
Abstract
Investigation results concerning microstructure and mechanical properties of the bilayer coatings are presented in this work. Gradient/monolithic coatings [Ti/Ti(C,N)-gradient/CrN, Cr/CrN-gradient/CrN] were deposited onto the aluminium alloy (Al–Si–Cu) substrate by cathodic arc evaporation method. The microstructure of the achieved layers was examined using TEM and SEM. Change of the chemical composition was measured using a glow discharge optical emission spectrometer. The physical vapour deposition coating structure is composed of small crystallites with an average size between 15 and 20 nm, depending on the coating type. Images (SEM) showed that the deposited coatings are characterised by compact structure without delamination or defects and that they closely adhere to each other. The Ti(C,N)/CrN coatings demonstrate the highest hardness and abrasive wear resistance.
Introduction
A growing interest is noticed in light metals in recent years and especially in materials with low density and relatively high strength properties. This materials group includes, in particular, aluminium and its alloys. Aluminium alloys find their applications in the automobile and aviation industry. The big popularity of the aluminium alloys in these industry branches is connected with their general functional properties, namely, their low density of 2689 kg m−3, good mechanical properties, good corrosion resistance and very good machinability. These properties are the reason for using them for car and aircraft engine bodies and housings of gearboxes, clutches, water pumps and rear axles, making it possible to decrease the operating expenses as well as decrease the fuel consumption. Owing to the limited fossil fuel stores and environmental problems associated with fuel emission products, there is a push in the automotive industry to make cars lighter in order to reduce fuel consumption. The use of aluminium alloys can significantly decrease the weight of automobiles without sacrificing structural strength.1 – 3
Deposition of hard coatings on material surface by physical vapour deposition (PVD) technology features one of the most intensely developed directions of improvement of the working properties of materials. This technology makes it possible to modify their surface by shaping their physical and chemical properties. Giving new operating characteristics to the commonly known non-ferrous alloys may be frequently obtained by depositing simple monolayer, multilayer, gradient or nanocomposite coatings using the PVD methods.4 – 10 Functional gradient coatings create a new class of coatings, with properties and structure changing gradually. Frequently, a rapid difference between the top coating and substrate properties occurs, causing a stress concentration in this area, both during the manufacturing and operation of the element. This causes fast degradation demonstrated by cracks and delamination of the coatings. The application of functional gradient coatings offers a possible solution of the issue.4 – 6,9,10 The aim of this paper is to examine the structure and mechanical properties of the gradient/monolithic coatings deposited by PVD method onto the ACAlSi9Cu and ACAlSi9Cu4 casting aluminium alloys after heat treatment.
Experimental
The materials used for investigation were the aluminium alloys AlSi9Cu and AlSi9Cu4. The chemical compositions of the investigated aluminium alloys are presented in Table 1. The computer aided engineering method was employed in this research for depositing the hard, wear resistant PVD coatings. The coating deposition process was carried out in the arc vacuum chamber based on the arc evaporation method, the so called cathodic arc evaporation, in an Ar, N2 and C2H2 atmosphere. Cathodes containing pure metals (Cr, Ti) were used for deposition of the coatings. Just before the coating deposition process, the specimens were prepared, applying the standard procedure of chemical cleaning using the multistage washing in ultrasonic cleaner, and then they were ion etched in the chamber to clean the surfaces in the atomic scale and to activate it. Conditions of the coating deposition are presented in Table 2.
Chemical composition of investigated aluminium alloys

Deposition parameters of investigated coatings
During metallic layer deposition.
†During gradient layer deposition.
‡During ceramic layer deposition.
The examinations of thin foil microstructure and phase identification were made on the JEOL 3010CX TEM at an accelerating voltage of 300 kV. Microstructure and qualitative and quantitative chemical composition analysis in micro-area investigation was performed using SEM Zeiss Supra 35 with the X-ray microanalysis (energy dispersive spectroscopy).
The cross-sectional atomic composition of the samples (coating and substrate) was obtained using a glow discharge optical spectrometer, GDOS-750 QDP, from Leco Instruments. The following operation conditions of the spectrometer Grimm lamp were fixed during the tests: lamp inner diameter, 4 mm; lamp supply voltage, 700 V; lamp current, 20 mA; working pressure, 100 Pa.
Wear resistance investigations were performed using the ball on disc method. The tungsten carbide ball with a diameter of 3 mm was used as the counterpart. The tests were performed at room temperature by a defined time using the following test conditions: load, Fn = 5 N; rotation of the disc, 200 rev min−1; wear radius, 2·5 mm; shift rate, −0·05 m s−1.
The microhardness tests of the coatings were made with a Shimadzu DUH 202 ultramicrohardness tester. Measurements were made with 10 mN load to eliminate the substrate influence on the coating hardness.
Results and discussion
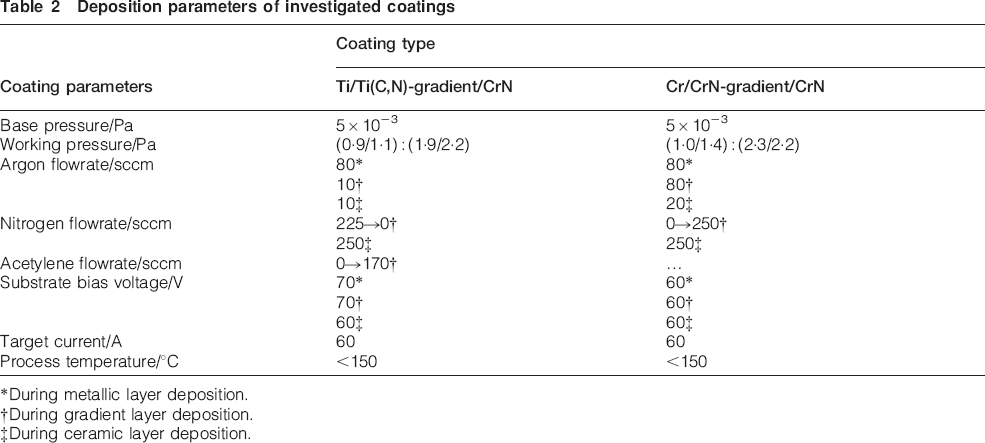
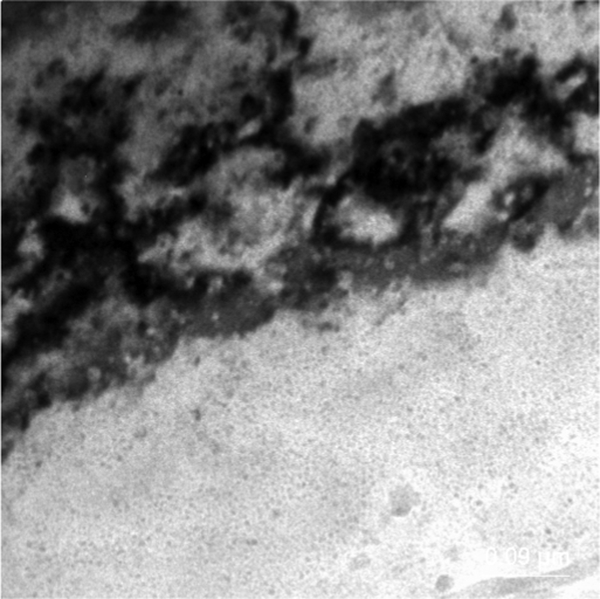
Results of diffraction measurements achieved by the high resolution TEM (Figs. 1–8) allowed to identify the Al and CrN phases present in the Cr/CrN/CrN surface layer and Ti/Ti(C,N)/CrN surface layer respectively. For both cases of the investigated bilayer coatings produced on aluminium light alloys, the nanocrystalline character was proved (Figs. 1, 3 and 4). Investigations performed on TEM made it possible to investigate the character of the transition zone between the analysed Cr/CrN/CrN layer and substrate. It can be observed that the transition zone, separating the revealed phases having different crystal structures, shows a continuous transition character with a distinct heterogeneity. Electron diffraction investigations allowed to identify the CrN phase as the major phase in the surface layer, with the zone axis
 , as well the α-Al phase present in the substrate with the zone axis
, as well the α-Al phase present in the substrate with the zone axis
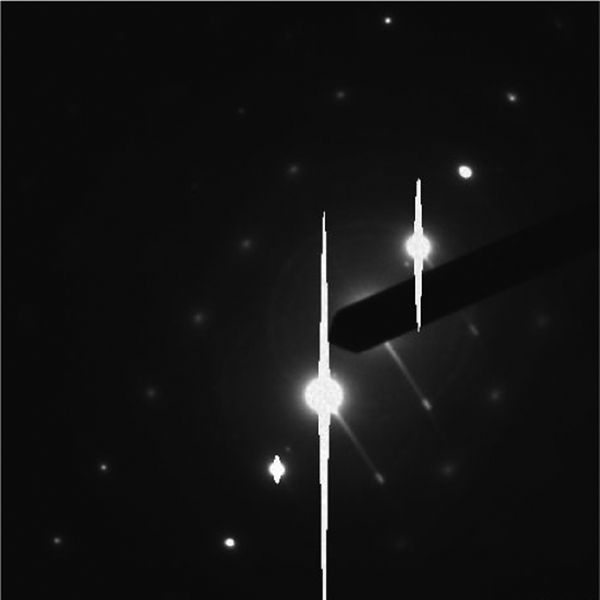
 (Figs. 5 and 6). The CrN phase was determined as a cubic phase of the 225-Fm3m space group with the d spacing of a = b = c = 0·414 nm. Especially, investigations performed using the dark field technique on the TEM confirmed in case of the both produced layers that the size of the CrN crystallites does not exceed the limit of ∼20 nm in the majority of cases (Figs. 1 and 4). Furthermore, a globular bulk shaped morphology and homogeneity of these crystallites was found, as well a low statistical dispersion in the range from 15 to 20 nm.
(Figs. 5 and 6). The CrN phase was determined as a cubic phase of the 225-Fm3m space group with the d spacing of a = b = c = 0·414 nm. Especially, investigations performed using the dark field technique on the TEM confirmed in case of the both produced layers that the size of the CrN crystallites does not exceed the limit of ∼20 nm in the majority of cases (Figs. 1 and 4). Furthermore, a globular bulk shaped morphology and homogeneity of these crystallites was found, as well a low statistical dispersion in the range from 15 to 20 nm.
Boundary between Cr/CrN/CrN surface layer and AlSi9Cu substrate, bright field, TEM

Boundary between Cr/CrN/CrN surface layer and AlSi9Cu substrate, dark field, TEM
Diffraction pattern of monocrystalline surface CrN layer presented in Fig. 1

Solution of diffraction pattern presented in Fig. 3 with zone axis
for Al phase and
 for CrN phase
for CrN phase
Fine crystalline structure of CrN coating fracture, bright field, TEM
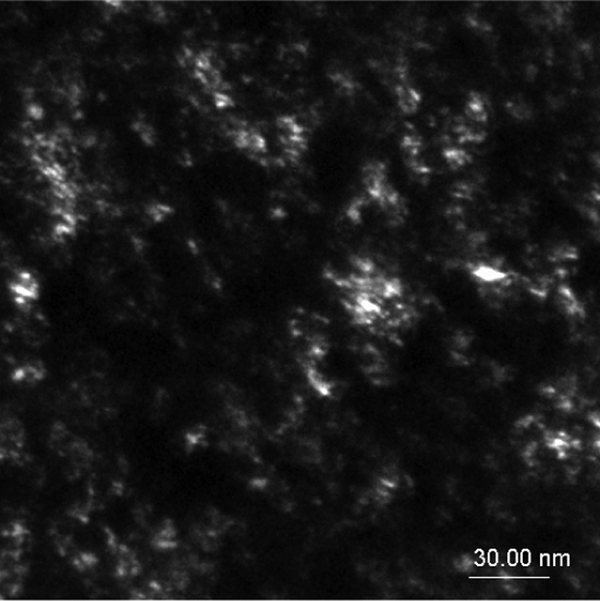
Fine crystalline structure of CrN coating fracture, dark field, TEM
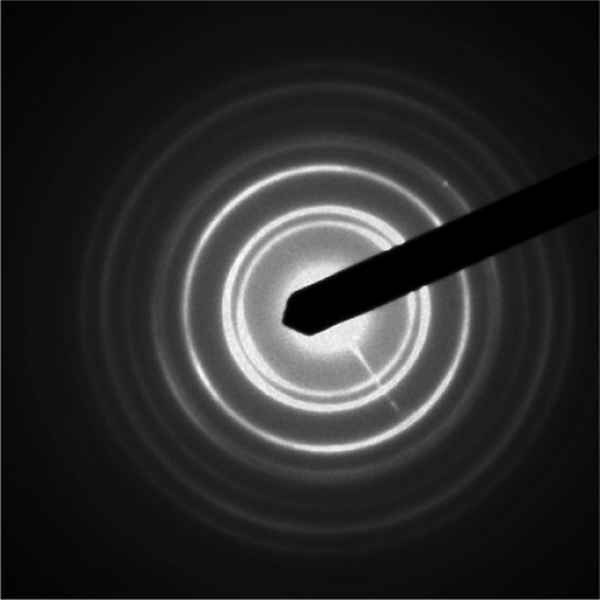
Diffraction pattern of polycrystalline surface CrN layer presented in Fig. 5
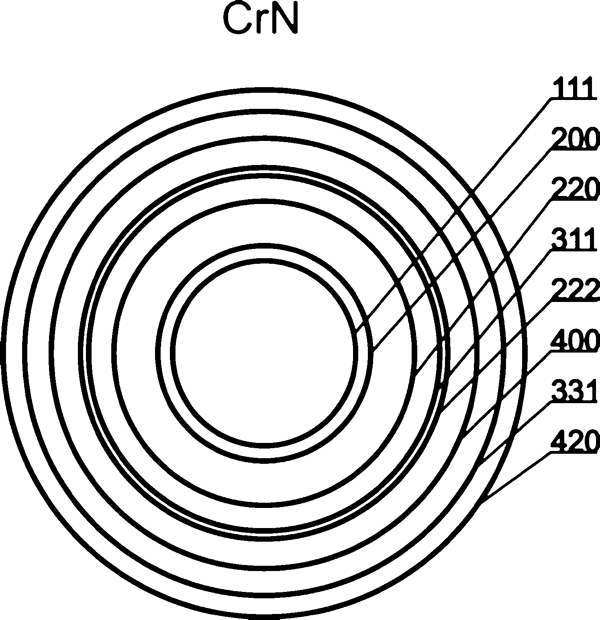
Solution of diffraction pattern presented in Fig. 7
Investigations of the fractures of the aluminium alloys coated with the Cr/CrN/CrN and Ti/Ti(C,N)/CrN layers show an occurrence of a sharp transition zone between the substrate and coating. Moreover, it can be observed that the obtained coatings show a compact structure, without visible delamination and defects, and they are uniformly coated and tightly adhere to the substrate. Morphology of the coating fracture is characterised by a lack of columnar structure (Fig. 9). Investigations carried out on SEM allowed to determine the thickness of the produced coatings, which is in the range of up to 3·3 and 1·8 μm for the Ti/Ti(C,N)/CrN and Cr/CrN/CrN layers respectively (Figs. 9). Observations of the fractures confirm that the coating Ti/Ti(C,N)/CrN shows a layered structure, with a distinct transition zone between the coatings and gradient TiCN layer and the wear resistant CrN layer achieved using separate sources of metal vapour (Fig. 9a). The existing sublayers are characterised by a varying thickness, with the middle gradient layer in the range of up to 2·5 μm and the upper layer of up to ∼0·6 μm. For the Cr/CrN/CrN coating, there does not exist a clear transition zone between the sublayers. Investigations performed on a SEM revealed that the layer of the Ti/Ti(C,N)/CrN type shows a higher heterogeneity in comparison to the Cr/CrN/CrN layer, which is associated with the occurrence of the microparticles in the structure in the shape of the evaporated droplets, whose presence is due to the nature of the cathodic evaporation process (Figs. 9–11). The droplets observed in SEM are noticeably different in terms of size and shape (regular and irregular shape, slightly flat). There were also some hollows formed probably when the solidified droplets break off after the PVD process is completed (Figs. 9–11). As a result of the investigations concerning the qualitative chemical composition analysis, the occurrence of the main elements like Al, Si, Cu, Fe, Mn, Ti, C, N, Cr and Mg in the investigated samples was confirmed. The analysis was performed after heat treatment on the surface layer of the samples (Fig. 12); also, some information was acquired concerning the mass and atomic element concentration in selected points and microareas of the substrate and the coated surface layer.
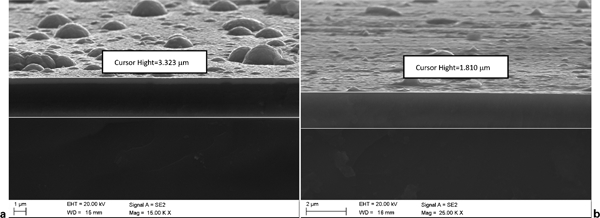
Fracture of a Ti/Ti(C,N)/CrN coating and b Cr/CrN/CrN coating deposited onto AlSi9Cu substrate
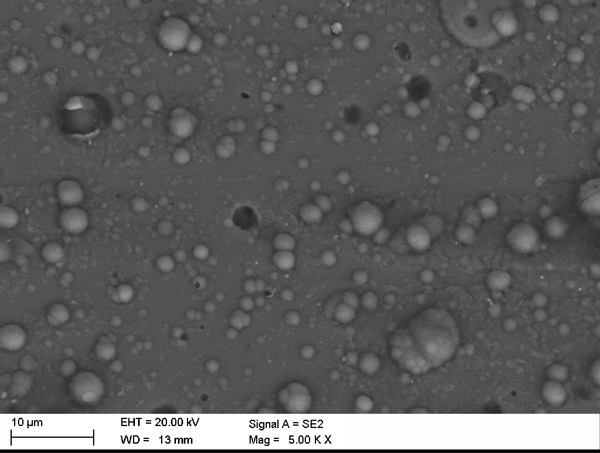
Surface topography of Ti/Ti(C,N)/CrN coating deposited onto AlSi9Cu4 substrate
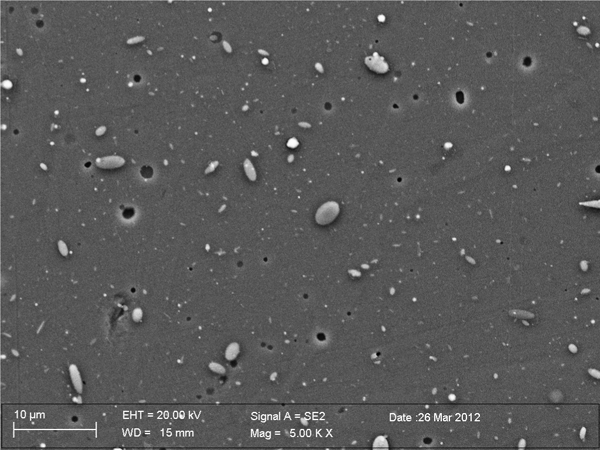
Surface topography of Cr/CrN/CrN coating deposited onto AlSi9Cu substrate
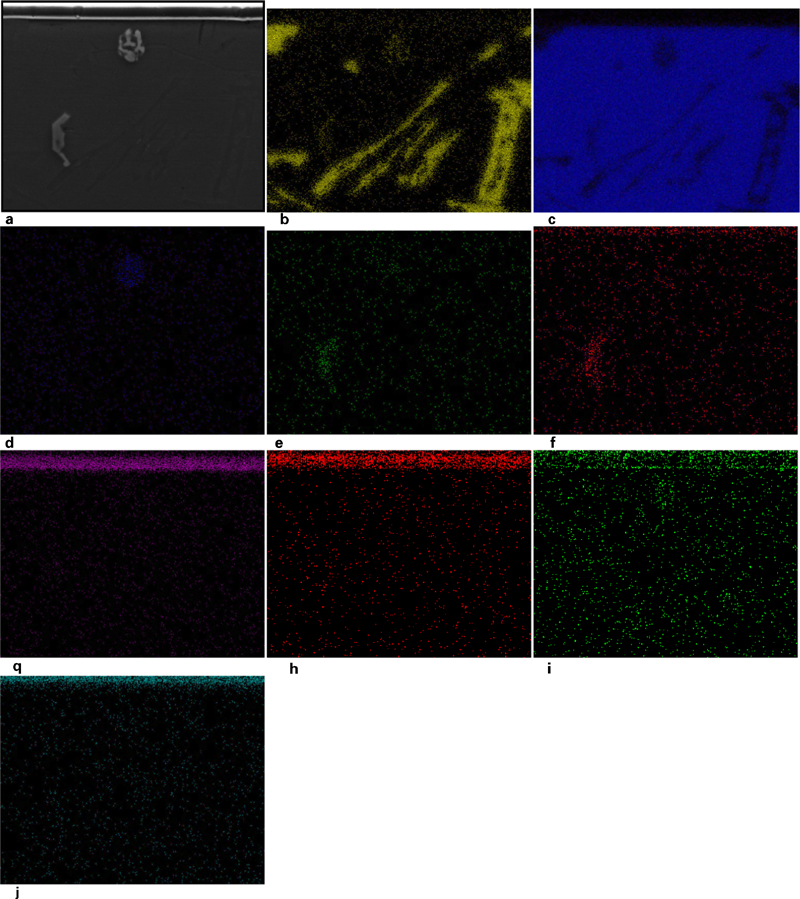
Chemical element surface mapping of deposited Ti/Ti(C,N)/CrN coating onto AlSi9Cu4 substrate: image of secondary electrons and maps of elements’ distribution:
Microstructure observations carried out using the SEM and energy dispersive spectroscopy microanalysis, as well as the literature data confirm that in the investigated alloys, precipitation of the following type occurs: α-Al solid solution with precipitations of the β-Si phase distributed in the matrix in the form of big plate shaped conglomerates or fibrous particles creating the α+β eutectic grains, as well as phases of the Al2Cu and A15(Fe, Mn)3Si2 type.1, 2 Qualitative analysis of the chemical element distribution performed on the cross-section of the investigated sample clearly confirms increase in the concentration of the elements at grain boundaries of the produced coatings (gradient/monolithic) (Fig. 12).
Changes of coating component concentration and substrate material made in GDOS are presented in Fig. 13. The tests carried out with the use of GDOS indicate the occurrence of a transition zone between the substrate material and the coating, which results in the improved adhesion between the coatings and the substrate. The concentration of the elements of the substrate in the transition zone between the coatings and the substrate increases with the simultaneous rapid decrease in concentration of elements contained in the coatings. The existence of the transition zone should be connected with the high energy ion action that caused mixing of the elements in the interface zone. Such results, however, cannot be interpreted explicitly, due to the non-homogeneous evaporation of the material from the sample surface. In the case of the investigated coatings, we can clearly notice the thin chromium interlayer, whose task is to increase the adhesion of the main coating to the substrate.
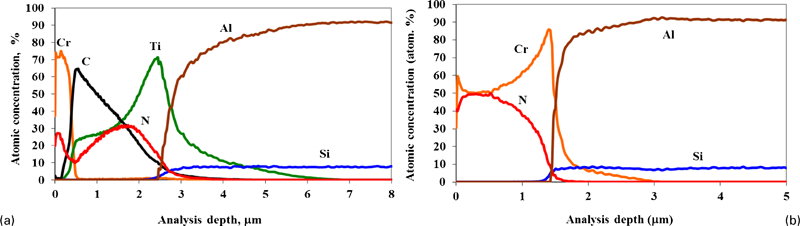
Changes of constituent concentration of a Ti/Ti(C,N)/CrN and b Cr/CrN/CrN deposited onto substrate from cast aluminium alloy AlSi9Cu
A property strongly related to the hardness and microhardness of the material surface is wear resistance of the material that occurred mainly due to fatigue, subjected to repeated variable loads or by mutual abrasion of two interacting elements. The most often investigated types of wear are tribological mechanisms, caused by friction induced processes due to the fact that they constitute ∼80% of all cases of wear that occurred. To determine the tribological properties of the investigated coating deposited on the aluminium alloy substrate, an abrasion test under dry slide friction conditions was carried out with the ball on disc method. Table 3 presents the friction coefficient and sliding distance results for each type of the investigated substrate. Under technically dry friction conditions, after the wearing-in period, the friction coefficient recorded for the associations tested is stabilised in the range of 0·14–0·57 depending on the used substrate and coatings. Comparing the friction coefficient results with the friction path length, it was found that the best wear resistance is characteristic for materials coated with Ti/Ti(C,N)/CrN. However, the results of the friction path length for the Ti/Ti(C,N)/CrN coatings were at a level exceeding even four times the results of the friction path length achieved for the Cr/CrN/CrN coatings.
Characteristics of tested coatings

As the result of the microhardness investigation using the Vickers method was revealed, the applied PVD coatings on the aluminium alloy substrate makes it possible in an effective way to enhance the resistance to plastic deformation of the analysed surfaces. The hardness of the aluminium alloy substrate without coating is 100 HV (AlSi9Cu) and 108 HV (AlSi9Cu4), as settled upon hardness tests. It was confirmed that both the chemical and the phase composition, working conditions of the PVD process as well the substrate material influence the microhardness of the investigated coatings. In the case of coatings produced by the cathodic PVD process in a N2 atmosphere of the type Cr/CrN/CrN, there was a clear microhardness increase of 100% compared to the microhardness of the substrate material (after precipitation hardening). The microhardness of the produced coatings, in this case, did not exceed the value of 2000 HV. However, for coatings with a gradient carbide–nitride coating obtained in an atmosphere containing CH4 and N2 of the type Ti/Ti(C,N)/CrN, the highest increase of surface microhardness >2000 HV was found (Table 3), which also significantly correlates with the wear resistance of these coatings.
Conclusion
Owing to the character of the investigated material (aluminium alloys) and its relatively low melting point, the technological PVD processes were performed at temperatures of up to 150°C. Investigations carried out using TEM confirmed that the Al and CrN phases occurred in the surface layer. In order to evaluate the crystallite size of the obtained phases, the dark field technique was used. The size of the measured crystallites is up to 20 nm. Fracture investigations confirmed the occurrence of a sharp transition zone between the substrate and the coating. Moreover, it can be observed that the obtained coatings show a tight and compact structure with a lack of the visible delamination and defects, and they are uniformly coated and tightly adhere to the substrate. Comparing the friction coefficient results with the friction path length, it was found that the best wear resistance is characteristic for materials coated with Ti/Ti(C,N)/CrN, which is also characterised by the highest hardness value.
Footnotes
Acknowledgements
This research was financed partially within the framework of the Polish State Committee for Scientific Research Project no. 4688/T02/2009/37 headed by Dr T. Tański.