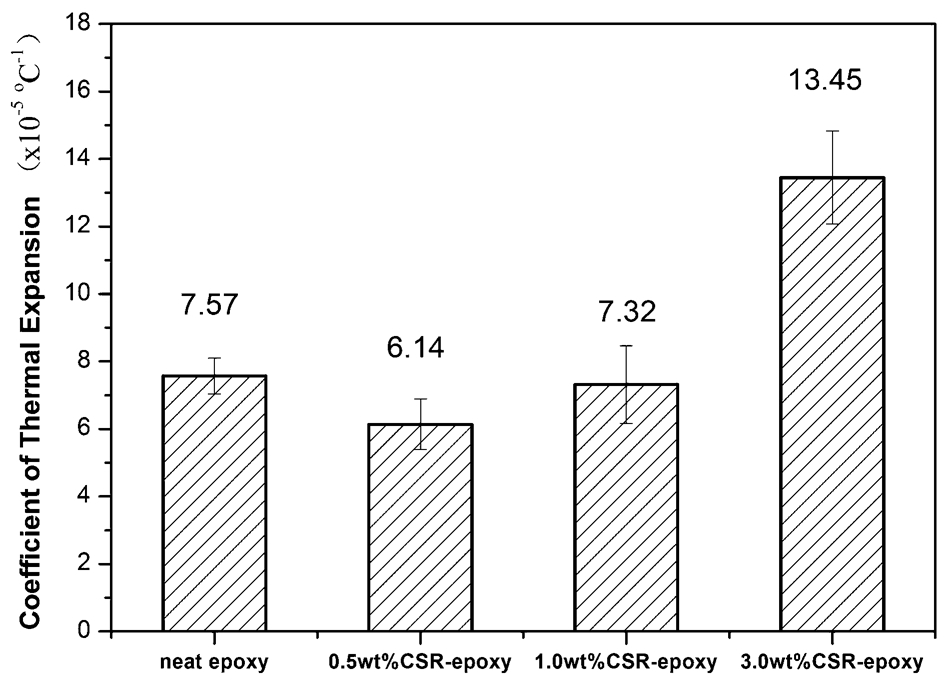
CTE values of neat epoxy resin and CSR particle modified epoxy resin under Tg
The magnitude of the CTE depends on the structure of the materials. For single phase materials, CTE is determined from atomic bonding, molecular structure and molecular assembly. An elevate temperature would increase thermal energy and lead to an increase in atomic movement. Weak atomic bonding with a low bonding energy would show a large CTE owing to an increasing interatomic distance.31, 32 For multiphase materials, such as composites, the CTE is dependent on each component phase and also the interactions between each phase. Weak interface bonding between phases could not effectively incorporate the contributions of each component, while the strong interfacial bonding could compromise each ingredient for thermal expansion properties.33, 34
The CSR particles showed a higher CTE value than the neat epoxy, and this mismatch would increase the CTE of CSR–epoxy composites. However, the result is that the CTE value of the modified epoxy was decreased with lower CSR particle load (0·5 wt-%). When the temperature decreases from room temperature (RT) to 77 K, the CSR–epoxy composite has undergone the course of physical aging, and this process made the system's free volume shrink. All CSR particles were well dispersed in the epoxy matrix and the CSR particles were tightly clamped by the epoxy phase.35, 36 It is due to the interfacial interaction and molecules of the epoxy matrix shrank. Therefore, the CTE was decreased. Even though CSR particles showed good compatibility with the epoxy resin, but all compositions of CSR particles showed the high CTE values, the CTE value do not decrease sharply comparing to the neat epoxy matrix. The CTE value of the modified epoxy was increased when the content of CSR particles was high (3·0 wt-%). It is due to inhomogeneous dispersion and poor interfacial interaction between CSR particles and the epoxy matrix.
CTE values above Tg
Figure 5 shows the CTE values of the neat epoxy and the CSR modified epoxy composites with different CSR loads above Tg range. As shown in Fig. 5, thermal properties of polymers and composites change dramatically above Tg because of free movement of molecular segments. The CTE values of all composites above Tg were higher than those of neat epoxy.
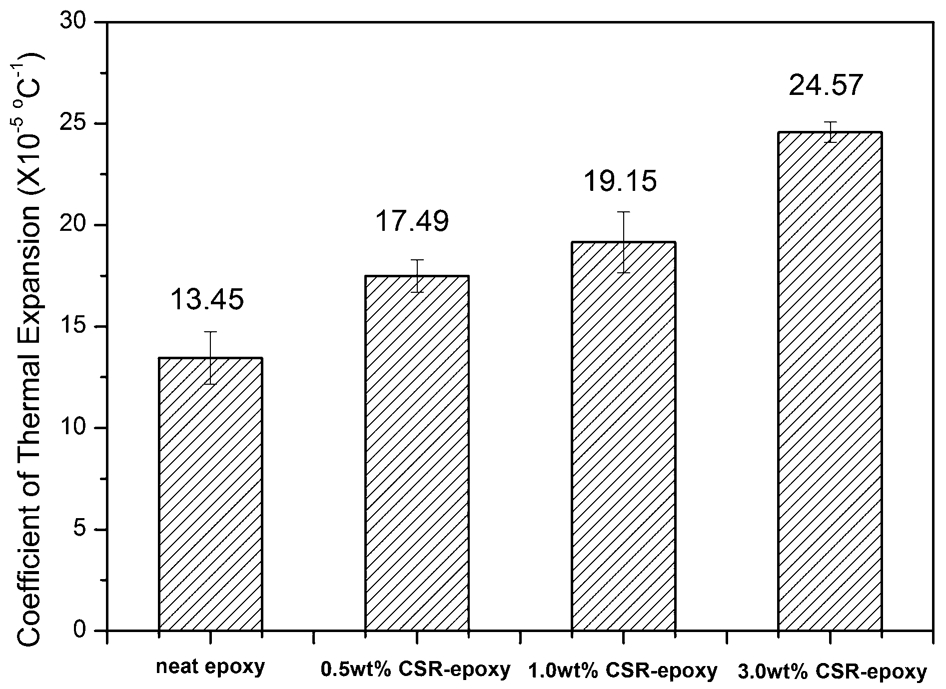
CTE values of neat epoxy resin and CSR particle modified epoxy resin above Tg
The CSR particles embedded within a polymer matrix have a fixed volume and exclude the occupancy of the polymer chains. The excluded volume of embedded CSR particles was regarded as a function of temperature and rose as the temperature increased. This increase in the excluded volume of CSR particles resulted in an enhanced CTE above Tg. The CTE values of CSR modified epoxy composites above Tg were higher than those of the neat epoxy resin. The CSR–epoxy composites with 3·0 wt-% CSR showed prominent enhancement while CSR–epoxy composites with 0·5 and 1·0 wt-% CSR showed a moderate enhancement. The result was completely opposite to the reduction effect below Tg. These experimental results were due to the structure and load of CSR. From the structure of CSR particles, it can be known that the shell is PMMA and the core is PBA respectively, and the content of PBA is 70·0 wt-%. Tg of PBA is −56·4°C. With increasing temperature, Brownian motion of the PBA was more active and needed more free volume. From Fig. 6f and g (RT and 77 K), it is shown that many CSR particles aggregated and the magnitude in increase excluded volume of CSR particles with rising temperature was quite huge. Therefore, the CTE values of modified epoxy with 3·0 wt-% CSR particle load increased prominently, comparing to the neat epoxy.
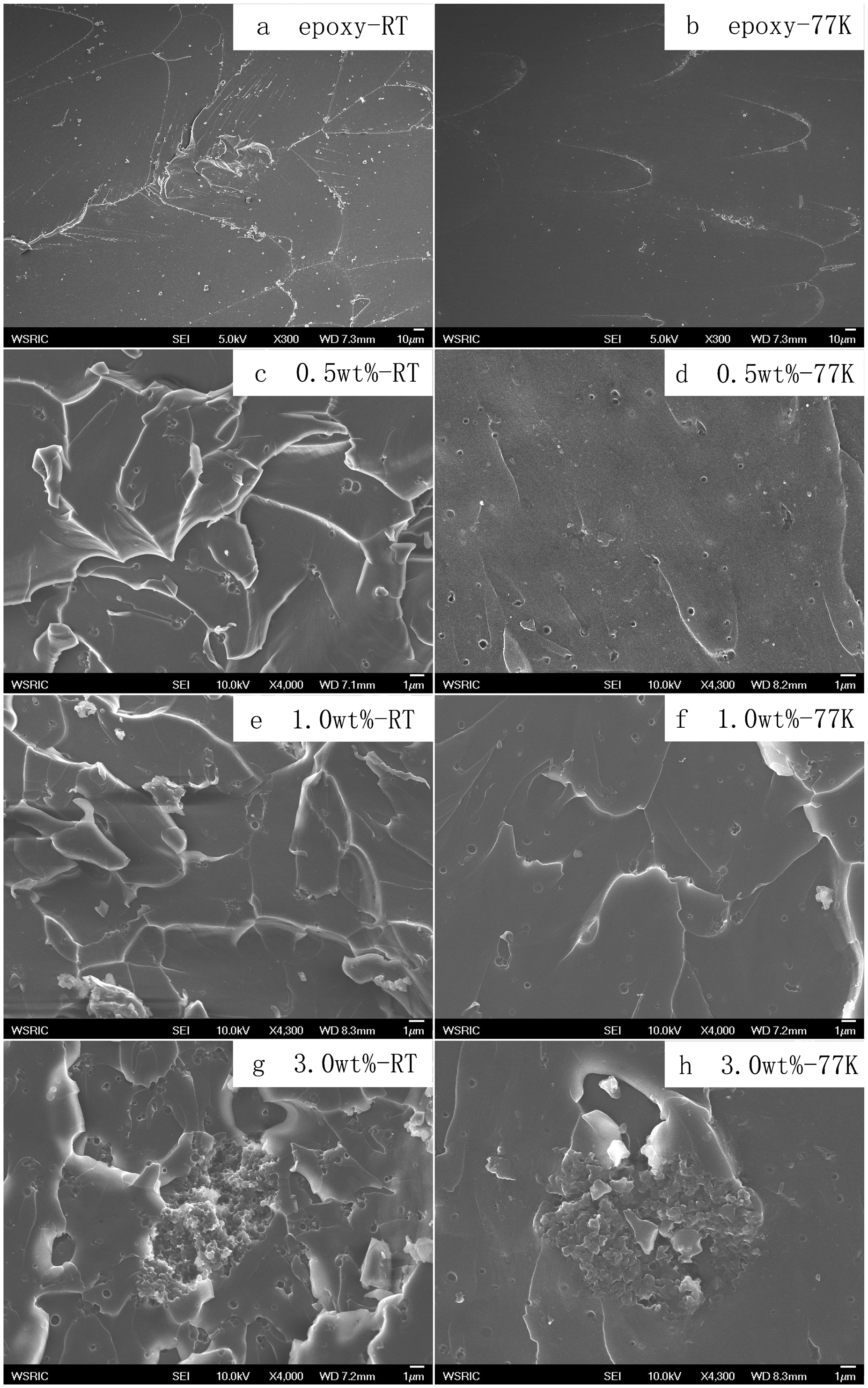
Images (SEM) of fracture surface for neat epoxy and composites at RT and 77 K
When the content of CSR was 0·5 wt-%, the CSR particles can be well dispersed in the epoxy matrix. Hence, the CTE of the modified epoxy composites with 0·5 wt-% CSR particle load above Tg showed only a slight increment compared to the neat epoxy. Similarly, the CTE of CSR–epoxy composites with 1·0 wt-% CSR particle load also showed an increment compared to the neat epoxy.
Mechanical properties of CSR particle modified epoxy resin
The stress–strain curves of epoxy and CSR–epoxy composites at both RT and 77 K are shown in Fig. 7. Clearly, the failure strain of epoxy resins at both RT and 77 K increases initially up to the maximum and then decreases with further increasing CSR particle content. The CSR–epoxy composites exhibit relatively ductile behaviour at RT compared to that at 77 K and the epoxy resin has obvious brittle behaviour at 77 K for all compositions. Mechanical properties of the CSR particle modified epoxy resin (at 77 K and RT) are shown in Table 2. Each data point is an average of at least five measurements. The error bars denote the standard deviation for the mechanical properties.
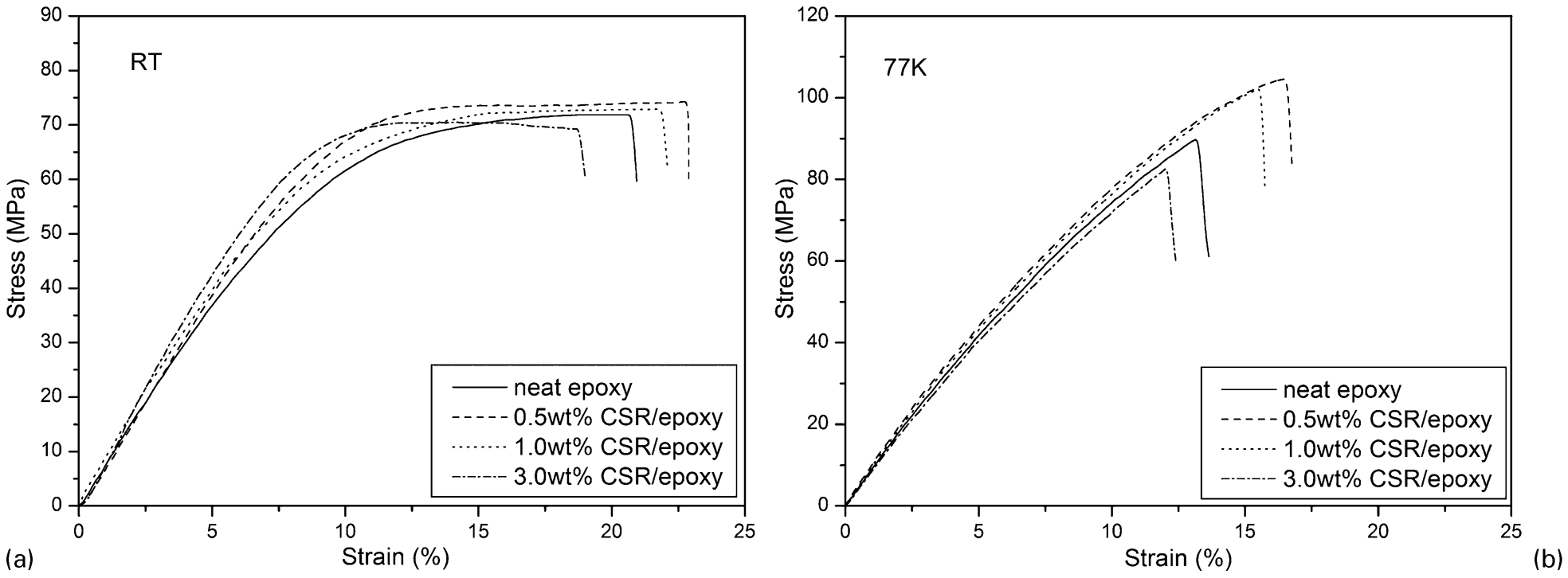
Stress–strain curves of epoxy and CSR–epoxy composites at a RT and b 77 K
Mechanical properties at 77 K and RT of epoxy and CSR particle modified epoxy composites
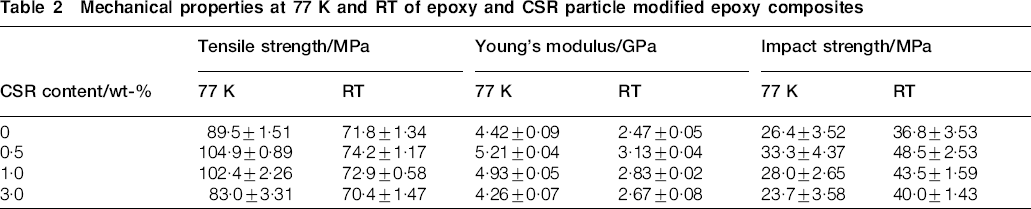
It is seen from Table 2 that tensile strength at 77 K reached the maximum with the CSR particle content of 0·5 wt-% followed by a decrease when the CSR particle content was higher than 0·5 wt-%. Moreover, it can be seen from Table 2 that the tensile strength at 77 K is higher than that at RT with the same composition. This can be explained as follows. On the one hand, when the temperature decreases from RT to 77 K, the chemical bond and molecules of the epoxy matrix will shrink and the binding forces between molecules will become strong. Thus, a larger load will be needed to break the epoxy matrix at 77 K, leading to a higher strength of the epoxy matrix at 77 K than at RT. On the other hand, the thermal contraction of the epoxy matrix due to the decrease in the temperature increased the clamping stress to the CSR particles at 77 K, this would lead to a strong CSR–epoxy interfacial bond. The well dispersion and relatively strong bonding lead to good stress (the stresses that arise because of thermal expansion mismatch between the phases present and outside) transfer from the epoxy matrix to the CSR particles and the CSR particles would have a high reinforcing efficiency. Low CSR content (0·5 wt-%), well dispersion of CSR particles can be observed in the epoxy matrix (Fig. 6c and d), leading to a higher strength than that of the epoxy matrix. The relatively weak bonding leads to poor stress transfer from the epoxy matrix to the CSR particles and the CSR particles would have a low reinforcing efficiency, resulting in the sensitivity of the composite strength to the CSR content. At the relatively high CSR content (3·0 wt-%), largely aggregated CSR particles can be observed in the epoxy matrix (Fig. 6g and h), leading to a lower strength than that of the epoxy matrix. This is because the agglomeration of CSR particles for the high CSR content gives rise to weak CSR–polymer interactions and high stress concentrations similar to the case of clay–epoxy nanocomposites, 37 resulting in the reduction of the tensile strength.
Table 2 also exhibits that Young's modulus of CSR particle modified epoxy composites at 77 K and RT reached the maximum with the CSR particle content of 0·5 wt-% followed by a decrease when the CSR particle content was higher than 0·5 wt-%. Young's modulus was increased respectively by 17·9 and 21·1% at 77 K and RT for the composites containing the 0·5 wt-% CSR particles compared with the neat epoxy matrix. Besides, Young's modulus at 77 K is higher than that at RT with the same composition. This is due to the fact that on the one hand, the molecules of the epoxy matrix become stiff due to the restrained mobility of the molecules when the temperature decreases to 77 K; on the other hand, any material would become stiffer at 77 K and thus the CSR particles would also become stiffer at 77 K than at RT. As a result, in terms of the theories for the particulate polymer composites 38 or short fibre reinforced polymer composites, it can be easily inferred that Young's modulus of the CSR particle modified epoxy composites must be higher at 77 K than at RT.
Impact testing of epoxy and CSR particle modified epoxy composites was conducted at both 77 K and RT and the results are shown in Table 2. In comparison to the neat epoxy, the impact strength of CSR particle modified epoxy composites at 77 K was enhanced 14·7 and 5·6%, respectively, with 0·5 and 1·0 wt-% CSR loads. However, the impact strength of CSR particle modified epoxy composites at 77 K was decreased 10·6% with 3·0 wt-% CSR loads. These results have a relationship with the dispersion state of CSR particles in epoxy matrix. CSR (0·5 wt%) particles were well dispersed and have good interfacial interaction throughout the epoxy matrix, which can effectively transfer the load to CSR particles and make the CSR particles plastic deformation at 77 K. Some CSR particles were well dispersed and the others aggregated in the epoxy matrix with 1·0 wt-% CSR particles, which cannot effectively transfer the load between the CSR and the epoxy matrix. Therefore, it cannot dramatically improve the impact strength at 77 K. Impact strength of 3·0 wt-% CSR modified epoxy composites at 77 K was decreased, mainly attributed to poor CSR particle dispersion within the epoxy matrix and poor load transfer between the CSR particles and the epoxy matrix.
Table 2 also shows that the impact strength is larger at RT than at 77 K with the same composition. This is mainly because the molecular mobility of the epoxy matrix would be lowered when the temperature was down to 77 K from RT. When rapid impact loading was applied to the samples, it would be difficult to yield plastic deformation and hence relatively low impact energies were required to break the samples at 77 K.
Morphology
In order to get insight into the details of the fracture surfaces, SEM characterisation was conducted to analyse dispersion and interface interaction effects in the CSR particle modified epoxy resin. Figure 6 shows the SEM results of the neat epoxy resin and these CSR particle modified epoxy resins at RT and 77 K.
The fracture surfaces of the neat epoxy resin at RT (Fig. 6a) and 77 K (Fig. 6b) were smooth with many ‘wavelike’ traces, which was caused by rapid crack propagation. 39 The neat epoxy resin exhibited fracture patterns that are typical of brittle thermoset. However, as CSR particles were added, the surfaces exhibit more complex patterns. The fracture surfaces for the 0·5 wt-% CSR particle modified epoxy resin were quite different from that of the neat epoxy resin at RT (Fig. 6c) and 77 K (Fig. 6d). The CSR particles were well dispersed in the epoxy matrix. Compared with that of the cured neat epoxy resin, the lubricity mirror plane was replaced by the numerous dichotomous microcracks.
The formation of microcracks was resulted from the decomposing and absorbing impact energy or the emergence of the deflection of crack propagation when the crack tips encounter the CSR particles. 40 Micrographs of the epoxy resin with 1·0 wt-% CSR particles are presented in Fig. 6e (RT) and f (77 K), where some CSR particles were well dispersed and the others aggregated in epoxy matrix. The occurrence of lines in Fig. 6c–h was probably due to multiple cracks merging as they grew. The CSR particles in 3·0 wt-% CSR loaded epoxy appear to aggregate, forming rubber rich domains of ∼15 μm in the epoxy matrix (Fig. 6g and h), which caused poor impact strength.
The literature indicates that CSR induced cavitations and shear yielding were typical mechanisms whereby epoxies are toughened.41, 42 Crazing with cavitations and shear yielding were also observed when CSR particles toughen other polymers.43, 44 In this study, CSR cavitations can be observed (Fig. 8). The cavity size is 0·4–0·7 μm, which is in agreement with that of CSR determined previously.
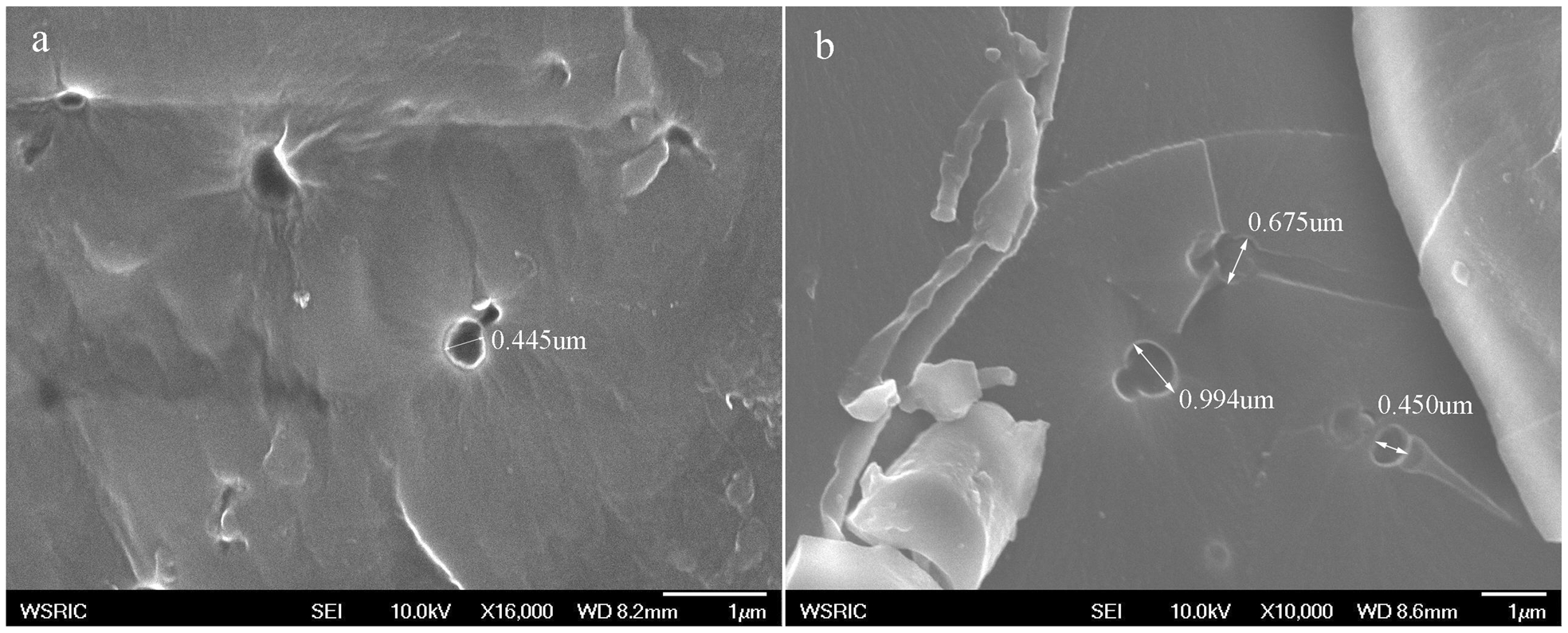
Images (SEM) of CSR cavitation of fracture surfaces of CSR–epoxy composites at a RT and b 77 K
It can be observed that the CSR particles can be easily pulled out from the epoxy matrix at RT and formed the cavitations (Fig. 8a) when the impact strength testing was carried out. However, it can also be observed that some CSR particles were pulled out while the others were not (Fig. 8b) at 77 K. This is due to the strong interfacial interaction between the CSR particles and the epoxy matrix at 77 K. The chemical bond and molecules of the epoxy matrix will shrink and the binding forces between molecules will become strong at 77 K.
DMA analysis
The DMA was performed to measure the mobility of the polymeric chain segments and to study the interphase properties of the neat epoxy resin and CSR particle modified epoxy resins. An oscillatory force was applied to the specimens at a fixed frequency. The storage modulus and tan δ of the resins are shown in Fig. 9. Evidently, the storage modulus in the glassy region of CSR particle modified epoxy resin was higher than that of the neat epoxy resin. The storage modulus of 0·5, 1·0 and 3·0 wt-% CSRs modified epoxy resin were 4481·8, 4169·9 and 3891·1 MPa, respectively, which were approximately 78·8, 66·4 and 45·3% higher than that of the neat epoxy resin at −150°C. The increased storage modulus in the glassy region suggests that CSR has a large impact on the storage modulus. The largest storage modulus of the composite investigated was measured with 0·5 wt-% CSR particles, showing 78·8% enhancement in storage modulus over neat epoxy at −150°C. That is due to the well dispersion of CSR particles in the epoxy matrix and well interfacial bonding with epoxy matrix.
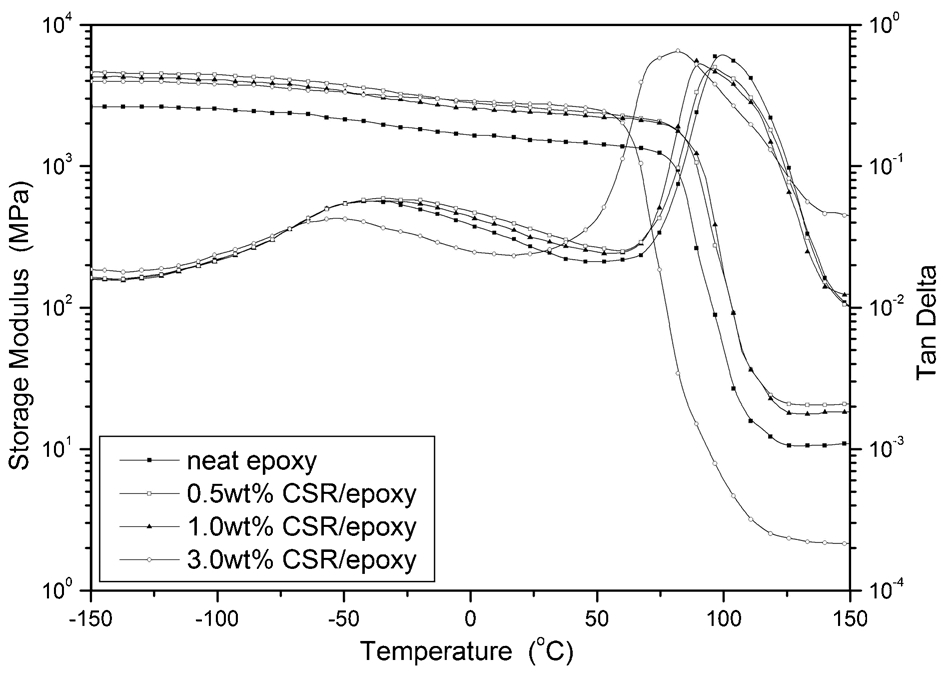
DMA curves of neat epoxy resin and CSR particle modified epoxy resin
The graph clearly shows similar trends with the Tg values of CTE test for both neat epoxy resin and CSR modified epoxy resin with different contents. In all the CSR modified epoxy resin systems, the Tg values occur at lower temperatures (3–8°C) than the corresponding neat epoxy resin. As shown in Fig. 9, the β-relaxation of the networks changed to the low temperature with increasing CSR particle content. This also shows that it is favourable for toughening epoxy resins in cryogenic temperature by introducing the CSR particles to the network.
Conclusion
In this work, CSR particles are integrated into epoxy resin and the CTE values of CSR modified epoxy resin are investigated via a TMA. Results of TMA test indicate that the CTE values of CSR–epoxy composites below Tg reached the minimum with the CSR particle content of 0·5 wt-%, then followed by an increase when the CSR particle content was higher than 0·5 wt-%. The CTE value under Tg was decreased 18·89% with 0·5 wt-% CSR particle content. The Tg of modified epoxy resin with different CSR loads were all lower than that of the neat epoxy resin. The mechanism of CTE and glass transition temperature (Tg) changes is discussed based on field emission scanning electronic microscopy observations. This study also investigated the effect of the CSR particles on the mechanical properties of epoxy composites at 77 K. The tensile strength, Young's modulus and impact strength of CSR–epoxy composites at 77 K and RT all reached maximum with the CSR particle content of 0·5 wt-%, followed by a decrease when the CSR particle content was higher than 0·5 wt-%. In comparison to the neat epoxy, the tensile strength, Young's modulus and impact strength at 77 K were increased 17·2, 17·9 and 26·1% respectively. The storage modulus of CSR particle modified epoxy resin in glassy region was higher than that of the neat epoxy resin. The storage modulus of 0·5, 1·0 and 3·0 wt-% CSRs modified epoxy resin was 4481·8, 4169·9 and 3891·1 MPa respectively, which was approximately 78·8, 66·4 and 45·3% higher than that of the neat epoxy resin at −150°C.
Footnotes
Acknowledgements
This project was financially supported by Excellent Talents Innovation Foundation (Grant No. 074200510019) and Project of Education (Grant No. 13A430248) of Henan Province and Youth Foundation of Henan University of Science and Technology of China (2010QN0013).