
Abstract
Aging of plasma surface modification of inkjet printing polyester fabric was investigated. Woven polyester fabrics were exposed to atmospheric pressure air plasma and then stored at the standard condition of 20°C and 65% relative humidity to perform the aging experiments. The surface morphology and chemical compositions of the control and treated samples were analysed by scanning electron microscopy and X-ray photoelectron spectroscopy. Wetting time was used to evaluate the surface hydrophilicity on each sample. The aging effect could be detected only in the surface chemical compositions, whereas the morphology remained stable for 45 days. Research on the antibleeding property and colour strength showed that the inkjet printing property of polyester fabrics decreased with increasing aging time until a plateau value was reached. The modified fabrics should be printed within 24 h after plasma treatment in order to get fresher colour and better antibleeding performance.
Introduction
As one of the environmentally friendly processes, the plasma technique has been widely used to modify the surface properties of polymers and textile materials over the past decade.1 Compared with traditional methods, plasma treatment has the following advantages: it only modifies the outermost thin layer of the surface, while the bulk properties will be kept untouched; lower chemical consumption and higher security; no waste water produced; less burden on the environment; and totally fit to the definition of ecological textile manufacturing.2 It is well known that plasma activation is not durable, and this behaviour is called aging effect. Some research has been performed on this potential effect of plasma surface modification. Vesel et al.3 have examined the stability of functional groups on the plasma modified polyethylene terephthalate (PET) surface stored in a dry plastic box using X-ray photoelectron spectroscopy (XPS) and found that the concentration of the newly formed functional groups decreased by ∼15% after 1 day of aging. Morent et al. showed that the working gas used during plasma treatment has a significant influence on the aging behaviour of both polypropylene and PET films. The air, helium and argon plasma treated polypropylene films have a loss in treatment efficiency of 47, 35 and 25% respectively, while the air, helium and argon plasma treated PET films have a loss in treatment efficiency of 39, 34 and 29% respectively.4 Pykönen et al. investigated the aging effect of the atmospheric plasma and corona treatments when used to treat paper substrates and showed that the decay in surface energy was faster during the first weeks of storage and subsequently levelled off, leading to a permanent change.5 However, a limited number of papers have recently been published regarding the aging of the surface properties of fabrics plasma modified for inkjet printing.
In our previous work, atmospheric pressure plasma treatment was applied to polyester fabric for pigment inkjet printing. Zhang and Fang showed that the images of inkjet printed on treated polyester fabrics exhibited deeper and more vivid colour compared with untreated fabrics.6 – 8 The purpose of this research is to study the aging of the surface properties of woven polyester fabrics treated with atmospheric pressure plasma for inkjet printing. The surface modification effect of the plasma treatment was characterised by changes in the wetting time on the top and bottom sides of each sample. The effects of plasma treatment on the K/S values and antibleeding properties of fabrics were analysed. Scanning electron microscopy (SEM) and XPS were employed to determine the morphological and chemical changes of the surface after plasma treatments and storage.
Experimental
Materials
The fabric used in this study was a chemically untreated white polyester plain weave fabric (100%, 62 g m−2) with a thickness of ∼0·25 mm. Cyan, magenta, yellow and black pigment based ink (Nanocolorants and Digital Printing R&D Centre of Jiangnan University) were also used for inkjet printing.
Plasma treatment
The experimental facility (in Fig. 1) used in this study was an ST/RI pulse plasma surface modification equipment (Shanghai Textile Research Institute, Shanghai, China), which has an active exposure area of approximately 25×25 cm between two copper electrodes with 1–6 mm gap separation. Each copper electrode is embedded in a glass dielectric barrier with a thickness of 6 mm. The device is powered by a range of 0–500 W power supply operating in the frequency of 1 kHz. As schematically shown in the figure, the fabric was directly put into the reactor. The entire dielectric barrier discharge was performed using air at an atmospheric pressure of 180 s with a gap distance of 3 mm, which have been proven as optimum treatment conditions.6 Samples were then stored at the standard condition of 20°C and 65% relative humidity to perform the aging experiments.
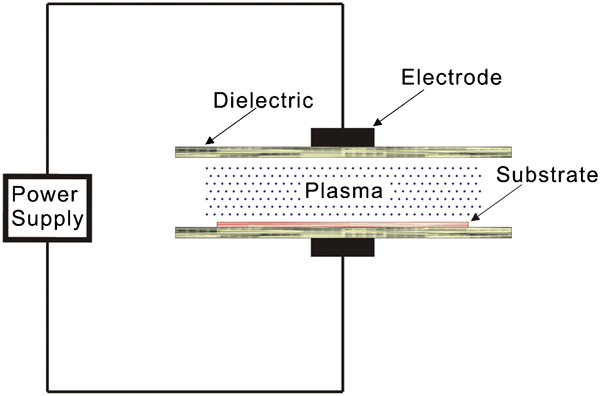
Schematic view of atmospheric pressure plasma treatment system
Inkjet printing procedure
The samples were inkjet printed with a Mimaki JV4-180 digital printer (Mimaki Company, Nagano, Japan) and subsequently baked at 120°C for 3 min with a Minni thermo-350 baker (Roaches Company, Dewsbury, UK).
Surface morphology
The fibre surface morphology was observed using a SEM (JSM-5610), which is the best known and most widely used tool for surface analysis. The polyester fabric specimens were inspected at ×4000 magnification to examine the surface morphological changes caused by the plasma treatments. All the samples were coated with gold before SEM testing, and all the images were obtained at ambient conditions immediately after plasma treatment.
Surface chemical analysis
The surface chemical composition of the polyester fabric was analysed on an RBD upgraded PHI-5000C ESCA system (PerkinElmer) with Mg Kα radiation (hν = 1253·6 eV). X-ray anode was run at 250 W, and the high voltage was kept at 14·0 kV with a detection angle of 54°. The sample was directly pressed to a self-supported disc (10×10 mm) and mounted on a sample holder before transfer into the analyser chamber. The spectra were normalised with respect to the C–C peak positioned at 284·6 eV. All the measurements were performed shortly after plasma treatment.
Wetting time
A microlitre syringe was used to place a distilled water droplet of 3 μL on the fabric surface. The time for the droplets to be completely absorbed into the fabric was taken as the wetting time.9 An average of at least five measurements was taken for each condition. The measurements were performed with a DSA-100 drop shape analyser (Krüss Co. Ltd, Hamburg, Germany) to evaluate the wettability of the top and bottom sides of each fabric layer.
Antibleeding property
A DZ3 video focus exchanged microscope (Union Optical Co. Ltd, Tokyo, Japan) with a zoom ratio of 14 and total magnification from ×30 to –×5880 (with ½ charge coupled device and 19 in. monitor) was used to measure the antibleeding performance of the treated and untreated inkjet printing fabrics at ×75 magnification.
Colour strength
The K/S value is useful when formulating colours for inkjet printing. It is assumed that the scattering S of pigment depends on the properties of the substrate, while the absorption K of light depends on the properties of the colourant. The change of K/S value will reveal the ink absorption of the polyester fabric. A higher K/S value indicates a deeper colour. An X-Rite Premier 8400 colour measurement system (X-Rite Company, Grandville, MI, USA) was used to measure the relative colour strength (K/S value) of samples with illuminant D65 and visual angle of 10°.
Results and discussion
Surface morphology
The SEM images were observed to comprehend the alteration of surface morphology of the control and air plasma treated polyester fibre surfaces, as shown in Fig. 2, with a magnification of ×4000. As can be seen in Fig. 2a and b, the sample showed an increased surface roughness, which indicated that an etching action had occurred on the fibre surface. The main species in the plasma that are responsible for the etching effect are positive ions and photons, with the abilities of breaking primary chemical bonds and inducing cross-linking.10, 11 Therefore, the rough surface could provide more capacities for the fabric to capture water and inks and also facilitate the penetration of water and inks into the polyester fabric.12, 13
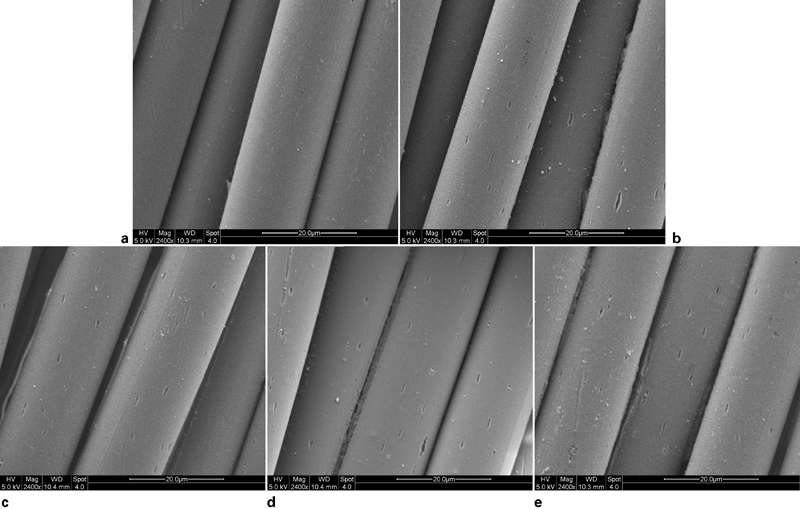
Images (SEM) of a control and plasma treated samples stored for b 0, c 1, d 7 and e 45 days
When comparing Fig. 2b–e, no remarkable difference of roughness was found during storage. It can be thought that there is no evidence of morphological change for the plasma treated polyester fibres aged for 45 days as reported in the literature.14
X-ray photoelectron spectroscopy analysis
X-ray photoelectron spectroscopy analysis was performed to detect changes in the chemical composition of the fabric surfaces after plasma treatment. The overall scans of the control and plasma treated samples stored for different times are shown in Fig. 3, and it mainly contains C 1s and O 1s peaks. The O 1s peak of the polyester fabric after plasma treatment was higher than that of the untreated one. The N 1s peaks appeared on the spectra of the plasma treated samples, which suggest that few nitrogen containing groups are formed on the sample surface after plasma modification.
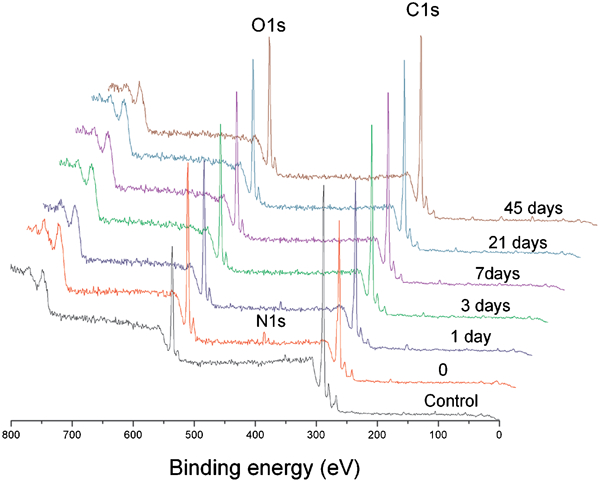
X-ray photoelectron spectroscopy survey scans of control and plasma treated samples stored for 0, 1, 3, 7, 21 and 45 days
The atomic concentration and the O/C atomic ratio variation for the polyester fabrics during the storage time are shown in Fig. 4. The content of C 1s decreased, while the content of O 1s increased, and the O/C ratio on the surface of the plasma treated fabric increased by 0·1 compared to the untreated one. These results suggest that oxygen was incorporated into the surface of the polymer when treated by plasma. The introduction of oxygen containing polar groups in the polyester surface may be the main reason for the hydrophilic improvement.
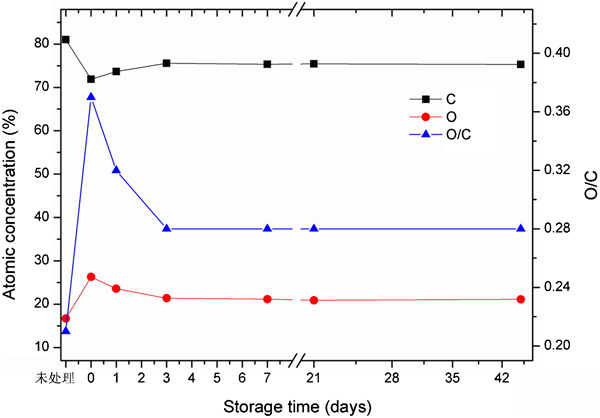
Atomic concentration and O/C atomic ratio variation for polyester fabrics during storage time
However, the content of O 1s gradually decreased while the content of C 1s increased during storage. As a result, the O/C atomic ratio of the sample immediately decreased from 0·37 to 0·32 after 1 day and sequentially decreased to 0·04 after another 24 h. It was because the polar chemical groups reorientate into the bulk of the material during the aging process.15 Important to mention is the fact that the plateau value of the O/C ratios after aging is considerably higher than the O/C ratios of the untreated samples. This means that a certain oxygen concentration induced after plasma treatment remains on the surface.
In order to investigate what chemical functional groups are introduced to the polyester surface after plasma treatment, deconvolution analysis of C 1s peaks was performed. As well documented in the literature, the spectrum of the polyester contains four peaks at 284·60, 286·10, 288·10 and 288·75 eV, which may be respectively assigned to C–C/C–H, C = O (and/or C–OH), C = O and O = C–O (and/or COOH).16 – 19 The concentrations of the different carbon bonds for the stored samples as a function of aging time are shown in Fig. 5. The C–C and C–H components significantly decrease after plasma treatment, and at the same time, most of the oxygen containing polar groups, such as C = O, C–OH and COOH, increase on the surface of the treated polyester fibres. This result indicates that some of the C–C and C–H bonds in the polyester fibre surface may be broken by the plasma treatment, and then the broken C–C and C–H bonds will recombine with the oxygen atoms produced by plasma to form the oxygen containing polar groups, as reported in the literature.20, 21
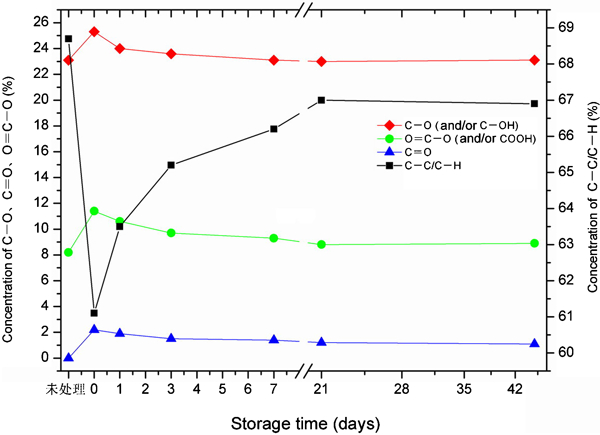
Concentrations of different carbon bonds as function of aging time for polyester fabrics
Figure 5 also shows that with increasing aging time, the concentration of the oxidised carbon groups decreased gradually until a plateau value was reached. In contrast, the concentration of the C–C bonds increased gradually with increasing aging time until a plateau value was reached. Nevertheless, the plateau value of the concentration of the oxidised carbon groups after aging is considerably higher than the value of the untreated samples. This phenomenon indicates that the polymer surfaces never completely recover during storage.
Wettability analysis
The water absorption times for the control and treated polyester fabrics are shown in Fig. 6. The wetting times for both sides of the samples were markedly reduced after plasma treatment. During storage, the wetting time of each sample increased gradually. After 1 day, the wetting time increased from 496 to 1732 ms for the top side of the sample and from 512 to 2106 ms for the bottom side. These results indicate that the rate of change of wetting time in oxidised functional groups is the highest in the first few days of aging, while after ∼3 days, the surface stabilised. Nevertheless, even 45 days after the initial plasma treatment, the surface modified fabrics were still more wettable than the control sample. Therefore, the large increase in water absorption time after storage is mainly due to the loss of oxygen containing functional groups on the polymer surfaces.
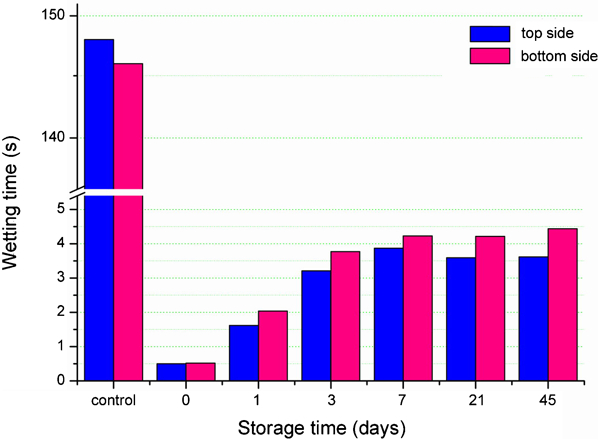
Wetting times for control and plasma treated samples stored for 0, 1, 7, 21 and 45 days
Antibleeding performance
Images of 2·0×2·0 mm area on the fibre surfaces, which present the antibleeding performance of the control and plasma treated fabrics, are shown in Fig. 7. As can be seen in Fig. 7a, the bleeding phenomena of four colour inks on the untreated polyester fabric were severe along the edge of the inkjet printed fabrics. After plasma treatment, the antibleeding performance was dramatically improved with excellent sharpness. It was due to the hydrophilic improvement of the fabric, consequently expediting the absorption speed and increasing the holding ability of the inks.
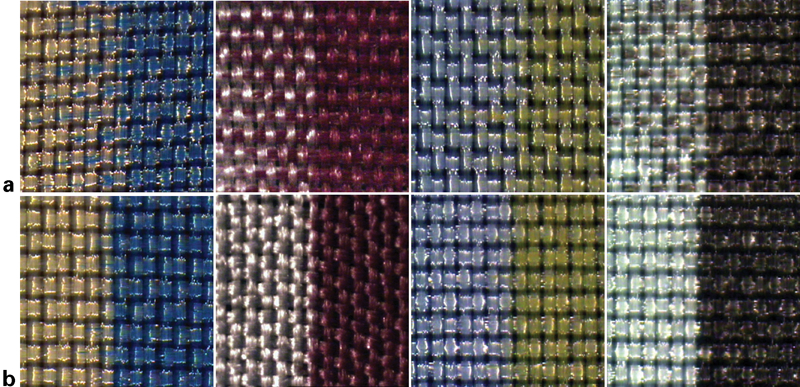
Images of polyester fabrics which were taken by DZ3 video focus exchanged microscope at 75 multiple after inkjet printing with pigment inks: a control; b plasma treated samples
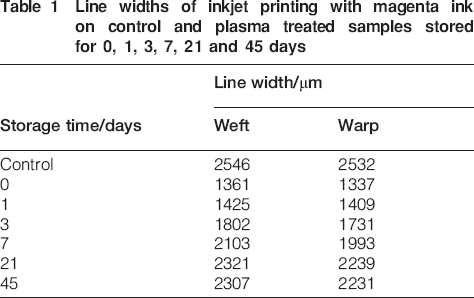
The line widths of inkjet printing on the control and plasma treated samples stored for different times are shown in Table 1. Compared with the 2500 μm line width on the untreated sample, the line width on the treated sample decreased to ∼1300 μm, and 1 day later, it slightly increased to ∼1400 μm. During the storage, the line width of inkjet printing gradually increased and showed a tendency to reach the initial value of 2500 μm.
Line widths of inkjet printing with magenta ink on control and plasma treated samples stored for 0, 1, 3, 7, 21 and 45 days
Effects of plasma on colour strength
The K/S values of inkjet printing on the control and plasma treated fabrics are summarised in Fig. 8. As can be seen, the black K/S value was evidently higher than the others due to the smaller particle size, which was propitious to strengthen the pigmentation. The dramatically increased K/S values indicate that the chroma of the sample increased. It was because the etching and the polar groups introduced to the fibre surface enhanced the antibleeding property of the polyester fabric, consequently increasing the amount of ink colourant stayed on per area of the fabric. As can be seen, the K/S values decreased gradually during the first 7 days but did not change as much from 7 to 45 days. The results are consistent with the results of wetting time measurement and XPS analysis.
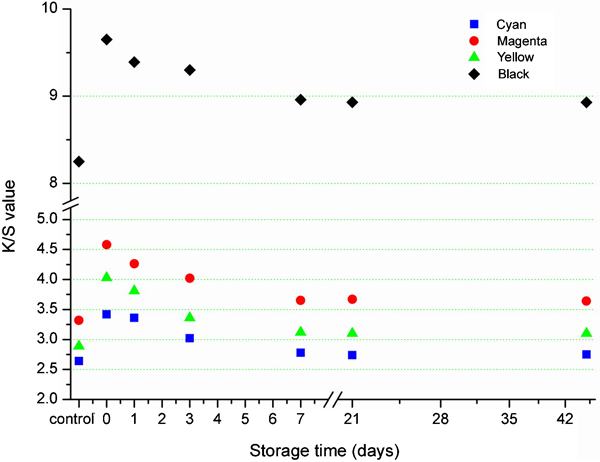
K/S values of inkjet printing on control and plasma treated samples stored for 0, 1, 3, 7, 21 and 45 days
Conclusion
In this study, the atmospheric pressure air plasma was selected to investigate the influence of aging behaviour on the inkjet printing property of polyester fabrics. The treated fibres showed an increase in surface roughness from the SEM images and did not change during storage. The water absorption time increased, while the amount of oxygen containing polar functional groups on the fibre surfaces decreased during the first week of storage until a plateau value was reached. During the storage, the antibleeding property of the treated samples gradually decreased and showed a similar tendency to the colour strength of inkjet printing. Therefore, it can be concluded that the aging behaviour of the plasma surface modification has a significant influence on the inkjet printing property of the polyester fabric. The modified fabrics should be printed within 24 h after plasma treatment in order to get fresher colour and better antibleeding performance.
Footnotes
Acknowledgements
The authors wish to thank Mr A.-J. Shen and Mr Y.-Y. Zhang of Shanghai Textile Research Institute for providing the plasma equipment.