
Abstract
A large number of different heating technologies has been put into use for industrial scale thermal modification of wood. A useful classification of these processes is by the level of water vapour pressure, which ranges from vacuum to high saturated steam pressures. Only high water vapour pressure systems can maintain a finite moisture content during the heat treatment, but little is known about the water vapour pressure dependence of the thermal modification chemistry and the resulting modified wood properties. It is concluded from our analysis that the thermal wood reaction chemistry at the molecular functional group level is quite independent of the process and wood species. Wood properties that are strongly determined by wood chemical composition, such as the fungal durability and the equilibrium moisture content (EMC), can hence be equally achieved by all processes and for all wood species. This finding cannot be transferred to every other thermally modified wood property.
Notation
Equilibrium MC, MC by conditioning at 20°C and 65%RH
Moisture content, percent moisture mass to the dry mass of a wood specimen
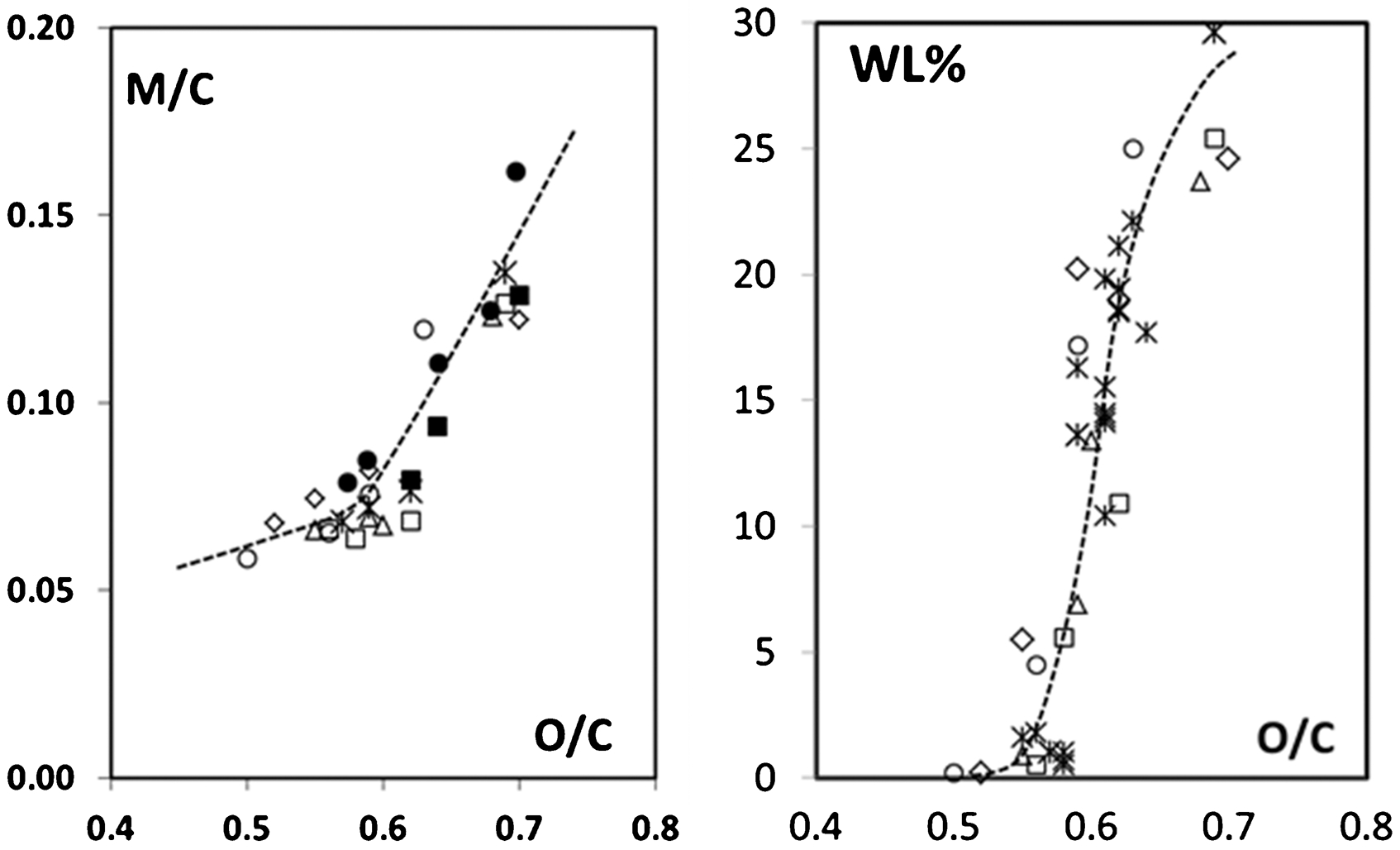
Molar EMC, molar ratio of moisture to carbon
Mass loss, per cent dry mass loss of a specimen by heat treatment
O/C ratio, molar ratio of oxygen to carbon
Relative humidity, per cent saturation of water vapour
Thermal modification, thermally modified
Thermally modified timber
Weight loss, per cent dry weight loss of a specimen by exposure to 16 weeks of Poria placenta fungus according to the European standard CEN/TS 15083-1
Water vapour pressure
Introduction
The modification of wood properties by heat treatment has been known for many decades (Tiemann 1915). The increased dimensional stability after exposure of wood to heat may be partly explained by reversible physical modifications (Obataya 2002; Suchy et al. 2010; Hoffmeyer et al. 2011). On the other hand, there are permanent chemical modifications, accompanied by a loss of dry wood mass. Several studies during the mid-20th century recorded the kinetics of thermal dry mass loss – as well as the associated changes in hygroscopicity, dimensional stability, mechanical toughness, hardness and bending strength – in different heating media and in open vs. closed reactors (Stamm and Hansen 1937; Stamm et al. 1946; Seborg et al. 1953). The commercialisation of thermal wood modification waited until the 1990s, when it became considered as an alternative way to preserve wood without chemical additives (Militz 2008). Several of the heating techniques and processes used in scientific studies were improved and developed into commercial thermal wood modification plants. The majority of these processes are known to operate at relatively low water vapour pressure conditions (0–0·1 MPa) on wood in its oven dried state, such as in the Thermowood processes in steam (Viitaniemi 1997), the OHT process in hot oil (Rapp and Sailer 2000), the NOW-Process in nitrogen (Dirol and Guyonnet 1993) and vacuum heating processes (Allegretti et al. 2012). Others operate at a high water vapour pressure (0·5–0·8 MPa), sufficient to retain wood moisture at high temperature, such as in the FWD processes (Burmester 1973; Giebeler 1983), the PLATO process (Boonstra et al. 1998) and the FirmoLin process (Willems 2009).
Welzbacher and Rapp (2007) measured the durability performance of several commercial thermally modified timber (TMT) products from different process types. However, in such studies it remains unclear whether the observed performance differences result from a non-calibrated treatment level and/or from inherent differences by the modification chemistry. To make a calibration between different processes one needs to use a universal marker for the degree of modification. At present, such a marker has not been established yet, if it exists at all. In the present work, the thermal mass loss (Seborg et al. 1953) and the atomic oxygen-to-carbon (O/C) ratio (Chaouch et al. 2013) are considered as markers for the treatment level.
The largest process related chemical differences in TMT products are expected between those that have been heated at atmospheric versus high steam pressure. At high steam pressure, organic degradation products and moisture may be kept inside the wood matrix, which would be lost by evaporation in an open reactor. It is the purpose of this paper to analyse the effect of the water vapour pressure level on the thermal wood modification chemistry and two characteristic modified properties, equilibrium moisture content and durability, by reviewing and analysing data from published studies, complemented with recent data from our own laboratories (Altgen et al. 2014).
Before analysing the chemical and product properties, the wood moisture contained at pressurised steam conditions is estimated, since there are no direct observations with the chemical and physical data sets used.
MC and RH under pressurised TM conditions
The required temperature for thermal mass loss (ML) is too high to avoid oven drying at atmospheric pressure of the wood specimens. However, by a sufficiently high WVP, complete drying can be avoided. The relation between MC and the temperature T and the WVP is not fixed, as the wood substance will change at elevated temperature. Over a short time interval where the wood substance composition can be considered stable, it is possible to define MC(T, h), with the humidity h = RH/100 = pv/psat(T), where pv is the WVP and psat(T) the T-dependent saturated WVP. In several studies, finite MCs were indeed experimentally observed under high temperature and high pressure unsaturated steam conditions (e.g. Lenth and Kamke 2001; Kubojima et al. 2003; Ishikawa et al. 2004; Sonderegger et al. 2014). Polanyi (1916) has explained that the MC is explicitly controlled by the water vapour chemical potential μ. Hence, lines of constant MC in a (T, RH) state diagram (Fig. 1) are given by constant μ = −RΘ ln h (Willems 2014), where Θ is the absolute temperature.
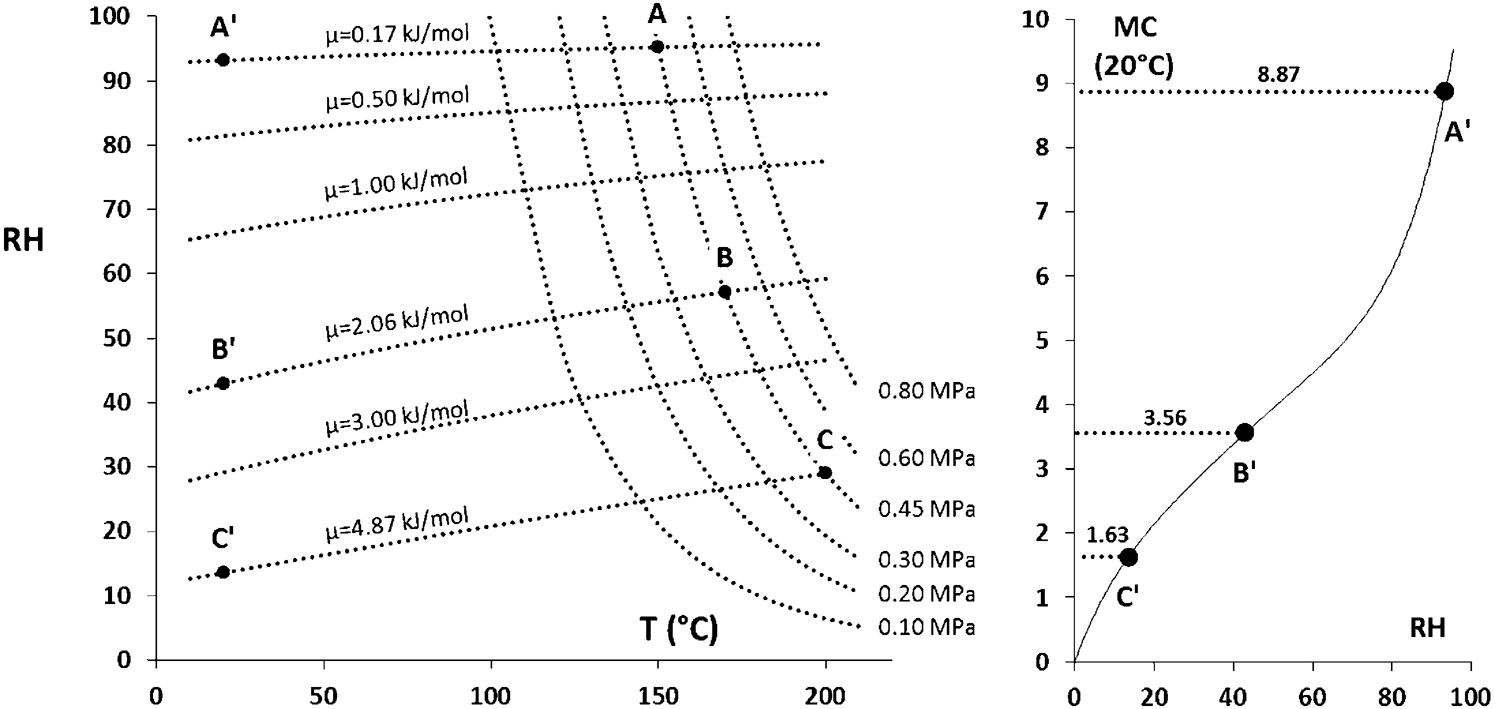
Left: calculated (T,RH) state diagram of generic water vapour properties (chemical potential μ and WVP); right: typical MC(RH) for TMT at 20°C
Note, that Fig. 1, left, is independent of the wood species or the TM level. The moisture contents at points A, B and C are theoretically equivalent to those at room temperature points A’, B’ and C’ respectively, each having the same chemical potential. However, this is only valid when the sample is stable, i.e. not being modified. Returning the sample from the reactor conditions (A, B, C) to equivalent conditions (A’, B’, C’) at room temperature does not involve (further) modification, hence the room temperature sorption isotherm of TMT can be used to estimate the moisture content under process conditions (Willems 2014). Figure 1, right, gives a typical, but hypothetical, example of the room temperature moisture sorption isotherm of wood, TM to reach the minimum EMC limit (Fig. 4), by proper choice of the treatment duration at A, B and C. It follows that at fixed WVP, e.g. pv = 0·45 MPa, the RH typically drops from 93 to 29%, MC from 8·9 to 1·6%, when T is increased from 150 to 200°C.
ML kinetics
Seborg et al. (1953) used different heating media, nitrogen/air in open containers as well as steam in closed containers, showing that the ML reaches a stable, temperature dependent limit, when heated for a sufficiently long period. The presence of oxygen accelerated the ML rate, but was not required for TM. In case of closed containers, the ML limit was not dependent on the initial MC. The initial ML rate on the other hand did depend on the initial MC. During the process both MC and WVP will change, but neither were recorded during these experiments.
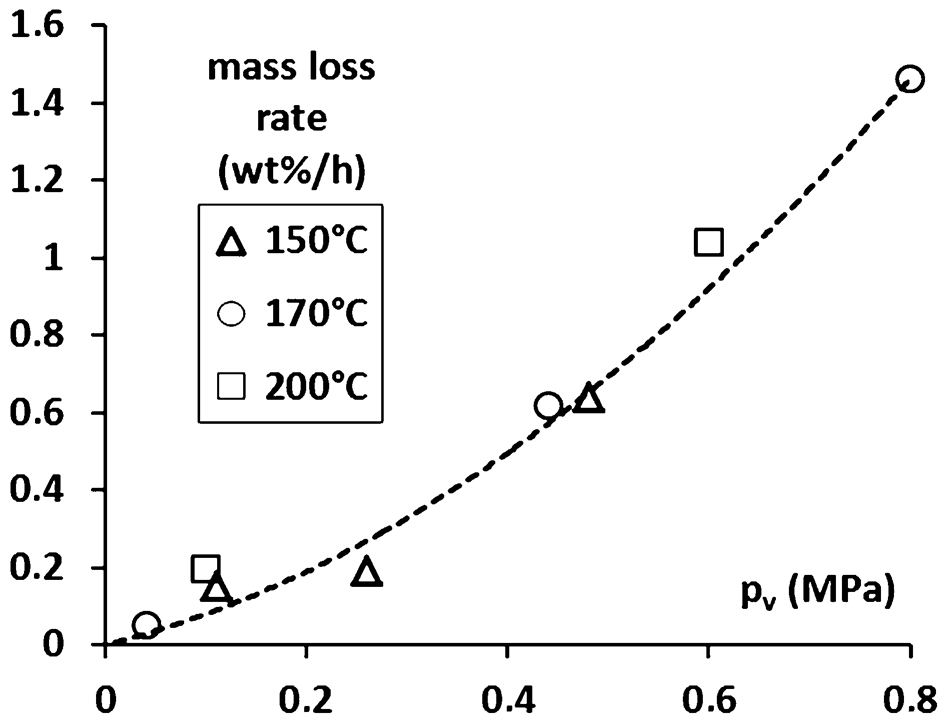
Using experimental ML data in the range of 150 to 200°C, measured at several steam pressures and duration of TM of spruce (Borrega and Kärenlampi 2008; Altgen et al. 2014), ML rates were determined as the slope of the ML versus time curve, 2 h after reaching the target temperature and pressure. The obtained ML rates appear to be a unique function of the vapour pressure for spruce wood (Fig. 2.), independent of the temperature. For dry heat treatments above 210°C, on the other hand, ML rates are generally found to be thermally activated (e.g. Hasalová et al. 2012; Candelier et al. 2013).
TM chemistry
Detailed organic chemical studies on the complex TM chemistry have been reviewed before (Hill 2006; Esteves and Perreira 2009; Gérardin et al. 2012) and are beyond the scope of this paper. Instead, the TM chemistry will be discussed in terms of general and overall reactions.
Fengel and Wegener (1983) describe the anoxic TM chemistry by heat as a sequence of deacetylation, hydrolysis, dehydration and cross-linking reactions in wood polysaccharides and lignin. Amorphous polysaccharides and lignin are depolymerised, but can be partially re-polymerised under suitable conditions (Zeitsch 2000; Li et al. 2007). The 2-step PLATO-process (Boonstra et al. 1998) adopts the optimal conditions for deacetylation and hydrolysis reactions by using pressurised moist heat in a first treatment step and dry heat in a second step for optimal dehydration and cross-linking conditions.
A careful numerical analysis of simultaneous mass and elemental chemical composition changes has revealed that ML is mainly owing to chemical reactions involving the liberation of small molecules, notably from dehydration and decarboxylation reactions (Willems et al. 2013). It was further shown in an elemental composition state diagram, that the chemical changes follow a universal characteristic trajectory, which is independent on the WVP and the wood species (Fig. 3).
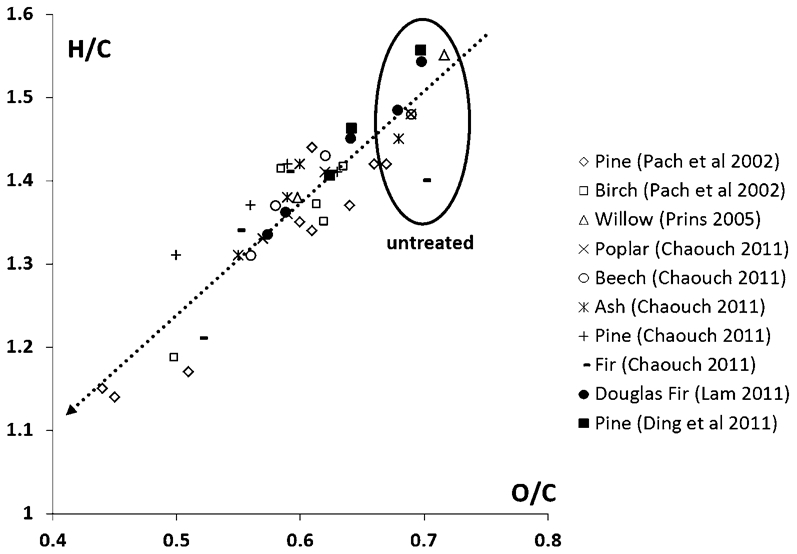
Compositional molar ratios H/C versus O/C at increasing heat treatment intensity (in direction of arrow) with universal trajectory, for 8 different wood species from 5 different studies: open (closed) symbols represent open (closed) systems
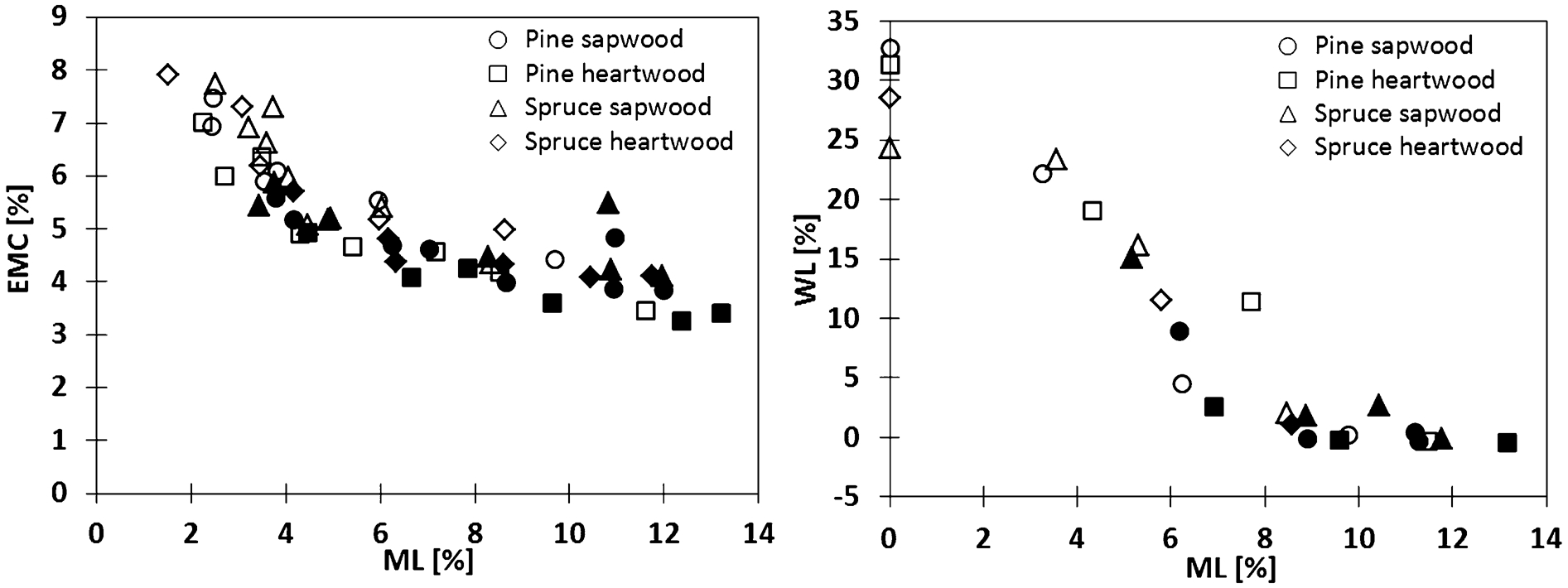
EMC and WL versus ML (Altgen et al. 2014): similarity for TM spruce and pine from atmospheric (open symbols) and high WVP processes (closed symbols)
TMT durability and EMC
The changes in elemental chemical composition by TM (Fig. 3) are mainly owing to chemical modification of organic functional end-groups (Willems et al. 2013). Typical properties that are sensitive for these chemical modifications are the EMC and the fungal durability, the latter measured by WL (see definitions).
Altgen et al. (2014) compared the EMC and durability performance of spruce and pine samples in a series of TM steam conditions as a function of ML. A similar EMC vs. ML correlation was found in the whole treatment range from 160 to 230°C with 0·1 MPa (atmospheric pressure) and 180 to 200°C under 0·2 to 0·8 MPa pressure (Fig. 4). However, both spruce and pine sapwood EMC data points at 11%ML, from a 180°C and 0·8 MPa (RH = 80%) process, deviated significantly from the general correlation. Durability measurements were performed on a subset of all heat treated specimens, still covering the same range of processes. With the exception for an atmospheric process at 215°C on pine heartwood, the WL versus ML correlation is again similar for spruce and pine heat treatments in atmospheric vs. pressurised processes. Likewise, Seborg et al. (1953) found general correlations between ML (up to 18%) and the relative shrinkage reduction of ponderosa pine, heat-treated in closed containers and open systems with air and nitrogen.
The similarity in EMC versus treatment level is also noted for other wood species (Fig. 5 left), by plotting M/C (molar EMC, see Definitions) versus O/C with closed symbols for pressurised processes. Figure 5, right, shows a relatively species and process independence of fungal durability versus O/C (Chaouch 2011, without pressurised process data).
Discussion
It has been shown in numerous studies, that the rates of TM chemical reactions are considerably increased at elevated vapour pressures in closed reactor systems. The role of acid catalysed hydrolysis as a rate limiting step is well established (Fengel and Wegener 1983), but the possible role of MC has not yet been systematically addressed. Seborg et al. (1953) and Burmester (1973) have studied the effect of the initial MC on the obtained ML, however, MCs are expected to change over time during the treatment, depending on the water vapour conditions and the progress of the wood modification. Routine in situ monitoring of MC in pressurised water vapour at high temperature is unfortunately practically unavailable. Instead, we have used a thermodynamic equivalency principle to estimate the MC under process conditions. Taking for instance the isobar pv = 0·45 MPa at A (T = 150°), B (T = 170°) and C (T = 200°C) (Fig. 1), one finds the RH = 93% (A), 43% (B), 29% (C) and MC = 8·9% (A), 3·6% (B), 1·6% (C) varying dramatically.
It then follows from Fig. 2 that the ML rate is neither dependent on T (up to 200°C), RH, nor on MC. Borrega and Kärenlampi (2008) explained the increase in the ML rate at higher RH by an increased polymer mobility in the softened cell wall. This is however ruled-out by our analysis on the same data, clearly showing that the ML rate is determined by WVP, independent of RH and MC.
One possible explanation for the unique WVP dependence might be that the wood specimen is kept at the dew point temperature of the water vapour, as a result of evaporative cooling, rather than taking on the surrounding vapour temperature in the reactor. This is not confirmed by our in-line product temperature measurements. More likely, the organic acid concentration in wood is determined by the surrounding gas pressure in the reactor. Acids are known to catalyse wood hydrolysis (Fengel and Wegener 1983), but without pressurised gas environment, these acids may be continuously removed by evaporation. This is confirmed by observations on the much higher residual acid content of TMT from pressurised compared to atmospheric processes (Roffael et al. 2008; Altgen et al. 2014). The initial thermal degradation step seems to change around T = 210°C from acid catalysed hydrolysis, at lower T, to radical catalysed pyrolysis, at higher T in the absence of acids. Remarkably, neither the seemingly different thermal degradation mechanisms below/above 210°C, nor the different wood species, significantly influence the chain of organic wood thermo-chemical reactions, as measured by elemental composition analysis (Fig. 3).
Both ML and O/C seem useful as markers for the degree of chemical modifications, determining the EMC and the durability performance (Figs. 4 and 5), for the atmospheric and pressurised steam processes. ML and O/C were found correlated in previous (dry heating) studies (Chaouch 2011), however, Willems et al. (2013) have pointed out that only a few of the volatilised degradation compounds (ML) can modify the O/C ratio and that the EMC and durability of TMT may be fundamentally linked to O/C. Douglas fir particles, TM by the steam explosion process (Lam 2011), resulted in a high ML (17–22%), while the EMC versus O/C-ratio correlation is consistent with other studies (Fig. 5) on processes with much lower ML (5–10%). On the other hand, Obataya et al. (2002) have stated that comparisons of dry vs. moist heated wood ought be made at equal ML, after extraction of water soluble degradation products. Altgen et al. (2014) found similarity for (EMC,WL) versus ML (Fig. 4), without such extraction procedure. We finally note the reported physical thermal modifications of EMC without ML (Suchy et al. 2010; Hoffmeyer et al. 2011). Clearly, further studies are needed to verify the reliability of the proposed markers for the treatment level of TM.
Conclusion
The increased rates of TM in closed reactors are known to be related to the accumulation of acids, catalysing wood chemical reactions. It was shown in the present work, that the initial spruce mass loss rates are only indirectly affected by temperature, relative humidity and moisture content, in the analysed range of conditions in closed TM reactors. The modification rate enhancement is therefore not related to an increased mobility and reactivity of the cell wall polymers by moisture induced softening or swelling, as has been suggested in literature. It is argued that the relatively high threshold temperature in open TM reactors, is caused by the evaporation of acids. Surprisingly, the subsequent chain of organic chemical TM reactions, as measured by the evolution of elemental composition, does not seem to be significantly affected by the reaction conditions and wood species. Only the rate of TM is strongly determined by wood species and the process conditions.
The similarity of TM reactions with different process conditions, including high vs. low WVP, was indirectly confirmed by the similarity of the EMC and durability of spruce and pine, using ML as the degree of TM. The similarity for different wood species was confirmed, using O/C as the degree of TM. There is still some confusion about the general validity of either O/C or ML as the TM marker.
The scope of this paper is limited to only two TMT properties, both strongly correlated to the chemical composition. The similarity in the TM of these properties and their associated chemical reactions cannot be transferred to other properties which are determined by the e.g. the polymeric structure, rather than the chemical composition.
Footnotes
Acknowledgement
The authors acknowledge for the support by the European Cooperation in Science and Technology (COST), Action FP1303 Performance of bio-based building materials.