
Abstract
A new type of composite refiner Ti/TiCN is prepared by loading submicron-TiCN particles onto Ti micron-particles and added to industrial pure aluminium. Refining mechanism has been characterised in detail by optical microscopy, scanning electron microscopy and transmission electron microscopy coupled with energy disperse X-ray spectra. These experimental results show that Ti/TiCN inoculation is more effective in refining pure aluminium than Ti and TiCN added separately. The relationship between grain size and growth restriction factors of aluminium matrix containing Ti/TiCN refiner is d = 70.2 + 1190.8/Q. According to the free growth theory, aluminium matrix with Ti/TiCN inoculation has the largest solidification driving force to promote grain nucleation under the same growth restriction factors (Q = 0.5,1, 5, 12, 20 K) compared to Ti and TiCN refiners.
Keywords
Introduction
Particle reinforced aluminium and its compounds are widely utilised in aerospace and defense industries due to their good homogeneous microstructure and excellent mechanical properties [1,2]. During the aluminium alloy casting process, the mechanical properties of aluminium alloys have been significantly improved with grain refinement, such as strength, hardness and toughness [3-5]. Currently, refiners such as Al–Ti, Al–Ti–B and Al–Ti–C are extensively employed to refine grains of aluminium-based alloys, thereby obtaining better microstructure and properties, especially Al–Ti–B [6-9]. However, if the TiB2 particle agglomerates and Zr, V element poisoning occurs, the refinement effect of Al–Ti–B refiner will decrease sharply. The refining effect of Al–Ti–C refiner is also limited to a certain extent due to poor wettability between the refiner and the molten aluminium.
With the increasing application of aluminium alloys, the refinement effect of conventional heterogeneous nucleants cannot meet the development requirements of aluminium alloy structures and properties. At present, more attention has been devoted to the research on the refining effect of ultra-fine ceramic particles on aluminium-based alloys, as ceramic particles can be used as inoculations of aluminium-based alloys to promote heterogeneous nucleation during the casting process which possess industrial production value. There are many high-strength ceramic particles, such as VC, TiC, ZnO, B4C, WC, Al2O3 and Si3N4 [10-16], introduced as heterogeneous nucleants to aluminium alloys to refine the grains, thereby enhancing strength and hardness. The current problem of ceramic particle refiners is poor wettability of ceramic particles in aluminium matrix at the casting temperature. To solve this problem, some refiners and preparation methods are employed to improve the wettability of ceramic particles in the matrix so that they can be uniformly dispersed in the matrix. Some techniques such as ultrasonic stirring technology, electric current pulse and equal channel angular pressing can promote the uniform dispersion of ceramic nanoparticles in aluminium alloys [5,6,17,18]. Li et al. [19] developed new mixture heterogeneous nucleants to refine aluminium-based composites. Nano-sized ceramic particles TiN were coated on micro-sized Ti particles. The results illustrated that the reaction heat generated during the reaction of Al and Ti to generate Al3Ti improves the wettability of TiN in the aluminium liquid and enhances the grain refining effect during the casting process.
At present, the mechanism of grain refinement in aluminium-based alloys has attracted great attention. Many researchers have made tremendous contributions in this area. Several existing mechanisms are summarised, such as the phase diagram theory [20], the peritectic theory [21,22], the carbide–boride particle theory [23,24], the hypernucleation theory [25,26], the duplex nucleation theory and the solute theory [27,28].
The study of Ti/TiCN composite refiners on aluminium-based alloys has not been elaborated systematically so far. Both TiCN and Al have a face-centered cubic (fcc) structure. The lattice constant of Al is 0.4049 nm, which is close to that of TiCN (0.4264 nm) [29]. The lattice mismatch of TiCN and Al is 5.3%, which is less than 10%. This indicates that TiCN particles have the potential to serve as heterogeneous nuclei of aluminium. In this work, Ti/TiCN composite refiners with different contents will be added to commercial pure aluminium to obtain excellent casting microstructure. Simultaneously, the related mechanism of inoculation on the microstructure of pure aluminium will also be analysed.
Experimental procedure
Submicron-sized TiCN particles and micron-sized Ti particles were applied in this study. The average size of the submicroparticle TiCN particles is around 300 nm. Meanwhile, the average size of Ti particles is in the order of micrometers which can provide a larger attachment area for TiCN particles. Micron Ti powder and submicron-TiCN are mixed together by a simple self-made device. Therefore, the TiCN particles were uniformly dispersed and loaded onto Ti particles. The mass ratio of Ti and TiCN is 10:1. Figure 1 shows that TiCN submicron-particles have already been uniformly dispersed on the surface of Ti micron-particles.
(a) SEM photograph of the refiners mixed powder of Ti and TiCN, (b) EDS of Ti/TiCN, (c) overall topography of Ti/TiCN refiners and (d) 3D model of Ti/TiCN refiners.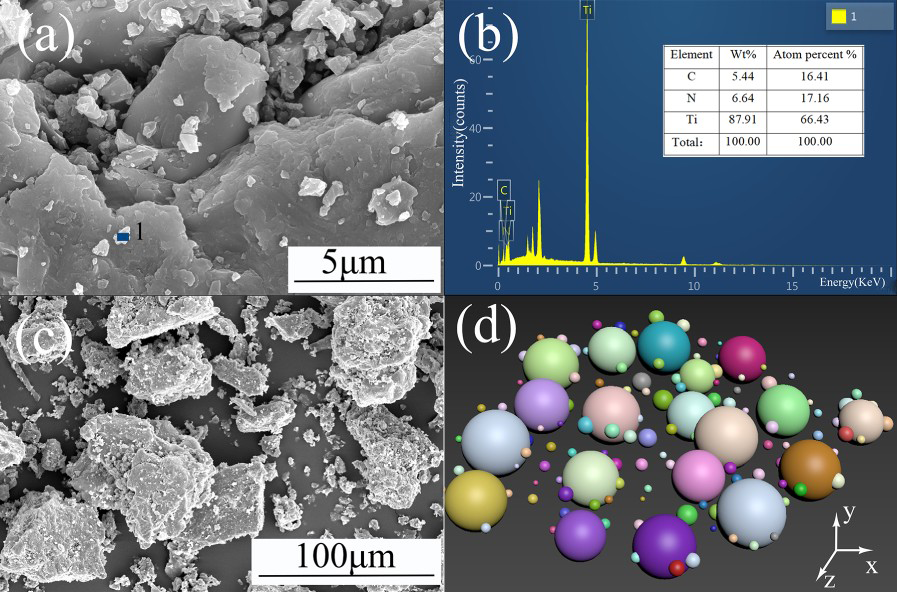
Commercial pure aluminium was prepared as an experimental material in this study and its composition is shown in Table 1. Different kinds of grain refiners such as TiCN, Ti and Ti/TiCN are put into the grinding tool and pressed into a block. Then the block is pushed into the molten aluminium by the bell jar in an electric resistance furnace at 730°C and the content of refiners is 0.1 wt-%. In addition, Ti/TiCN composite refiner with varying addition levels (0, 0.05, 0.1, 0.3, 0.5 and 0.8 wt-%) was also added to industrial pure aluminium. The wt-% of each addition was broken down to the wt-% of Ti added to the Al, the wt-% of TiCN added to the Al and the wt-% of Ti present in TiCN as shown in Table 2. These refining particles were put into the compaction die and pressed into a block, and then added into the molten aluminium. The melt was manually stirred for 2 min, and then poured into steel-made mould after 15 min of heat preservation. The cast ingot of commercial pure aluminium is shown in Figure 2.
Schematic diagram of stainless steel mould for commercial pure aluminium ingot (unit: mm). Chemical composition of A199.70 industrial pure aluminium. The content of refiner in industrial pure aluminium.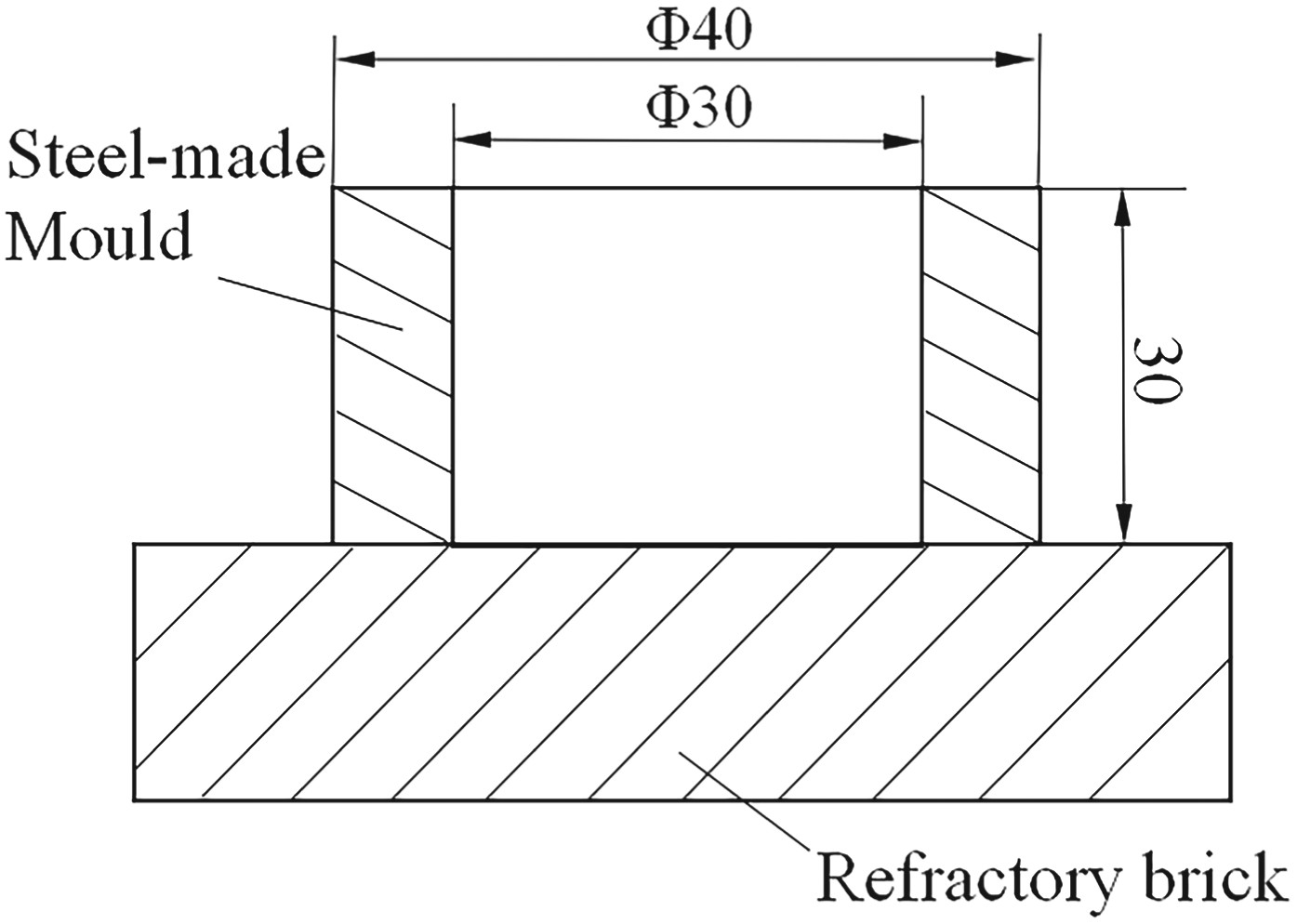

Samples of cast aluminium poured into a cylindrical stainless steel mould were taken from the same place as the metallographic sample and then subjected to a standard mechanical polishing process. The selected samples were eroded through the solution containing a volume ratio of HF:HNO3:HCl:H2O = 1:4:4:4. The samples were observed for grain size using an optical microscopy. The intercept method was used to measure the grain size of aluminium alloys. The microstructure was analysed by scanning electron microscopy (SEM; JSM-7500F) coupled with energy disperse X-ray spectra (EDS). For the measurement of the grain size, draw a 10 mm×10 mm square at the bottom of the round ingot sample and count the complete grains p in the square by the microscope and the number of grains g cut by the square, then calculate the theoretical number of crystal grains n in the selected area and is given by Equation (1):

The average grain size F of the grains is calculated by Equation (2):

For thin film samples analysis by transmission electron microscopy (TEM), the sample was cut into slices of 1 mm × 1 cm × 1 cm by wire cutting, and the thickness of the slices was reduced to 80 µm with sandpaper. The sample was then punched into small discs with a diameter of 3 mm and a thickness of 80 µm. The sample was carried out by a dual-spray electrolytic polishing instrument to prepare the thin film in TEM. The electrolytic polishing solution is a 2% nitric acid methanol solution. For the replicas sample, the polished sample prepared by the metallographic method is etched with 0.5% hydrofluoric acid aqueous solution, and then placed on the vacuum evaporation apparatus to spray carbon, and the carbon film is divided into 4 × 4 small squares with a blade, and placed in the hydrofluoric acid to separate the carbon film in the aqueous solution. Load the separated carbon film on the copper mesh, dry it and place it on the TEM for observation. TEM analysis was utilised to characterise the distribution of submicron-particles in the α-Al matrix through a Tecnai G2 F20 S-TWIN TEM at 200 kV. A Tecnai G2 F20 S-TWIN TEM at 300 kV was applied to perform high-resolution transmission electron microscope (HRTEM) analysis.
Results and discussion
Figure 3 depicts the macrograph and optical micrograph of as-cast experimental alloys with different inoculations. As shown, as-cast pure aluminium containing 0.1 wt-% TiCN, 0.1 wt-% Ti and 0.1 wt-% Ti/TiCN refiners indicate significant differences during the casting process, respectively. It can be clearly seen from Figure 3(a,d) that the typically grains of the as-cast pure aluminium with 0.1 wt-% TiCN are characterised by columnar grains and dendrites. As revealed in Figure 3(b,e), the grain morphology of as-cast aluminium containing 0.1 wt-%Ti grain refiner significantly varies from coarse columnar to equiaxed structure. More importantly, it is observed that the grain morphology of the as-cast aluminium with Ti/TiCN refiner has further changed into fine equiaxed grains (Figure 3(f)), and the grain size has been further refined to a size that cannot be observed by the naked eye as shown in Figure 3(c).
Macrostructure and corresponding microstructure of pure aluminium added with (a) and (d) 0.1 wt-% TiCN, (b) and (e) 0.1 wt-% Ti and (c) and (f) 0.1 wt-% Ti/TiCN.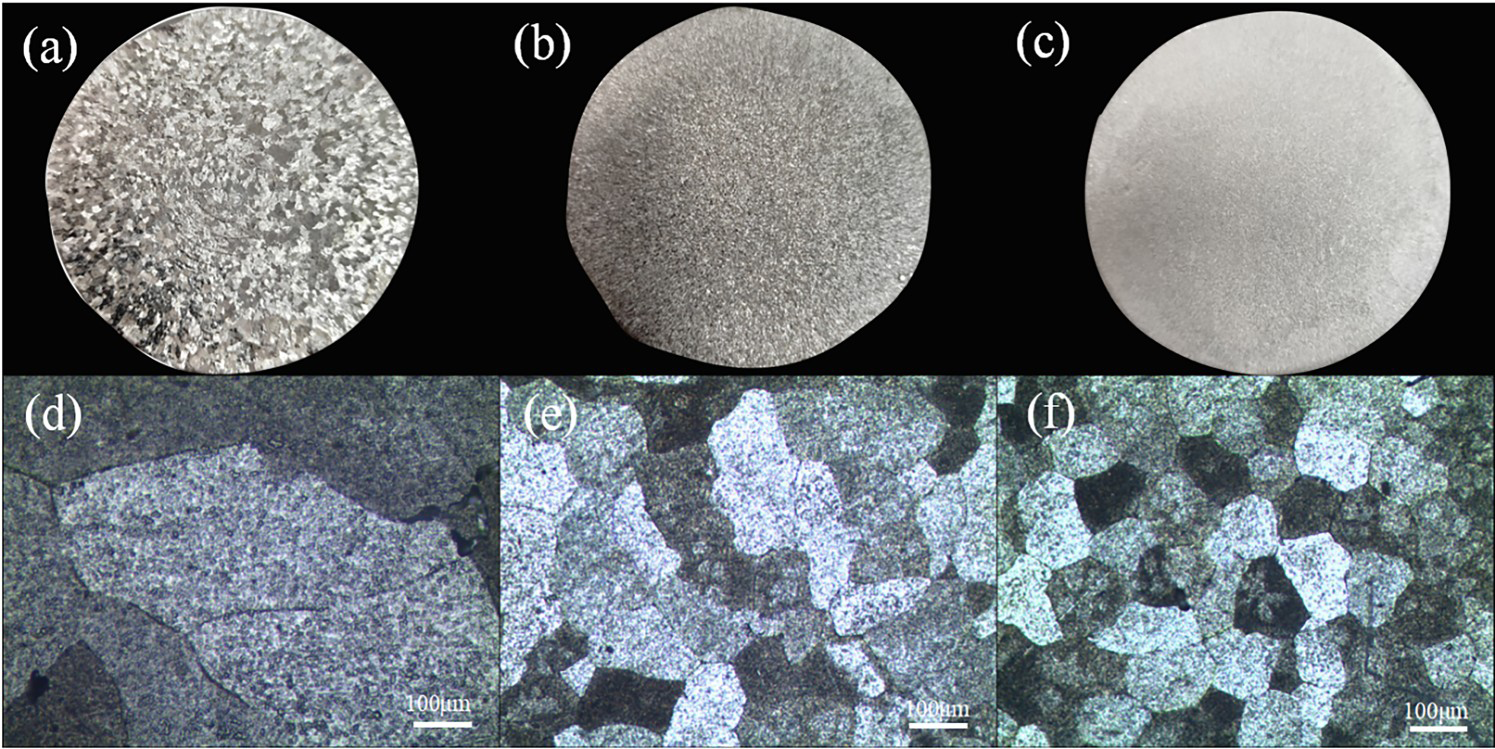
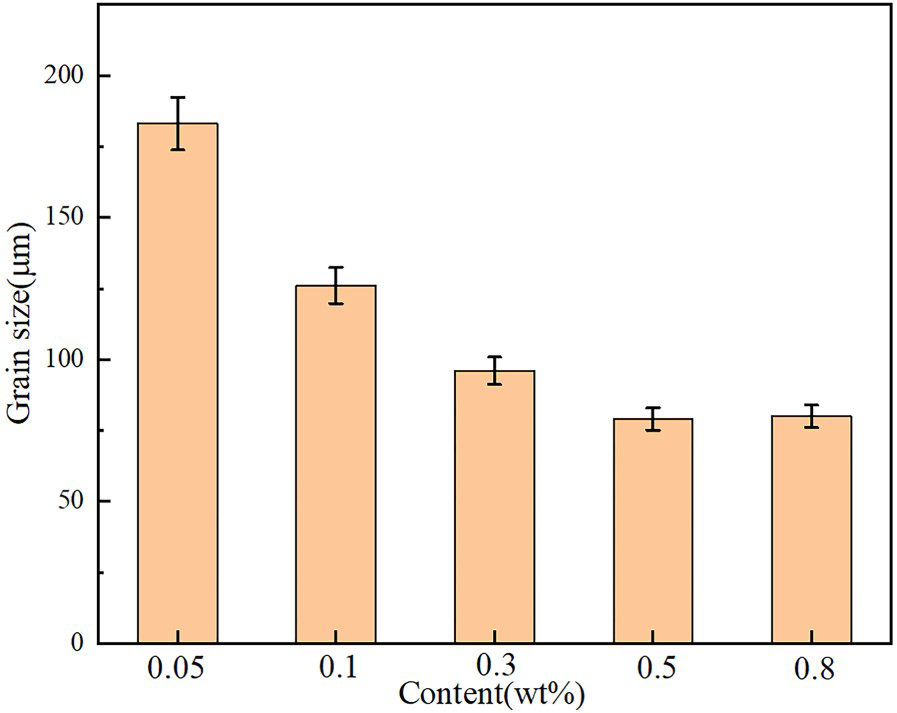
Figure 4 shows the macrostructure of cast pure aluminium with 0 wt-%, 0.05 wt-%, 0.1 wt-%, 0.3 wt-%, 0.5 wt-% and 0.8 wt-% composite refiner Ti/TiCN. When the content of Ti/TiCN composite refiner is 0.05 wt-%, the grain size is significantly reduced. When the content reaches 0.5 wt-% and 0.8 wt-%, the grain size cannot be observed with the naked eye. Figure 5 shows the statistics of the pure aluminium grain size with different content of Ti/TiCN composite refiner. It can be seen when the refiner content is in the range of 0–0.5 wt-%; the grain size of pure aluminium decreases significantly from 180 µm to 81 µm with the increase of refiner content. When the content of refiner exceeds 0.5 wt-%, the grain size of pure aluminium remains unchanged and remains about 81 µm. The grain size of industrial pure aluminium decreases slightly with the content of Ti/TiCN composite refiner up to 0.8 wt-%.
Macrostructure of commercial pure aluminium added with different contents of Ti/TiCN refiner: (a) 0 wt-%, (b) 0.05 wt-%, (c) 0.1 wt-%, (d) 0.3 wt-%, (e) 0.5 wt-% and (f) 0.8 wt-%. The grain size of pure aluminium with different contents of Ti/TiCN refiner.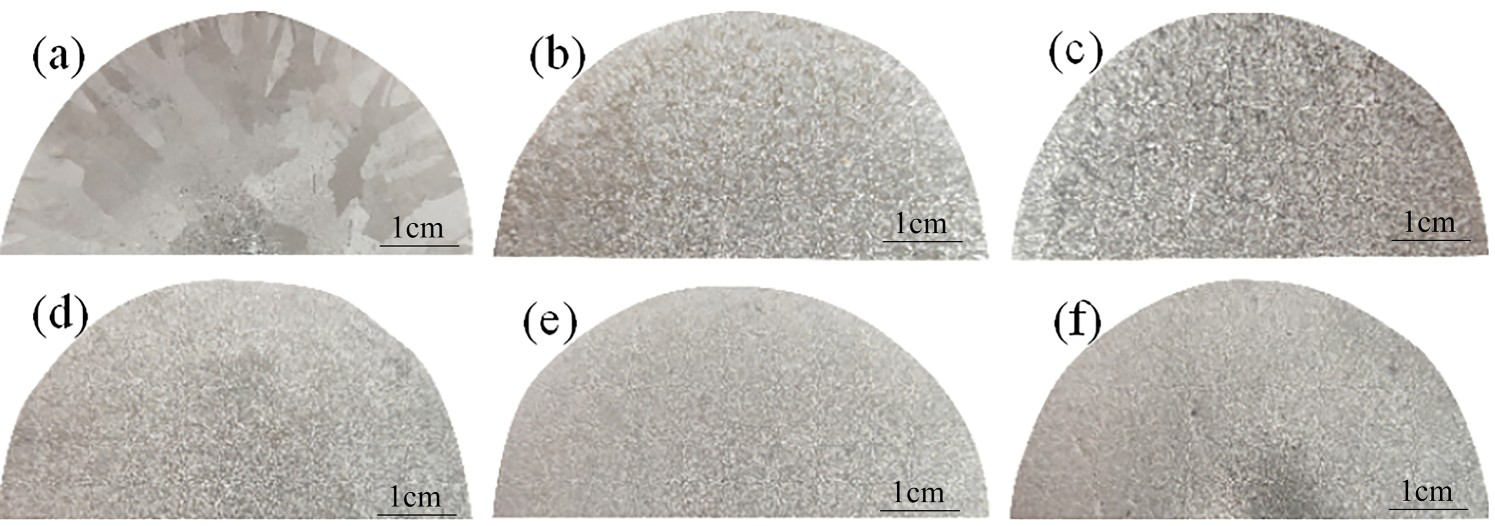
The microstructure of the aluminium-based alloy was investigated through SEM, and the distribution of the Ti/TiCN composite nucleant particles is shown in Figure 6(a,b) which illustrates the microstructure of the aluminium-based composite with 0.1 wt-% Ti/TiCN composite inoculation. Figure 6(c,d) reveals the distribution of Al, Ti elements in the α-Al matrix with 0.1 wt-% Ti/TiCN composite refiner obtained by EDS analysis, respectively. TiCN submicron-particles not only exist within the interior of the grain (intragranular distribution) but also attach to the grain boundary (intergranular distribution) in the cast aluminium. Studies have shown that the submicroparticles lied on the grain boundary can hinder the migration of the grain boundary, reduce the interfacial energy and therefore reduce the grain size [30].
SEM image of industrial pure aluminium added with 0.1 wt-% Ti/TiCN composite refiner: (a) and (b) microscopic morphology of aluminium alloy, (c) distribution of Al element and (d) distribution of Ti element.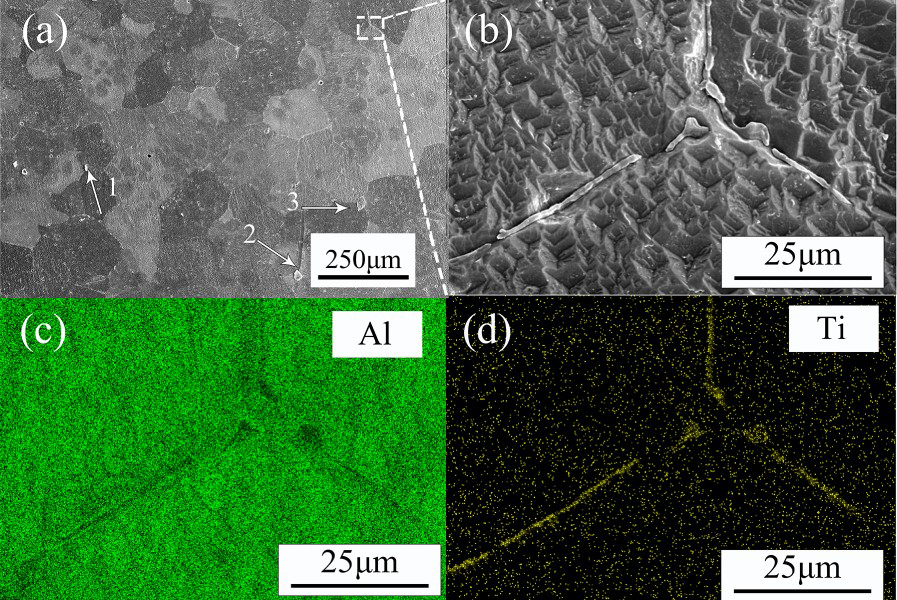
Figure 7 reveals the distribution of TiCN particles in aluminium matrix with the content of 0.2 wt-% inoculant by replicas TEM analysis. As shown in Figure 7(a), a large number of particle clusters and discrete particles are uniformly dispersed inside the grain. The two inserts, in Figure 7(a), are the selected area electron diffraction (SAED) pattern and 3D structure drawn according to the SAED, respectively. According to the SAED and 3D structure, the structure of the refiner particles is fcc (a = 0.4297 nm), which can be further determined to be TiCN particles. Thin foil TEM shows that the particles can be linked to others in Figure 7(b). The boundaries of the particles are connected to each other resulting in the existence of connected particle structure. During the process of grain growth, the diffusion of solute can only move through two sides of the connected particles, which means that the linked particles can hinder the diffusion of solute in the aluminium matrix, thereby increasing the refinement effect. It is found in Figure 7(c) that a large quantity of particles can form a submicron-layered structure, and solute atoms can move through the layered structure, which will further hinder the migration of solute atoms in the grains. Figure 7(d) shows that many individual particles are also present in the aluminium matrix. Single particles also hinder the movement of solute atoms in the aluminium matrix. This experimental result confirms that particles contribute to the physical limits of grain growth in the aluminium matrix. In addition, micron-sized Ti particles are not observed due to the small field of view of TEM.
(a) Distribution of particles in aluminium matrix on replicas TEM and (b–d) morphology of TiCN particles on thin foil TEM.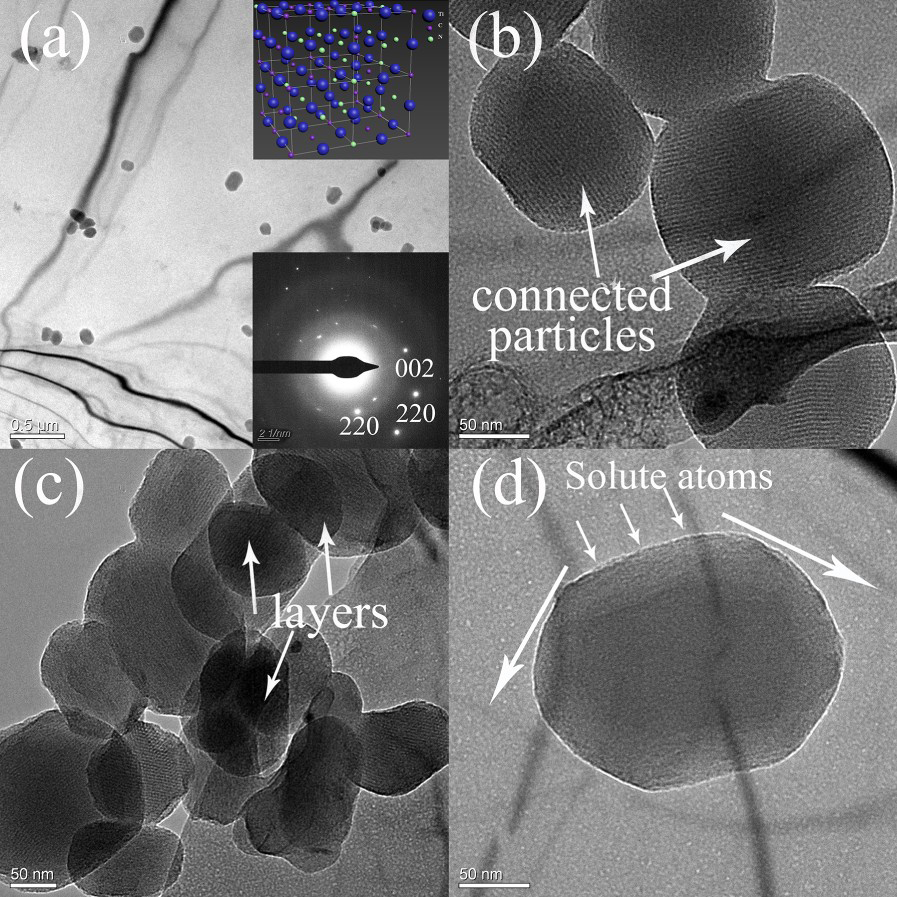
Figure 8 shows that the TiCN particle clusters are detected under HRTEM in the aluminium matrix containing 0.5 wt-% Ti/TiCN composite refiner. It can be seen that TiCN particles aggregated on the grain boundaries of the aluminium matrix and therefore formed particle clusters. TiCN clusters may reduce the effectiveness of nucleation particles by reducing the number of effective nucleation particles. In Figure 8(a), some evidence has been provided for the behaviour of the refiner particles during the nucleation and growth of α-Al grains. As shown in Figure 8(c), first, TiCN particles can serve as heterogeneous nuclei during the process of aluminium grain nucleation, and then, the surface of the nucleated grains can push other TiCN particles; these pushed TiCN particles can accumulate on the grain boundaries. Therefore, some TiCN particles are distributed in the grains, and the others lie on the grain boundaries. In addition, the movement of the grain boundary is hindered when the moving grain boundary encounters TiCN particles as shown in Figure 8(c).
TiCN particles aggregated in industrial pure aluminium matrix with 0.5 wt-% composite refiner added (a) under HRTEM, (b) Ti-rich EDS and (c) model.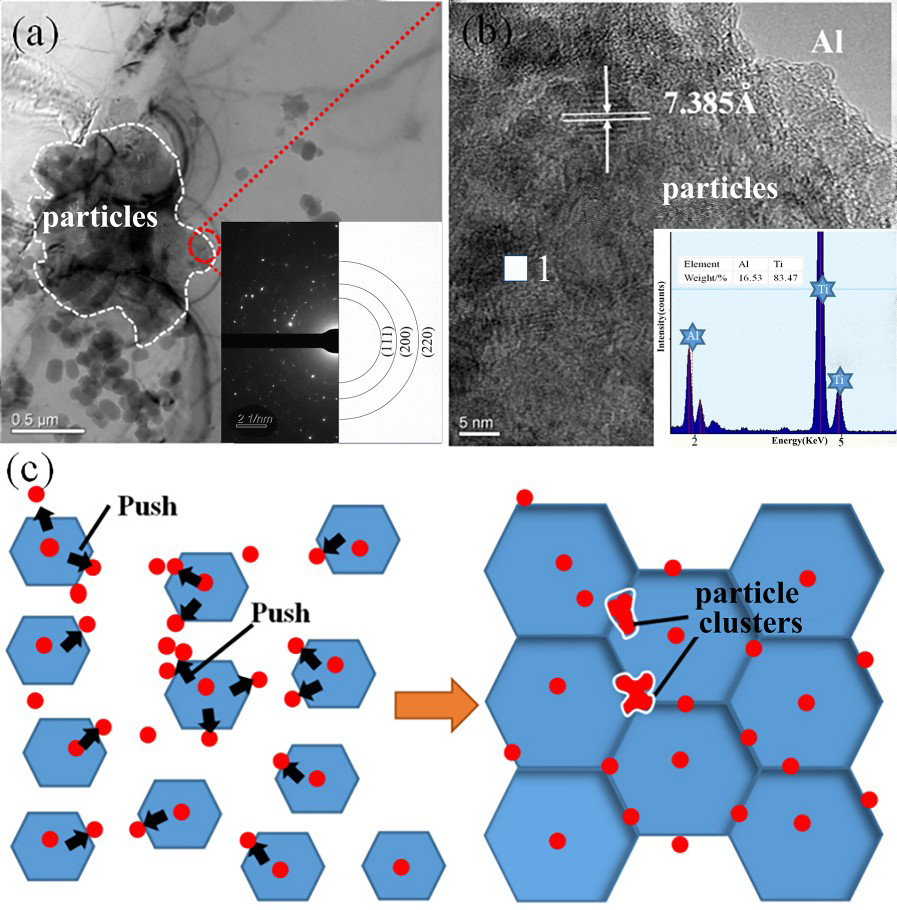
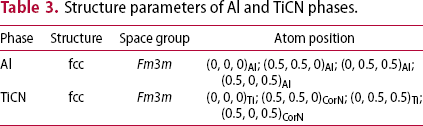
Structure parameters of Al and TiCN phases.
Possible coherent planes between Al and TiCN phases (%).

Figure 9 shows grain size of α-Al containing different contents of Ti, TiCN, Ti/TiB2 and Ti/TiCN inhibitors. High-purity Al was melted by Johnsson in a resistance-heated crucible. The solution was stirred with a graphite rod in order to prevent the sedimentation of Ti particles during the process of adding pure Ti to the aluminium. The sample was put into a small graphite mould. The graphite mould was preheated to the same temperature as the solution [33]. A resistance furnace was used to melt pure aluminium in an alumina crucible in Wang's research. TiCN nanoparticles were wrapped in aluminium foil and then added to the melt. An ultrasonic treatment system was used to disperse the nanoparticles, and then the solution was heated to 1013 K for pouring [34]. 99.97pct pure aluminium was utilised by Easton for melting in a clay-graphite crucible. The grain refiner Ti/TiB2 was added to the molten aluminium, stirred for 15 min. Finally, the molten aluminium was poured into the cast-iron mould [35]. The main impurities in the four experiments were silicon and iron. The influence of impurities on the grain refinement process could be ignored because silicon and iron possess lower partition coefficients than titanium.
The grain sizes of pure aluminium with different contents of Ti, TiCN, Ti/TiB2 and Ti/TiCN refiner, respectively. Data from Johnsson (Al–Ti) [33], Easton and StJohn (Al–TiCN) [34], Easton and StJohn (Al–Ti–B) [35] and present work (Al–Ti–TiCN). All the curves are shown in (a) and the curves for the low refiner contents are enlarged in (b) for clarity (indicated in (a) approximately by the dotted rectangle).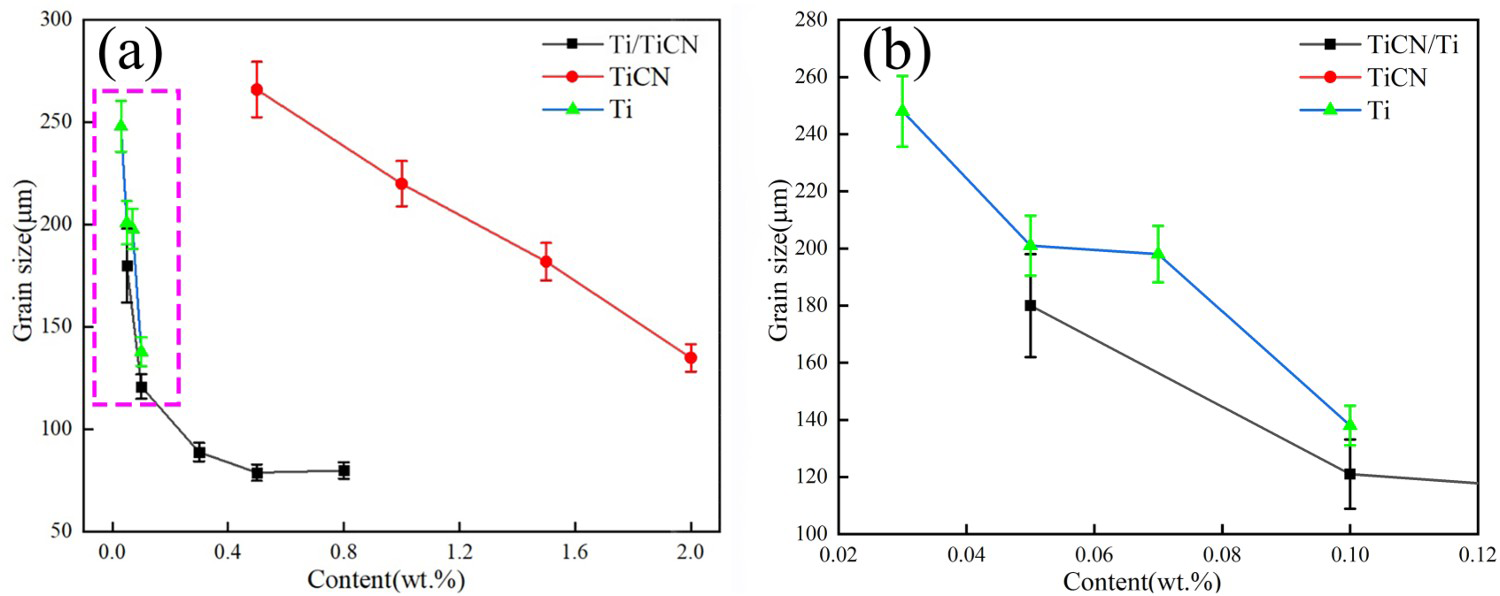
According to Figure 9, the experimental results have revealed that the Ti/TiCN composite inoculation possesses better effect on the refinement of α-Al matrix than TiCN. For the comparison of pure Ti refiner and Ti/TiCN composite refiner, when the content is less than 0.1 wt-%, the grain size of pure aluminium containing Ti/TiCN composite refiner is slightly smaller than that of pure Ti refiner. According to the literature [33], the grain size of pure aluminium will remain unchanged and then go up a little bit when the content of Ti is higher than 0.1 wt-%. The minimum grain size of aluminium containing Ti refiner can only reach 148 µm. When the refiner content exceeds 0.8 wt-%, the grain size of pure aluminium containing Ti/TiCN composite refiner remains unchanged compared to 0.5 wt-%. In summary, the Ti/TiCN composite refiner has a better refining effect on pure aluminium than Ti and TiCN added separately. Combined with the microscopic analysis, it can be summarised for the reasons. Ti particles can form a ‘titanium-rich zone’ on the surface of TiCN after melting, which can also reduce the interface energy between TiCN and matrix.
According to Figure 9, it is found that the grain size of Al–Ti–B has been reduced to 70 µm when the refiner content is 0.1 wt-%. The grain size of pure aluminium has been reduced to 79 µm when the Ti/TiCN refiner content reaches 0.5 wt-%. The refining effect of Ti/TiCN composite refiner on pure aluminium is slightly weaker than that of Al–Ti–B. However, the Ti/TiCN refiner still has the potential of industrial application through the subsequent research and development.
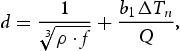
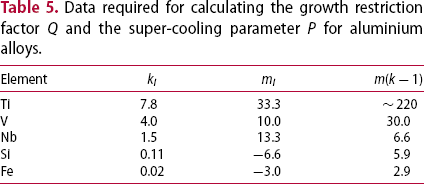
A theoretical model [34,36] is built for the aluminium matrix to explain the mechanism of grain refinement considering the combined effect of solute elements and nucleation core as given by

Data required for calculating the growth restriction factor Q and the super-cooling parameter P for aluminium alloys.
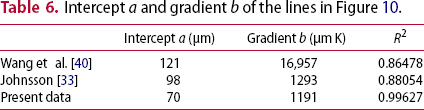
As shown in Figure 10, the data obtained from the current experiment is plotted as the grain size vs. 1/Q considering Ti/TiCN. In addition, the data obtained from the experiments of Johnsson [33] and Wang et al. [40] are plotted in the same graph only considering the influence of Ti or TiCN. The following formulas can explain the relationship between grain size and 1/Q with different refiners according to Table 6.
Intercept a and gradient b of the lines in Figure 10.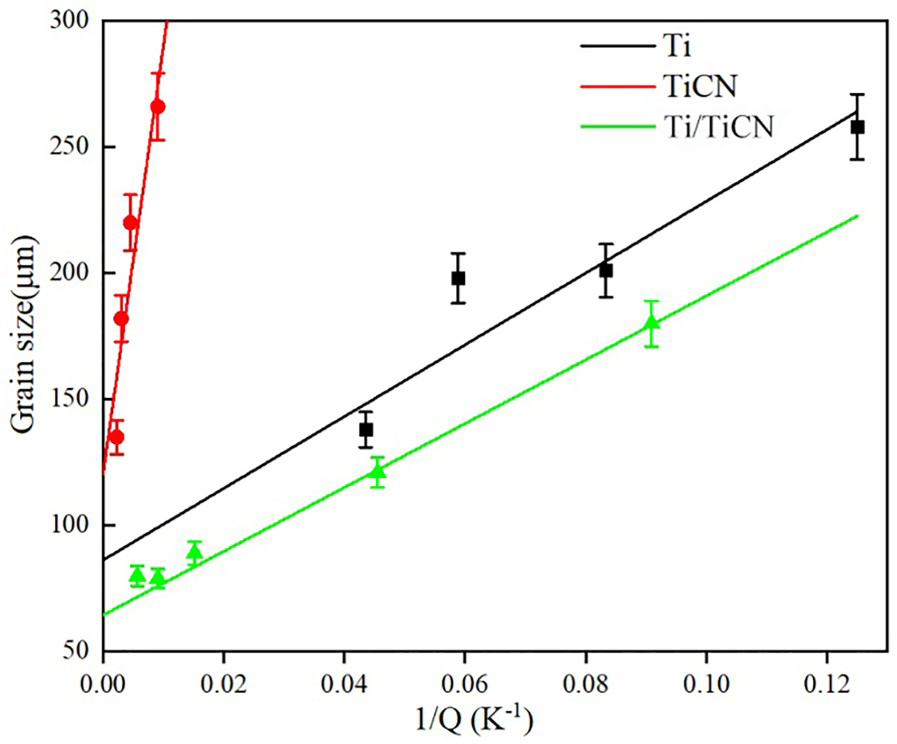
For Ti
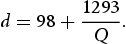
For TiCN

For Ti/TiCN
It can be seen that these three sets of data represented by linear fits provide a proof for the accuracy of formula (4). The gradient of fitting curve of Ti/TiCN composite refiner is much smaller than that of Ti and TiCN, which indicates that nuclei in Ti/TiCN composite refiner is much more effective than Ti and TiCN, but the exact number of nucleation particles activated is currently unclear.
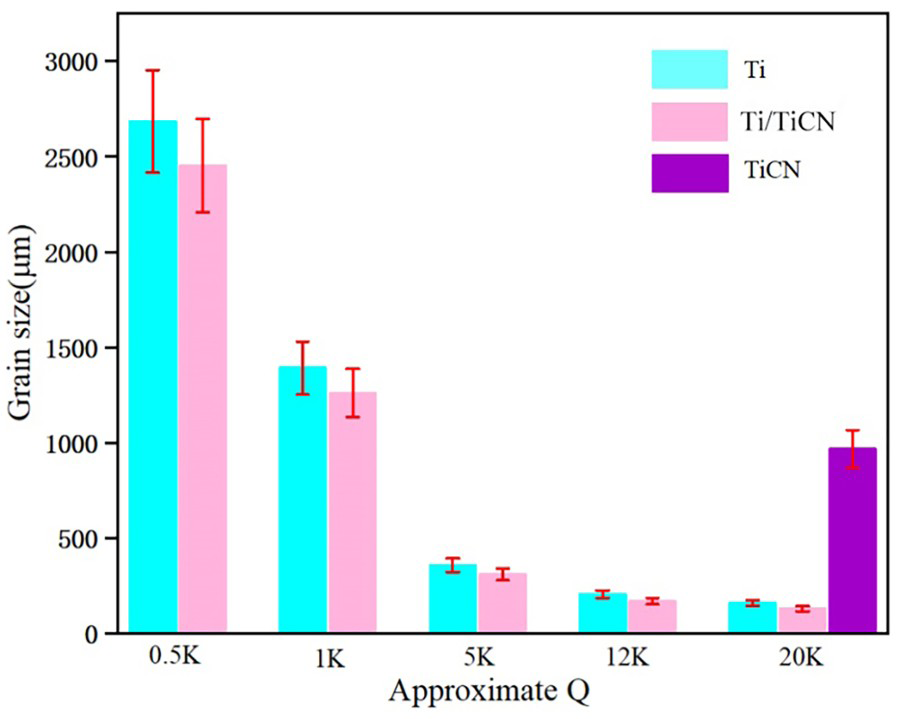
Only a small amount of solute is needed to activate to achieve grain refinement for Ti/TiCN refiner (1/Q between 0.015 and 0.05). In contrast, pure Ti and TiCN inoculation need to be significantly increased in order to achieve the same grain refinement effect (1/Q between 0.001 and 0.015). It is necessary to mention that the efficiency of nucleating particles in pure Ti and TiCN refiners is relatively low, resulting in a greater need for CS to be activated. The grain size of aluminium matrix containing different inoculants is compared in Figure 11 under the same growth restriction factors (Q = 0.5, 1, 5, 12, 20 K). Previous experiments have shown that different solute elements can produce different driving forces for nucleation. For example, the driving force for nucleation provided by peritectic-forming alloying elements, in particular Ti, is greater than that provided by eutectic-forming solutes at a given growth restriction factor Q [41]. As adding Ti/TiCN composite refiner to Al matrix brings about the largest solidification driving force among the three refiners, as shown in Figure 11, Ti/TiCN composite refiner possesses the highest grain refining efficiency in Al matrix of all the three inoculants. There is an objection that the driving force for solidification may lead to the growth of grains, causing coarse grains during the casting process. The nucleation and growth process of grains can be explained by the interdependence theory.
According to the interdependence theory [42], the growth of existing crystal grains can promote the formation of CS regions, which can promote the subsequent nucleation process. When the CS is enough to provide the next grain nucleation, the growth of existing grains will be restricted, thereby promoting grain refinement. The new nucleation grain growth can produce another CS zone, which can promote the repeated nucleation process. Although thermal undercooling has a certain effect on grain nucleation, thermal undercooling is negligible compared to component undercooling in most cases. Therefore, it is generally believed that CS plays a key role during the nucleation and growth of grains [33].
Conclusion
With the increase of the Ti/TiCN refiner content from 0.05 wt-% to 0.5 wt-%, the crystal grain size of pure aluminium rapidly decreases from 180 µm to 79 µm. TiCN particles were not only distributed in the aluminium matrix crystals but also attached to the grain boundaries. TiCN, as heterogeneous nuclei of the aluminium matrix grains, can hinder the outward migration of grain boundaries during the solidification process. TiCN particles can exist in the α-Al matrix in different distribution states. A single TiCN particle can form a connected structure and a layered structure, which hinders the traction of solute atoms during the solidification process. The data in this experiment can perfectly match the mathematical model
 . For Ti/TiCN refiners, the formula can be expressed as
. For Ti/TiCN refiners, the formula can be expressed as . Under the same growth restriction factors (Q = 0.5, 1, 5, 12, 20 K), the grain size of the aluminium matrix containing the composite refiner is smaller than that of Ti and TiCN. According to the growth limitation theory, the addition of Ti/TiCN composite refining agent can produce a larger solidification driving force, which can promote nucleation of aluminium matrix grains.
. Under the same growth restriction factors (Q = 0.5, 1, 5, 12, 20 K), the grain size of the aluminium matrix containing the composite refiner is smaller than that of Ti and TiCN. According to the growth limitation theory, the addition of Ti/TiCN composite refining agent can produce a larger solidification driving force, which can promote nucleation of aluminium matrix grains.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).