
Abstract
Polyvinyl acetate (PVAc) adhesives present several advantages: ready to use, short setting time, flexible joint, easy to clean and long storage life. On the other hand, formaldehyde-based adhesives are less expensive and give a rigid bond.
In this work, the combination of a PVAc glue and UF resin for surfacing MDF with wood veneer was assessed. The reactivity of different mixing ratios was evaluated using ABES (automated bonding evaluation system) machine as well as the wettability of beech veneers after different heat pre-treatments. The obtained results have shown that a mixture of PVAc/UF could be used for surfacing MDF with beech veneer without loss of mechanical properties, when compared with pure PVAc.
Keywords
Introduction
PVAc based glues are very common in the furniture and joinery applications, because they are very easy to handle and apply and they have a long storage life. PVAc glues are aqueous polymer dispersions and can be used at room temperatures. Moreover, usually, these adhesives are odourless and non-flammable (Uysal 2005). However, due to their characteristics, as the low moisture resistance and creep (thermoplasticity), common PVAc adhesives are restricted to non-structural and interior applications (Heinrich 2001). Modifying PVAc glues with crosslinkers (such as aluminium chloride, aluminium nitrate or methylene diphenyl diisocyanate, among others (Frihart 2005; Fernandes et al. 2008) provides performance meeting water resistance classes D3 to D4, according to EN 204 standard. On the other hand, UF resins are the most widely used adhesives in the manufacture of wood based panels. They present rigid bonds with high reactivity, excellent adhesion to wood and lower prices (Dunky 2001). However, environmental requirements, such as stringent formaldehyde emission regulations (Carvalho et al. 2012), and new product specification, have forced producers to find new tailor-made gluing solution, without losing productivity and quality (Eom et al. 2006; Kim et al. 2006; Kumar et al. 2007; Ferra et at. 2010; Costa et al. 2012; Costa et al. 2013a; Paiva et al. 2012). Innovative formaldehyde-free adhesives have also been studied, but lower reactivity, higher price or difficult application did not convince the industrial producers (Despres et al. 2008; Despres et al. 2010; Prasittisopin and Li 2010; Amasio et al. 2011; Tang et al. 2011).
Several studies dealing with the comparison of performance between these two kinds of adhesives have been published. Uysal (2005) studied the bond strength and dimensional stability of laminated veneer lumber after the steam test, demonstrating that UF resins present better performance than PVAc. Other authors approached the combination of PVAc with other formaldehyde-based adhesives. Wang et al. (2010) studied the cure kinetics of PF/PVAc hybrid adhesives and reported that their reactivity did not differ significantly and complete cure was not inhibited by the presence of PVAc. Cui and Du (2013) developed a novel PVAc type emulsion as a curing agent for UF resins. There are also solutions already in the market based on the combination of PVAc adhesives and formaldehyde-based adhesives for furniture and flooring applications, with negligible formaldehyde emission (Pedersen 2010).
Despite being one of the most important construction products, wood presents some drawbacks, such as dimensional stability and biological degradation. Some treatments improve its properties, one of the most important being thermal treatment. Tiemann (1920) showed, in 1920, that drying at high temperatures decreased the equilibrium moisture and the consequent swelling of wood. Currently, thermal treatments are usual in wood engineering industry. At lower temperatures (below 150°C) the process taking place is essentially wood drying, starting with loss of free water and being followed by loss of bound water. The most important chemical transformations take place at temperatures comprised between 180 and 250°C, which is the temperature range generally used for wood treatments. Above 250°C carbonization processes start to occur (Esteves and Pereira 2009). The main effect of the heat treatment is the decrease in equilibrium moisture, leading to an improvement of wood dimensional stability, mainly due to decrease of hygroscopicity (Esteves 2009). Pecina and Paprzycki (1988) reported that the wettability of wood decreased for wood heat treatments between 130°C and 210°C, and related this behaviour with formation of degradation compounds. Thermal treatments on wood should be prudently executed because an excessive hydrophobic behaviour could retard and even impair absorption of glues and varnishes.
Although there are a few studies in literature (Altinok et al. 2011), further investigation is necessary to tailor the glue mixture characteristics, not only to comply with application technologies (viscosity, solid content, pH, wettability), but mostly to improve process efficiency (fast setting times and less products rejects).
In this work, the reactivity and bonding performance of pure PVAc and UF adhesives, as well as glue mixtures with 25, 50 and 75 wt-% of PVAc was assessed by ABES. The wettability of unmodified and thermally treated wood veneer by the different mixtures was also compared using a contact angle meter. The most promising formulations were used for surfacing MDF with wood veneer in a pilot hot-press. Results relating adhesive mixture composition with the mechanical properties of MDF overlaid with beech veneer are shown and discussed.
Material and methods
Materials
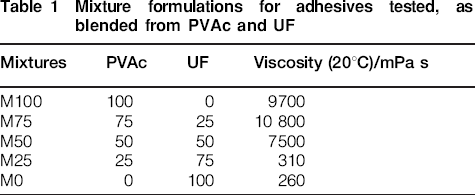
PVAc (D1 class) and UF adhesives (E2 class) were provided by EuroResinas – Indústrias Químicas, S. A. (Sines, Portugal). Steamed beech veneers for ABES and wettability tests were supplied by Sonae Indústria, PCDM S. A. (Mangualde, Portugal). The following formulations were prepared and the viscosity was measured (see Table 1). The amount of hardener (ammonium sulphate) is 6% (based in solid UF resin).
Mixture formulations for adhesives tested, as blended from PVAc and UF
Methods
ABES tests
Beech veneer strips with 117×20 mm (with a thickness of 0·07 mm) were cut using a pneumatically driven sample cutting device for standardised ABES sample preparation (supplied by Adhesive Evaluation Systems, Corvallis, OR, USA) and were stored in our laboratory at 25°C and 65% RH. The glue mixes were applied manually with a spatula and the spread rate (70 g m−2) was controlled in a precision balance. After the desired temperature was reached, adherent pairs of strips were mounted in the system with an overlapping area of 20×5 mm2 and pressed together at 1·2 N mm−2. After the pressing time had elapsed, bonds were pulled at the pressing temperature (i.e. without cooling). The bond strength was tested almost instantaneously in shear mode (the system is digitally controlled and pneumatically driven) (Martins et al. 2013).
Surface soundness
For the production of MDF overlaid with a beech veneer in a laboratory scale press, MDF boards with dimensions of 20×20×18 mm were used. The veneers (with a thickness of 0·7 mm) were cut to 20 by 20 mm. The glue mix was spread at a rate of 70 g m−2 on MDF surface and a veneer was bonded to the upper face. The assemblies were subjected to around 3 min open assembly time at room temperature, and then pressed with a pressure of 7 bar and a platen temperature of 130°C for 60 s. To test the glueline between MDF and wood veneer, the surface soundness test method (EN 311) was applied. Specimens were prepared according to the procedure indicated in the standard. A circular groove was cut into the surface of the test pieces by means of a milling tool. Steel mushroom-shaped pads were bonded to the test piece with a hot melt adhesive and then placed in a special accessory in a Universal Testing Machine. The surface soundness for each piece was calculated as the ratio between the maximum force and surface area (Martins et al. 2013).
Surface treatment
The veneer strips were subjected to thermal treatment using the ABES hot-press. The veneer strips were pressed at three temperatures (150, 170 and 190°C) and for 30 min. After conditioning, the strips were bonded with different adhesive mixtures (25, 50 and 75% of PVAc) and the bonding performance was tested using ABES (pressing conditions: 80°C and 150 s). The treated strips were also subjected to wettability tests.
Contact angle measurements
The determination of contact angles of the resin droplets on wood strips were performed with the sessile drop method using a contact angle goniometer Dataphysics, model OCA 20, a video based measuring device equipped with a software for image analysis. The static mode was chosen and the data acquisition was performed at a frequency of one sample per second. The droplet volume was 4 μL and the measurements were performed in the grain direction of wood. For each wood strip, an average of three drops was considered. Contact angles of the mixtures on the wood surface were measured over time (to 150 s) allowing the drop to reach the equilibrium.
Results and discussion
Mechanical tests
Adhesive mixtures M100, M75, M50 and M25 were tested in ABES machine at 80°C. Tests with resin M0 were not performed due to the low reactivity of UF resins at this temperature. Figure 1 shows the shear strength evolution with increasing pressing time obtained, as obtained with the ABES tests. The mathematical model used to describe the bond strength development was previously presented by Costa et al. (2013b). Although this model was developed for pure UF resins, it fits the experimental data for these mixtures quite well. The formulations M25 (25% PVAc) presents lower reactivity than the pure PVAc (M100). However, for the mixtures with, at least, 50% of PVAc the reactivity of resin was not negatively affected.
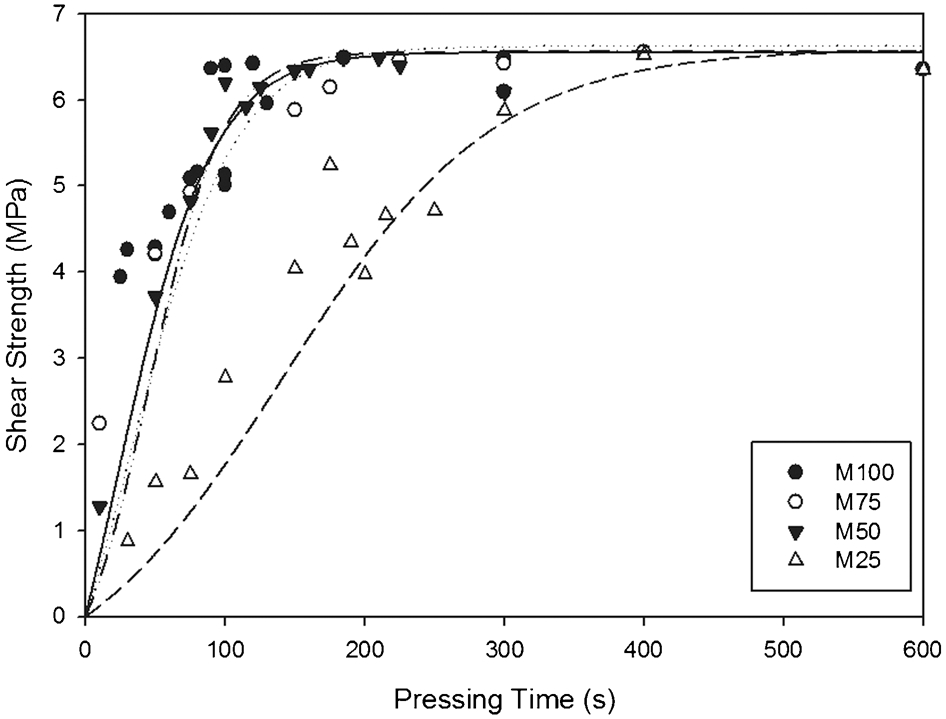
Shear strength evaluated using ABES apparatus for the mixtures UF/PVAc at pressing temperature of 80°C
Figure 2 shows the shear strength development obtained with the formulation M50 for three pressing temperatures 70, 80 and 90°C. As expected, increasing the pressing temperature, the reactivity of this mixture increased significantly. For temperature of 90°C, the maximum of shear strength is attained after 60 s.
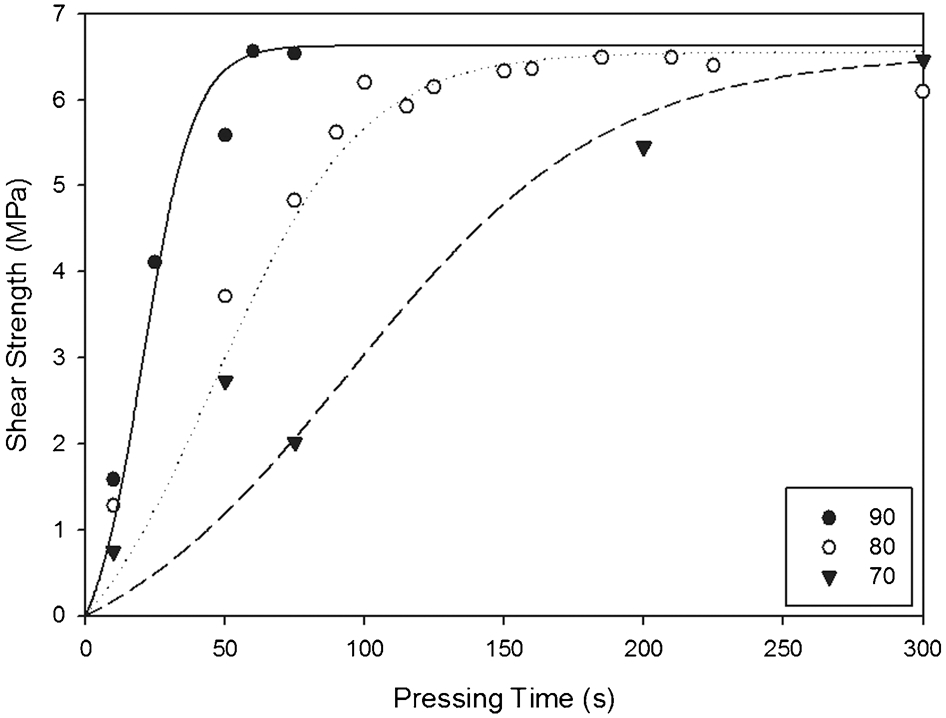
Shear strength development evaluated using ABES apparatus for resin mixture M50 for pressing temperatures of 70, 80 and 90°C
Figure 3 shows the results of surface soundness tests of MDF overlaid with untreated beech veneer. Apparently, UF (M0) resin presents better results than PVAc (M100) resins. However, the standard deviation of tests is high. When 20 wt-% of flour is used as filler, the surface soundness for the formulation M100 increases, while for M50 and M0 seems to be similar. Nevertheless, these mechanical tests show that half of PVAc resin could be replaced by UF resin, without loss of the surface soundness.

Surface soundness of MDF overlaid with untreated beech veneer for adhesive mixtures M100, M50 and M0 (
no filler;
 20 wt-% flour).
20 wt-% flour).
Wettability tests
PVAc adhesives are, usually, difficult to apply due to their high viscosity. Nevertheless, part of the adhesive spread in the wood surface penetrates into the wood. Excessive penetration of adhesive will cause a lack of adhesive into the joint, avoiding the formation of sufficient bonding linkages at surface and, consequently, decreases bonding performance. To attain a good adhesive performance, it is needed to increase the resin load, increasing adhesive consumption and the final costs. Surface heat treatments reduce some mechanical properties of wood and reduce surface wettability. This wettability reduction can also help to reduce adhesive consumption.
Different surface heat treatments were made to beech veneer, considering temperatures between 150, 170 and 190°C during 30 min. Figure 4 shows the evolution of the contact angle of resin M0 in beech veneer with different surface heat treatments. The contact angles for the other mixtures (not shown here) evolve with time following similar trends, despite attaining different equilibrium values. Figure 5 shows the equilibrium contact angle of the different resins on different thermally treated beech veneers.
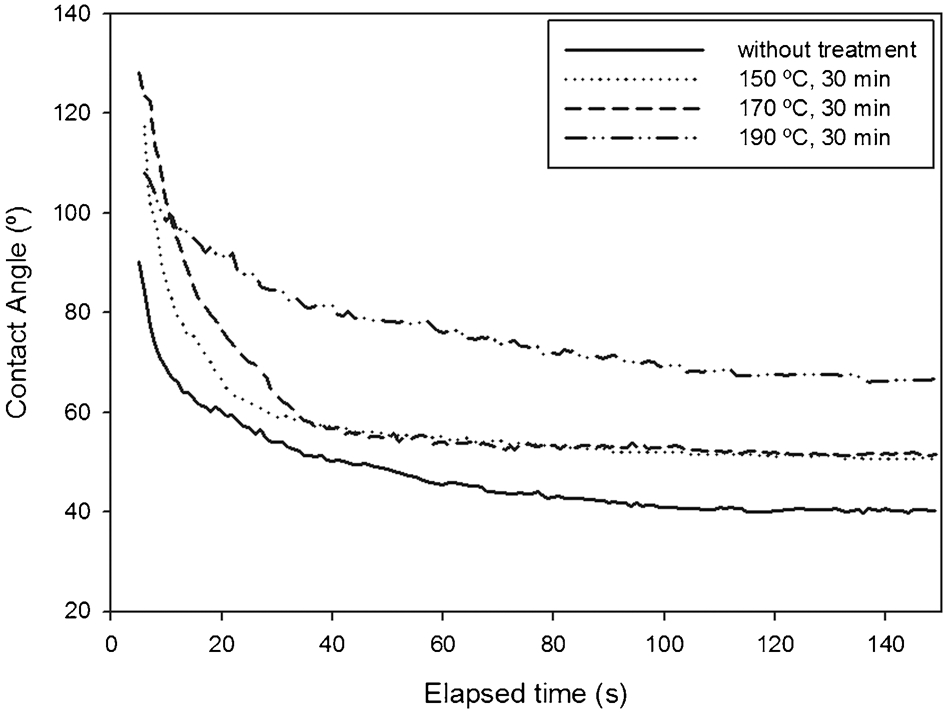
Evolution of contact angles with time for resin M0 on thermally treated beech veneer
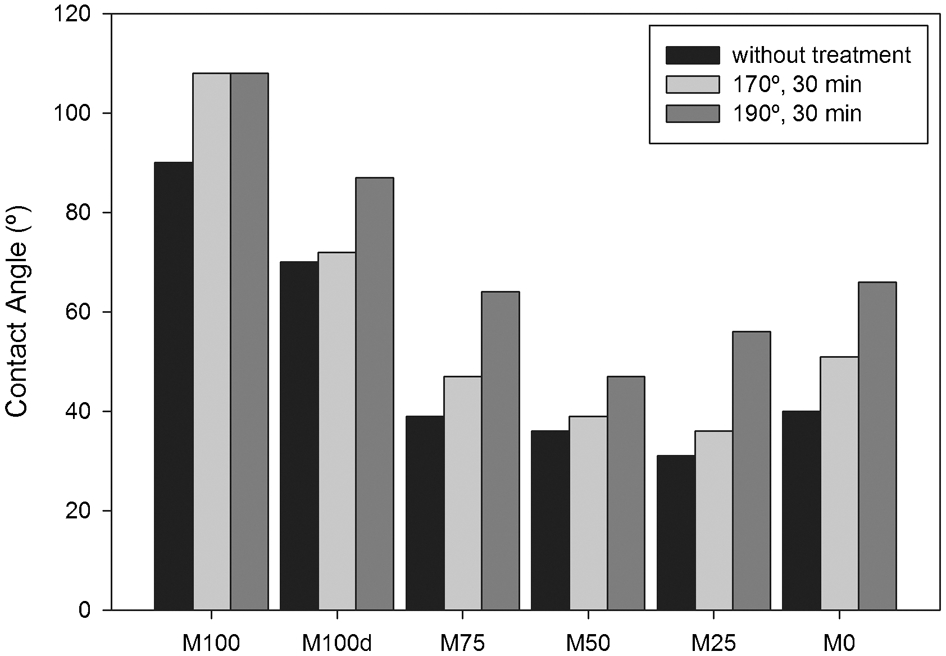
Equilibrium contact angles of different resins on thermally treated beech veneer
Heat treatment during 30 min, even at 150°C is sufficient to increase the equilibrium contact angle. At 170°C similar results are obtained. However, for temperatures of 190°C the wettability of beech veneers decreased substantially. These results are in agreement with studies carried by other authors, which reported several chemical transformations above 180°C (Esteves and Pereira 2009). Over-heating deteriorates the physical condition of wood surfaces with respect to adhesion by oxidation, by forcing hydrophobic extractives to migrate to the surface, by irreversible closing of larger micropores on cell walls and reduction of active hydroxyl sites (Suomi-Lindberg et al. 2001). As a consequence, wood surface energy decreases, reducing the wettability. Figure 5 shows the equilibrium contact angle for untreated and thermally treated at 170°C and 190°C samples for all adhesive mixtures. It was assumed that equilibrium contact angles of samples thermally treated at 150 and 170°C were equivalent, as mentioned above. Mixture M100 presents the highest equilibrium contact angle for untreated wood, which could be explained due to the highest viscosity of the adhesive and consequent reduction of wettability. This assumption is supported by the substantial reduction on the equilibrium contact angle of the diluted PVAc (M100d), with lower viscosity which favours penetration on wood structures. M100d results from the dilution of M100 to 47 wt-% of solid content. As the proportion of PVAc/UF is decreased, the contact angle decreases until mixture M50 (see Fig. 5). This adhesive mixture presents the lower equilibrium contact angle. The mixture formulation M25 present an equilibrium contact angle slightly higher than M50, but lower than M0. Scheikl and Dunky (1996) also noticed that the addition of 20% of PVAc to a UF resin permitted a better wetting of wood surface. All the resins present a slight increase in the equilibrium contact angle for heat treatments at 170°C and a substantial increase for 30 min heat treatment at 190°C. This trend was observed for all mixtures, except for resin M100, where the heat treatment at 170°C was sufficient to increase the equilibrium contact angle significantly, although no differences were found for heat treatments at temperatures of 170 and 190°C.
Figure 6 shows the maximum shear strength (80°C, 150 s) obtained with ABES for mixtures M25, M50 and M75, for untreated and thermally treated beech veneers. As seen in Fig. 1, M25 does not reach the maximum shear strength [around 6 MPa, limit of beech veneers (Costa et al. 2013b)] at 150 s. However, when using beech veneers treated at 150 and 170°C, shear strengths around 6 MPa are obtained, indicating that the changes on the wood surface promote adhesive cure. This increase in resin reactivity might be related to formation of acidic species, which improve UF catalysis. Samples treated at 190°C does not present the same improvement, possibly due to the compounds formed in the chemical transformations above 180°C as reported by Esteves and Pereira (2009). Mixture M50 presents the greatest shear strength of all heat treatments tested, probably due to an improved synergy between the two adhesives. Mixture M75 presents similar shear strength values for untreated and thermally treated samples at 150°C. However, at 170 and 190°C thermally treated samples show a substantial reduction in shear strength when compared with untreated wood. This is probably due to the decrease of wettability and surface inactivation by oxidation of wood bonding sites.

Maximum shear strength obtained with ABES of beech veneers treated thermally (
no treatment;
 150°C, 30 min;
150°C, 30 min;
 170°C, 30 min;
170°C, 30 min;
 190°C, 30 min)
190°C, 30 min)
Conclusion
Addition of up to 50 wt-% urea-formaldehyde resin to PVAc glue did not affect resin hardening or the maximum shear strength of the glue joint. Surface soundness tests demonstrated that the bonding performance was not affected by the partial substitution of PVAc by UF resin.
Heat treatments of beech veneers reduce the wettability of the mixtures, with the exception of the 50/50 mixture of PVAc/UF that presented the lowest equilibrium contact angle and the highest shear strength of all tested adhesive mixtures. Moreover, the bonding performance of this mixture seems to be less affected by the heat treatment.
Therefore, half-substitution of PVAc by UF resins is a valid approach to reduce the adhesive costs in wood industries that use PVAc in their process. Furthermore, this approach seems also promising for reduction of formaldehyde emission on wood based panels by partial substitution of UF adhesives by PVAc glue.