
Abstract
The effect of slag composition on the cleanliness of Al-Ti deoxidized interstitial-free steel produced via basic oxygen furnace (BOF)-ladle furnace (LF)-Ruhrstahl-Heraeus (RH)-continuous casting (CC) process was investigated by the systematic samplings and analyses for four heats in a steel plant in China. Oxygen/nitrogen analyzer, automatic scanning electron microscope, field-emission scanning electron microscope, and energy spectroscopy analysis were used to analyze the variations of number, size, type, and morphology of inclusions in molten steel from RH to tundish, and X-ray fluorescence was used to analyze the slag composition. The relationship between slag composition and inclusion characteristics in molten steel was investigated. The effect of slag composition on the oxygen mass transfer from the slag–metal interface to liquid steel was also studied through a theoretical calculation. The results showed that the cleanliness of molten steel was greatly affected by the slag composition. The deterioration of steel cleanliness was mainly arisen from a serious reoxidation of molten steel by oxidizing components like (T.Fe + MnO) in top slag during RH refining process. A weak ability to absorb inclusions of top slag with high CaO/Al2O3 and CaO/SiO2 mass ratios was confirmed from the inclusions analyses. The size and number of Al2O3 inclusion clusters were larger, and Ti content in Al2O3-TiO x inclusions was higher from RH to tundish in the case of serious reoxidation. The reduction of FeO content and keeping the CaO/Al2O3 and CaO/SiO2 ratios at about 1.6 and 4–7, respectively, in top slag during RH refining process was beneficial to minimize the reoxidation of Al and Ti and increase the inclusion absorption ability of top slag.
Introduction
Recently, automotive industry's demand for high surface quality and forming performance of interstitial-free (IF) steel is more increasing.1–3 However, surface defects in cold-rolled sheets caused by non-metallic inclusions often occur.4,5 In order to control the formation and removal of non-metallic inclusions in IF steel, the control of ladle slag composition during secondary refining process after basic oxygen furnace (BOF) is very critical. It is well known that a ladle slag with a low oxidation tendency and a high inclusion absorption capacity is essential for the production of clean IF steel. 6
There have been some reports on the influence of ladle slag composition on the cleanliness of IF steels, and they can be divided into three categories. The first category is on practical experiences of industrial production, and the optimum scheme of slag composition to improve the cleanliness of molten steel was determined.6–14 By controlling the (T.Fe + MnO) contents in the Ruhrstahl-Heraeus (RH) inbound slag less than 5 mass,6–10 the CaO/Al2O3 mass ratio of slag between 1.2 and 1.8,7,8,11–14 and the CaO/SiO2 mass ratio of slag over 4.0,7,8 the T.O content in molten steel decreased significantly, and the ability of slag to absorb inclusions could be enhanced effectively. The second category is on the simulations of reoxidation behavior of oxidizing top slag to molten steel through laboratory experiments15–18 and establishing dynamic models.19,20 Lee et al., 16 Ji et al., 17 and Deng et al. 18 reported that reducing FeO content in slag and increasing CaO/Al2O3 ratio of slag would decrease the oxygen transport from slag into molten steel and raise the inclusion absorption capacity of slag. The third category is on studies for the influence of oxidizing slag on the cleanliness of IF steel during the holding process between RH-end and tundish.21–23 From the analyses of number density, morphology and composition of inclusions generated in liquid steel during the holding process, keeping the slag composition with high CaO/Al2O3 ratio and low FeO content would enhance the absorption capacity of inclusions and minimize the reoxidation of liquid steel.
Normally, the reoxidation of liquid steel by top slag can be more severe during RH refining process due to an effect of strong stirring.24,25 However, there is little research on the reoxidation phenomenon between ladle slag and molten steel during RH treatment. Meanwhile, the interaction mechanisms between oxidizing slag and alloying elements in molten steel should be clearly explained further.
This experiment in this paper was conducted in Pangang Group Xichang Steel and Vanadium Co., Ltd, and an extended process of producing IF steel is: BOF → ladle furnace (LF) → RH → continuous casting (CC), and the LF process is mainly a temperature-rising tool for compensating the low tapping temperature at BOF. Owing to the high oxygen content at BOF tapping ranging from 500 to 900 ppm and no sufficient modification to slag before RH, high (T.Fe + MnO) contents of more than 15 mass pct in LF-end slag are often experienced. Under such condition, the cleanliness control of IF steel is difficult during RH treatment. Therefore, by the systematic analyses on inclusions in liquid IF steel from RH to tundish via an extended process in this steel plant, the effect of ladle slag composition on the inclusion evolution characteristics was studied to clarify the reoxidation mechanism of liquid steel during RH treatment. In addition, the control strategies to improve the cleanliness of IF steel are discussed through combining with theoretical analyses.
Experimental section
Experimental procedure
The industrial tests aiming at the IF steel produced via the BOF-LF-RH-CC process were employed in Pangang Group Xichang Steel and Vanadium Co., Ltd. The specific production process and sampling scheme are shown in Figure 1. After ending the RH decarburization, aluminum particles are added for the final deoxidation, and then sponge titanium particles are used for alloying after cycling for about 4 min. The pure circulation time is the interval time between adding sponge titanium and ending RH, and it is kept at around 8 min until the end of RH refining, followed by holding between RH-end and tundish for 30 min to 40 min.
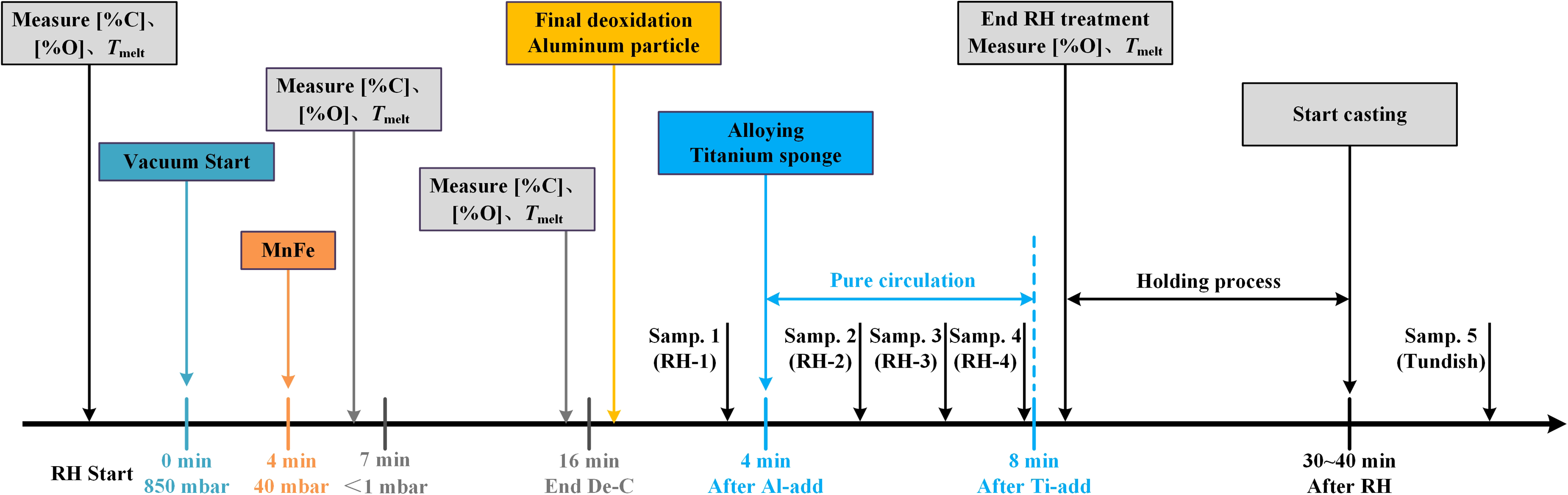
Production process and sampling scheme of IF steel. IF: interstitial-free.
A total of five steel samples of each heat were tracked from the end of RH decarburization to the tundish process, respectively, at 3 min after adding Al, and at 3 min, 6 min, and 8 min after adding Ti, and at the steady pouring zone of tundish. The slag samples were taken at RH inbound and outbound. The relevant process parameters of four heats are shown in Table 1, and the chemical composition of the final products is listed in Table 2.
Process parameters of experimental heats.
BOF: basic oxygen furnace; RH: Ruhrstahl-Heraeus.
Chemical composition of experimental heats in slab (%).

Experimental methods
Specimen preparation and inclusions analysis
To ensure the accuracy of experimental results, a Samp-O-Line sampler with a dedicated pneumatic sampling system from Heraeus Company, as shown in Figure 2, was used for the extraction of ultra-clean steel samples during the steelmaking process. A hot steel sample taken out of the sampler was quickly cooled to room temperature with water, and a 20 mm × 15 mm × 15 mm metallographic sample and a rod sample for oxygen and nitrogen analysis with a diameter of 5 mm were cut by the wire cutting equipment in the sample area depicted in Figure 2. The metallographic sample was put into the automatic mounting machine, and a cylinder was made by heating, retaining pressure, and cooling after adding hot mounting powder. By using the automatic grinding machine, the cylindrical sample was ground in 200, 400, 800, 1200, 1500, and 2000 grit sequentially using SiC abrasive papers until the surface was bright, and then this sample was polished with the polishing agent consisting of the diamond powder and the grinding medium for subsequent experiments. The above processing method of samples can avoid the interference of external factors to the maximum extent, such as, avoiding some sample defects owing to the entrapped slag using this special sampler, and keeping samples cleaner and reducing human interference using automatic processing ways.
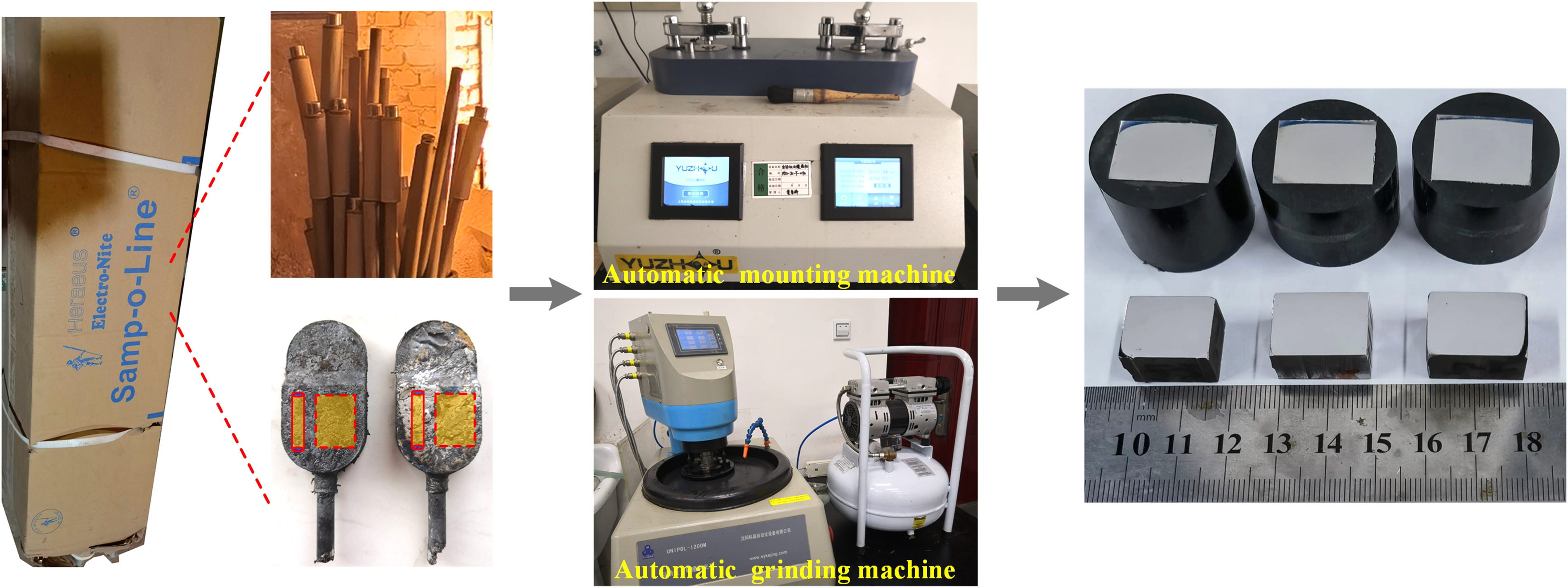
Schematic diagram of sampling and sample processing.
The number, size, and composition of inclusions in the specific area were analyzed by an ASPEX Explorer scanning electron microscope. The detection area of inclusions in all steel samples was about 119.537 mm2, and inclusions in the equivalent circle diameter of over 1 μm were detected statistically. This article defined the number density of inclusions (the number of inclusions per unit scanning area, mm−2) and the area fraction of inclusions (the ratio of inclusions area to total scanning area, 10−6). The morphology of inclusions was observed under a ZEISS Ultra 55 scanning electron microscope, and the composition and elemental distribution of inclusions were analyzed using the energy-dispersive spectroscopy.
Analysis of slag composition and total oxygen and nitrogen in steel
The total oxygen and nitrogen contents of steel samples were analyzed by a TCH-600 Oxygen/Nitrogen/Hydrogen analyzer. The slag composition was determined by an X-ray fluorescence spectrometer, and the results are shown in Table 3. Inbound in this table indicates the beginning of RH refining, and outbound in this table indicates the end of RH refining. T.Fe can be completely treated as FeO, 22 and the (T.Fe + MnO) contents represent the slag oxidability, and CaO/Al2O3 = w(CaO)/w(Al2O3), CaO/SiO2 = w(CaO)/w(SiO2) in this paper.
Slag composition of experimental heats (%).
RH: Ruhrstahl-Heraeus.
The process of “Less Modification at LF-end and Complete Modification at RH-end” is used for the slag modification, and it means adding about 200 kg of deoxidizer at the end of LF and about 600 kg of deoxidizer at the end of RH. The reason for adopting this slag modification process is to avoid the low oxygen activity of molten steel due to the excessive modification at the end of LF, which is difficult to meet the requirements of the RH natural decarburization process, and to prevent the excessive thickness of slag from affecting the normal operation during RH treatment. The aluminum content of the slag deoxidizer is about 40%, and the particle is between 10 mm and 50 mm in diameter.
Results and discussion
Number distribution of inclusions
The evaluation results of ASPEX inclusions and T.O contents in four heats from RH to tundish process are shown in Figure 3. RH-1 to RH-4 represent liquid steel samples taken from 3 min after adding Al to 3 min, 6 min, and 8 min after adding Ti, respectively, and Tundish represents the sample of liquid steel taken in the tundish process.
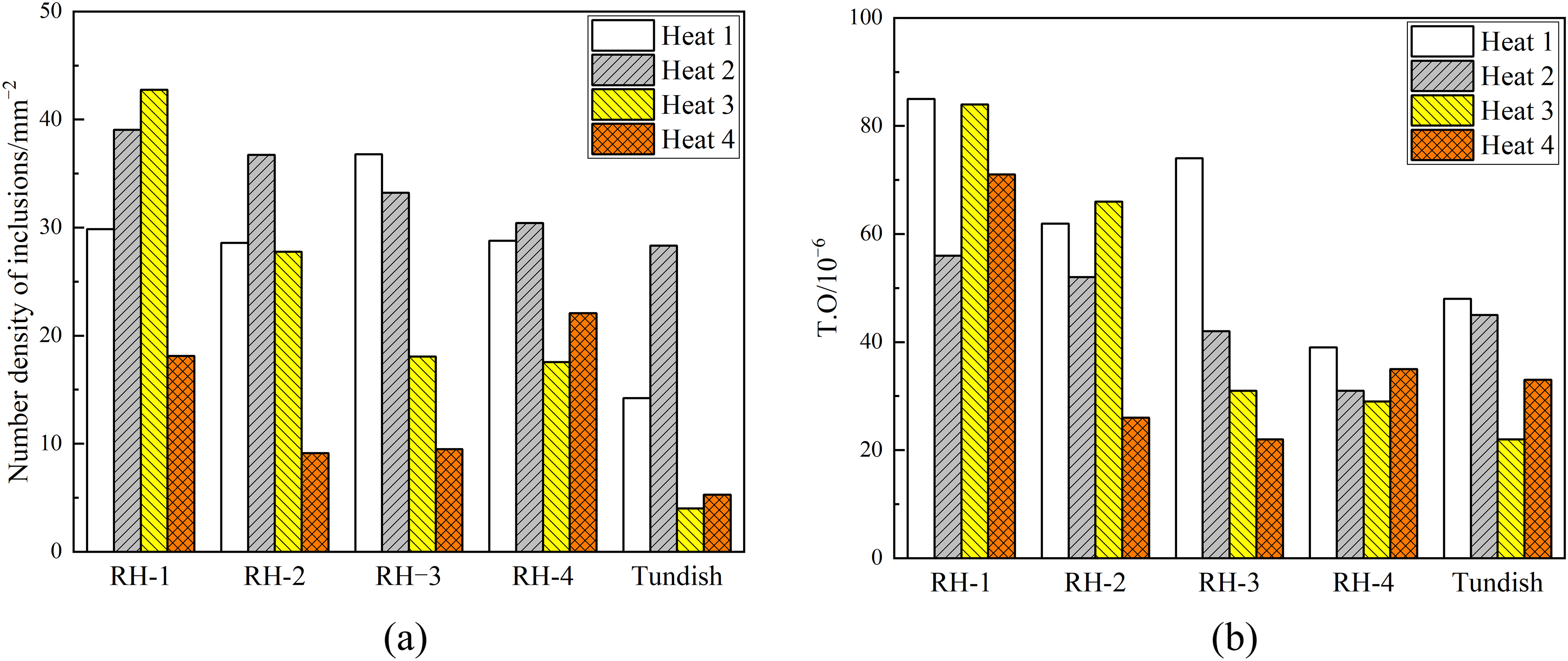
Variation of the cleanliness in molten steel from RH to tundish process in different heats. (a) Total number density of inclusions; (b) T.O content. RH: Ruhrstahl-Heraeus.
From Figure 3(a), the total number density of inclusions in steel shows a downward trend during the whole steelmaking process, and the total number density of inclusions in the first two heats is almost higher than that in the latter two heats. During RH refining process, the total number density of inclusions in Heat 1 and Heat 2 decreases slightly, which is still around 30 mm−2 at the end of RH. For Heat 3 and Heat 4, the decreasing trend of total number density of inclusions from RH-1 to RH-3 is observed, and the decreasing amplitude is significantly higher than that of the first two heats. At the end of RH, the total number density of inclusions in Heat 3 remains almost constant, while that in Heat 4 increases steeply to 22.1 mm−2.
In the tundish samples, the total number density of inclusions decreases significantly in all heats except Heat 2. The total number density of inclusions in Heat 1 and Heat 2 is still remarkably larger than that in Heat 3 and Heat 4. The total number density of inclusions in the latter two heats decreases to below 5.3 mm−2 and reaches a higher purity. T.O content is another important index to evaluate the cleanliness of molten steel. From Figure 3(b), it can be seen that the change of T.O content in steel of each heat is similar to the changing trend of the total number density of inclusions. Moreover, the T.O content in the first two heats is basically higher than that in the latter two heats from RH-3 to Tundish.
In view of the above differences in the cleanliness of molten steel, the previous study has identified three main reasons for affecting the cleanliness. 23 The average total oxygen content in the sponge titanium tested by the O/N/H analyzer was about 0.049%. According to the actual amount of adding the sponge titanium, the T.O content calculated in molten steel only increases by around 0.4 ppm. Hence, the sponge titanium cannot act as a source of oxygen to deteriorate the cleanliness of molten steel. Additionally, the detection results of N content in all samples are less than 20 ppm. Therefore, the reoxidation of molten steel caused by the outside air can also be excluded. Combining with the slag composition in Table 3, it is preliminarily determined that the excessive amount of FeO and MnO in slag is the main reason for the serious reoxidation of molten steel.
Figure 4 shows the changes in the number and the area fraction of Al2O3 and Al2O3-TiO x inclusions in steel from RH to tundish process. It can be seen that Al2O3 and Al2O3-TiO x inclusions account for nearly 100%, and their amount determines the cleanliness level of IF steel. In Figure 4(a), the number density of Al2O3 inclusions is basically consistent with the trend of the total number density of inclusions. For the first two heats, the number of Al2O3 inclusions during RH treatment has no obvious decline trend, both of which are above 20 mm−2. For the latter two heats, the number of Al2O3 inclusions has dropped to a lower level at RH-3. The number of Al2O3 inclusions in the RH-end sample of Heat 4 shows a steep increase. Meanwhile, the number of Al2O3-TiO x inclusions in all heats shows varying degrees of increase at the end of RH. In the tundish samples, the number of these two types of inclusions shows a descending trend, but more notable for the latter two heats. The change of the area fraction of inclusions from RH to tundish in Figure 4(b) shows the same trend with that of the number of inclusions in Figure 4(a), and the area fraction of inclusions in the latter two heats at each sampling step is basically lower than that in the first two heats during the whole smelting process.
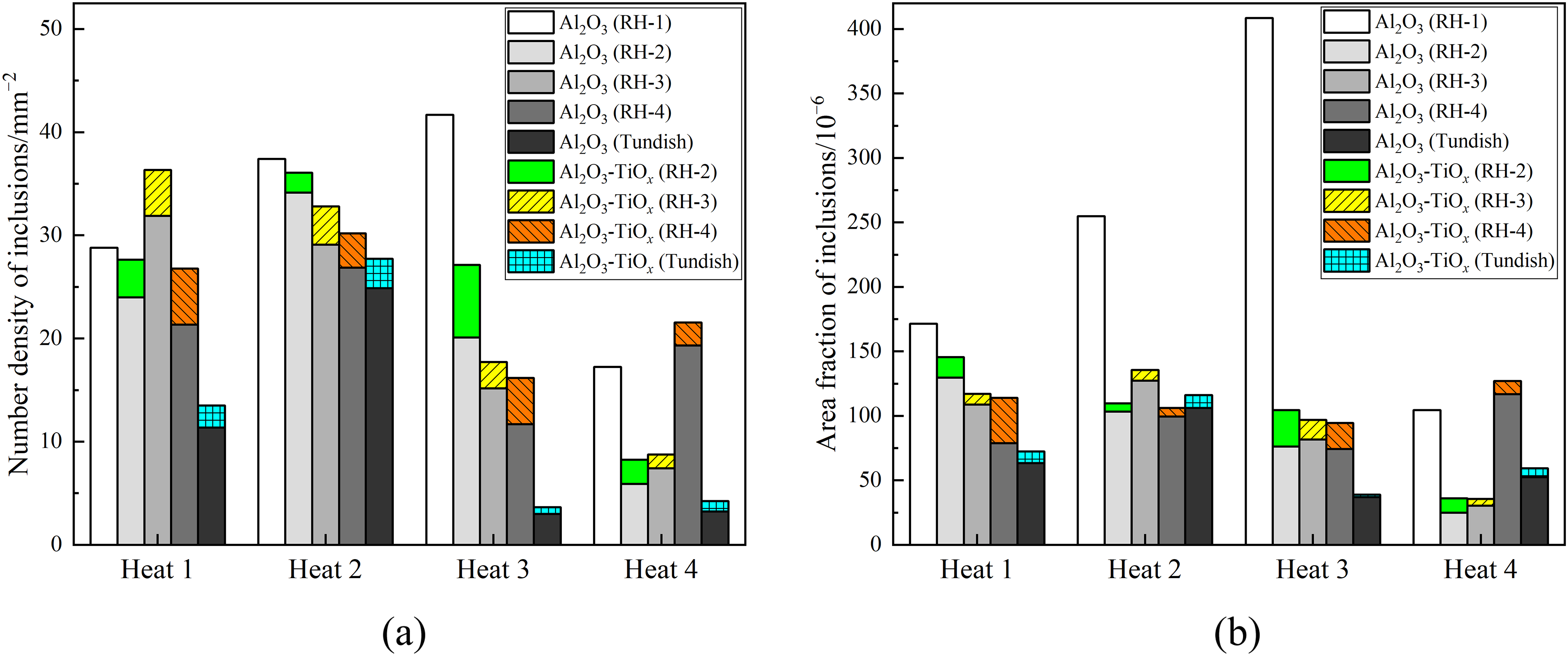
Variations of number density and area fraction of inclusions from RH to tundish process in different heats. (a) Number density of Al2O3 and Al2O3-TiO x inclusions; (b) Area fraction of Al2O3 and Al2O3-TiO x inclusions. RH: Ruhrstahl-Heraeus.
Based on these findings, it is necessary to explain the evolution law of inclusions in molten steel according to the process characteristics of IF steel. Usually, the reoxidation rate of molten steel increases linearly with increasing slag oxidability.16,17 The (T.Fe + MnO) contents of slag in Heat 1 and Heat 2 at RH inbound reach 19.02% and 18.64%, respectively. During RH refining process, inclusions in molten steel can gradually float up and be removed due to the good stirring effect of molten steel driven by the argon gas. At the same time, accompanied by the high oxygen potential in the top slag, the oxygen will transfer into the molten steel continuously, resulting in the serious reoxidation of molten steel. The removal rate of inclusions is almost equal to the reoxidation rate of molten steel, thus there is no significant decline in the number of inclusions in molten steel. While the (T.Fe + MnO) contents of RH inbound slag in Heat 3 and Heat 4 are 14.51% and 14.54%, respectively, the reoxidation phenomenon of molten steel is relatively weak. The removal rate of inclusions is larger than the reoxidation rate of molten steel, so inclusions in molten steel can be removed markedly under a good stirring effect. Nevertheless, when the pure circulation time after adding Ti is maintained at about 8 min, the number of inclusions and the T.O content may increase sharply like that in Heat 3 and Heat 4. It is an available way for improving the cleanliness of molten steel by appropriately shortening the pure circulation time after adding Ti.
In the tundish process, the cleanliness of molten steel in the latter two heats is significantly enhanced, which is mainly due to the further modification of ladle slag at RH outbound. This operation further reduces the (T.Fe + MnO) contents in slag at RH outbound and then weakens the reoxidation of molten steel during the holding process. Simultaneously, the further removal of inclusions by floating up promotes the cleanliness of molten steel during the holding process. For Heat 1, the (T.Fe + MnO) contents of slag decrease to 6.76% after the slag modification at RH outbound. However, the number of inclusions in the tundish sample is yet numerous owing to the worse cleanliness of molten steel at RH outbound and the limited removal efficiency of inclusions during the holding process. For Heat 2, the (T.Fe + MnO) contents in slag at RH outbound is still high, and the amount of inclusions in the tundish sample is the largest among the four experimental heats. Also, the CaO/Al2O3 and CaO/SiO2 ratios of slag are notably higher than that of other heats, and it will greatly reduce the ability of slag to absorb inclusions in molten steel. From above results, it can be sure that the slag oxidability and the CaO/Al2O3 and CaO/SiO2 ratios of slag jointly determine the cleanliness level of molten steel.
Size and composition of inclusions
Figure 5 shows the evolutions of size and composition of inclusions in molten steel from RH to tundish. In Figure 5(a), the percentage is the proportion of the number of inclusions below the corresponding size to the total amount of inclusions. The horizontal lines and squares in the box indicate the median and average size of all inclusions. From Figure 5(a), more than 75% of Al2O3 inclusions are within 4.0 μm. At each stage, the size of Al2O3 inclusions in the latter two heats is significantly larger than that in the first two heats. During the whole steelmaking process, the average size of Al2O3 inclusions in the first two heats fluctuates around 2.0 μm. But for the latter two heats, the mean size of Al2O3 inclusions shows an increasing tendency, reaching more than 3.0 μm in tundish. As shown in Figure 5(b), the number of Al2O3-TiO x inclusions within 2.0 μm accounts for more than 75% during the entire steelmaking process, with the mean size of Al2O3-TiO x inclusions oscillating at 1.7 μm. Compared with that in the first two heats, the average size of Al2O3-TiO x inclusions in the latter two heats is slightly larger, and the upper limit of inclusion size is also larger.
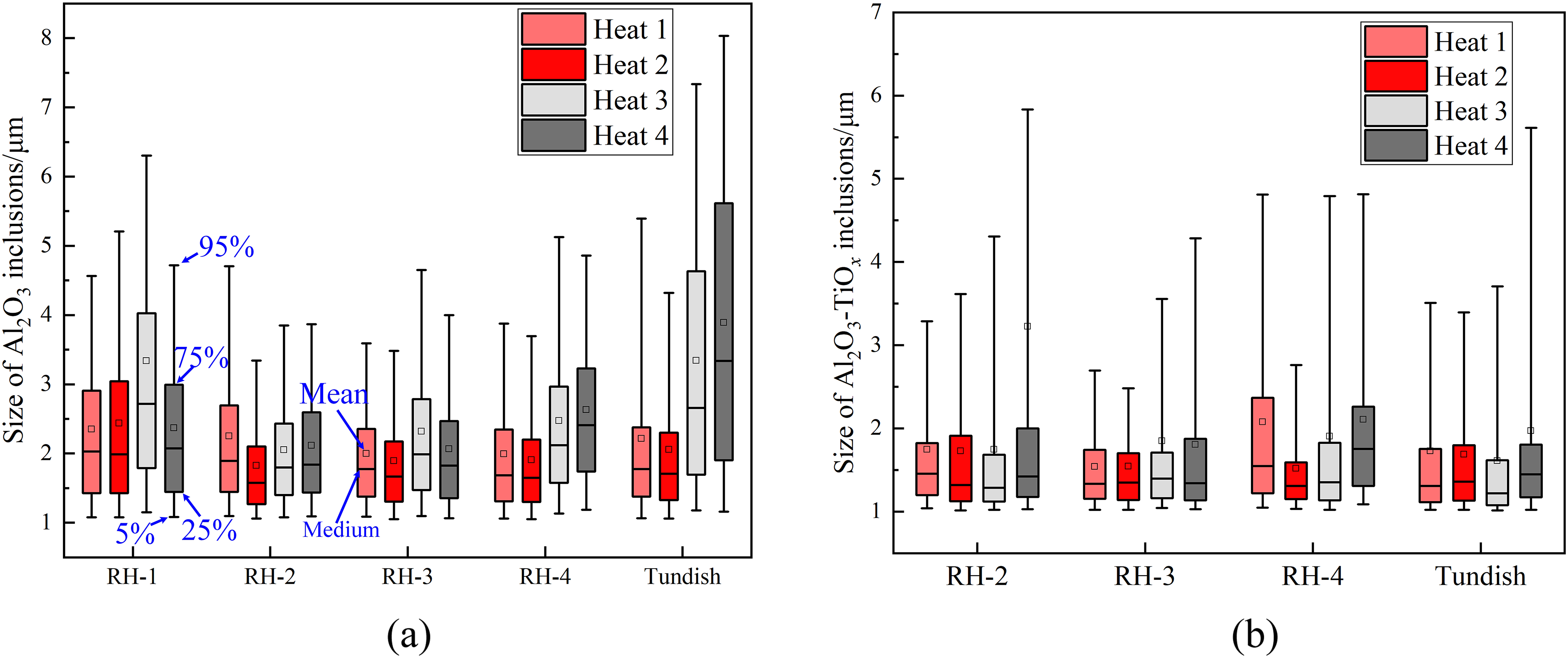
Evolution of the size of inclusions in molten steel from RH to tundish in different heats. (a) Size of Al2O3 inclusions; (b) Size of Al2O3-TiO x inclusions. RH: Ruhrstahl-Heraeus.
The size change of inclusions is closely related to the reoxidation of molten steel in the refining process, which will be further analyzed in conjunction with the composition change of Al2O3-TiO x inclusions in Figure 6. From Figure 6(a), it can be seen that the number of Al2O3-TiO x inclusions in Heat 1 increases from RH-2 to RH-4 after Ti addition, with the average Ti content increasing from 18.4% to 24.9%. For Heat 3 in Figure 6(b), the Ti content of Al2O3-TiO x inclusions also shows a general uptrend, but the Ti content is lower overall, increasing from 13.6% to 20.9%. This is mainly due to the continuous reduction of Al2O3 inclusions by the [Ti] in molten steel and more severe reoxidation of molten steel under the higher slag oxidability, resulting in the formation of Al2O3-TiO x inclusions with the higher Ti content. In the tundish process, owing to the weaker oxygen transfer tendency of top slag, the number of Al2O3-TiO x inclusions in the two heats decreases by a large margin, and their Ti contents both signally reduce to 22.7% and 18.1%, respectively.
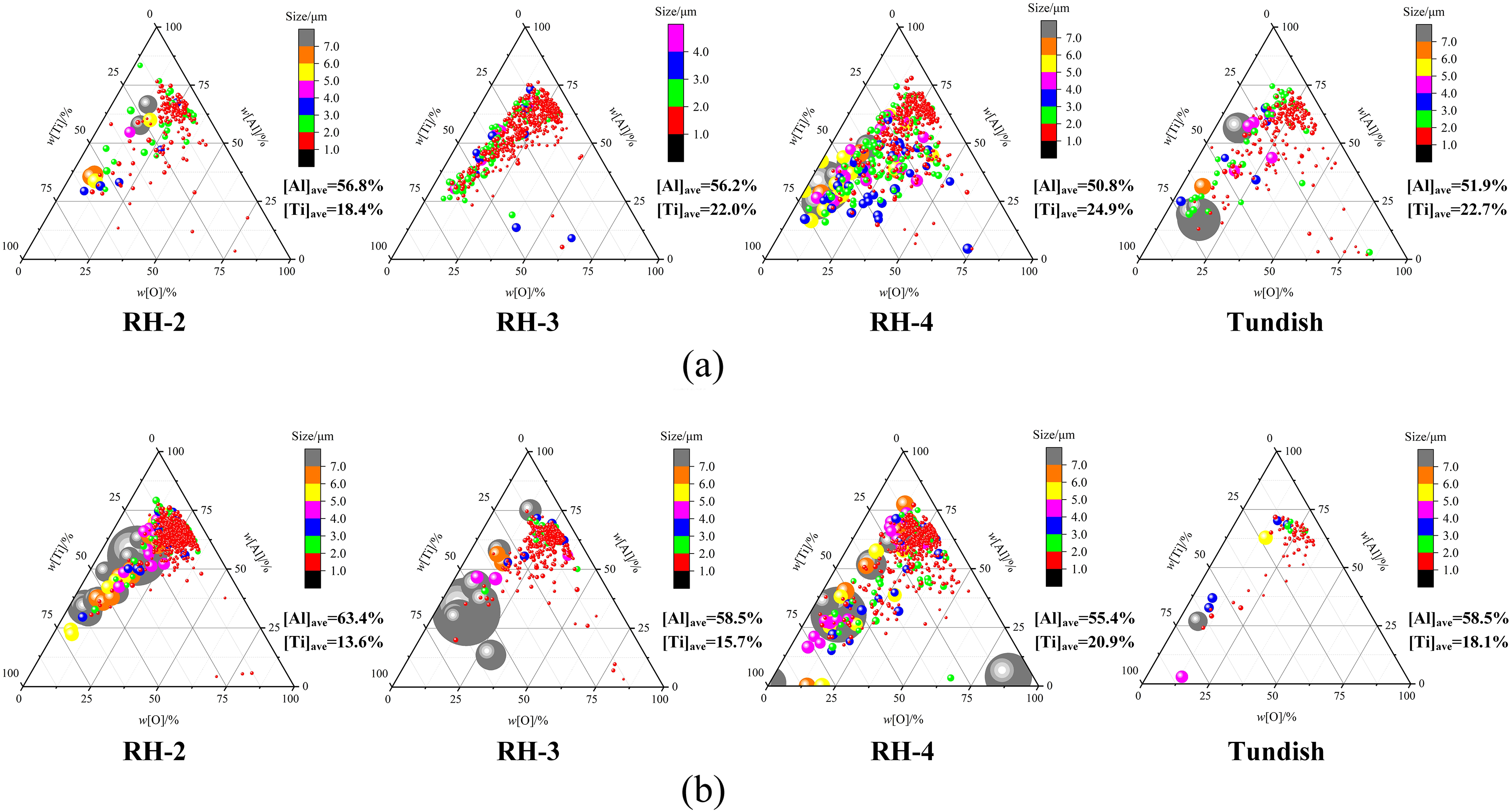
Evolution of the composition of Al2O3-TiO x inclusions in molten steel from RH to tundish in different heats. (a) Heat 1; (b) Heat 3. RH: Ruhrstahl-Heraeus.
In summary, due to the more severe reoxidation of the first two heats during RH treatment, a lot of small Al2O3 and Al2O3-TiO x inclusions will constantly generate in molten steel, causing a small change in the size of these two types of inclusions. The reoxidation of the latter two heats during RH treatment is relatively weak, and more Al2O3 and Al2O3-TiO x inclusions can aggregate and grow up in molten steel all the time, resulting in a larger overall size of inclusions.
Morphological evolution of inclusions
Figure 7 shows the morphology changes of inclusions in molten steel from RH to tundish. From Figure 7, a large number of small Al2O3 inclusions formed in molten steel start to aggregate into larger cluster-like inclusions, as shown in Figure 7
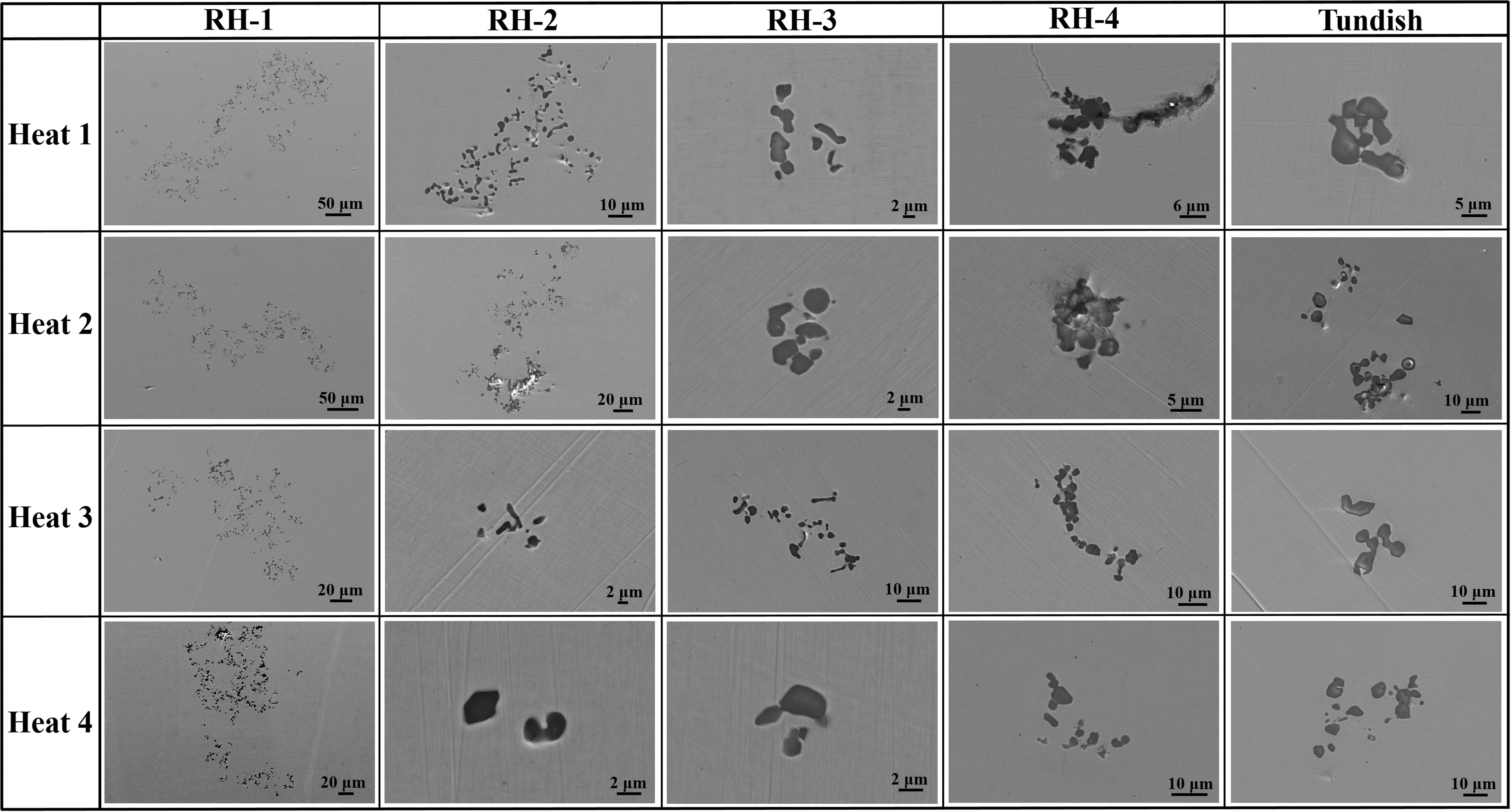
Morphology of Al2O3 inclusions observed by SEM from RH to tundish in different heats. RH: Ruhrstahl-Heraeus.
It is assumed that the Al2O3 and Al2O3-TiO x inclusions in molten steel are spherical, and the location distribution of inclusions in the total scanning area is presented in Figure 8 based on the ASPEX detection results to determine the number of cluster inclusions in molten steel. The analysis method has been introduced in detail in the literature. 23 From Figure 8, the number of cluster inclusions in Heat 1 is obviously higher than that in Heat 3 from RH to tundish, and the trend of changes in the number of cluster inclusions is similar to that of the number density of inclusions in molten steel. Compared with the size of cluster inclusions at 3 min after Al addition, the size of cluster inclusions after Ti addition is smaller. In tundish, the number and size of cluster inclusions in molten steel decrease evidently, which is consistent with the observation results in Figure 7.
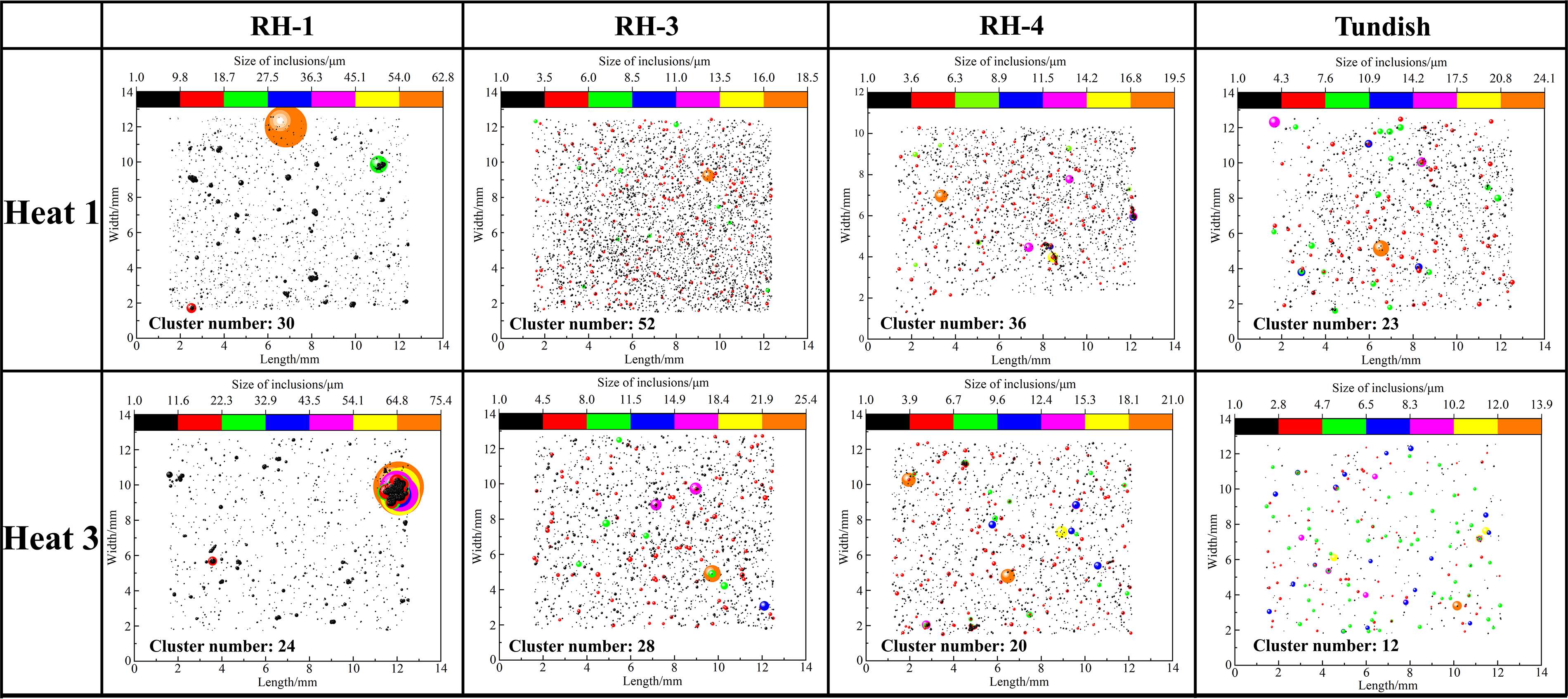
Distribution of inclusions in the total detection area in different heats.
The number and size of cluster inclusions in molten steel reflect the cleanliness level of IF steel to some extent. In the first two heats, the strong oxidizability of top slag during RH treatment leads to serious reoxidation of molten steel, and the ladle slag with high CaO/Al2O3 and CaO/SiO2 ratios makes it difficult for slag to absorb the large Al2O3 cluster inclusions in molten steel. The slag oxidizability in the latter two heats is lower; as a consequence, the reoxidation of molten steel is relatively weak. Moreover, large-sized cluster inclusions in molten steel can be removed continuously in the case of the lower CaO/Al2O3 and CaO/SiO2 ratios, ultimately resulting in fewer and smaller Al2O3 cluster inclusions in molten steel.
Al2O3-TiO
x
inclusions can be divided into three types according to their morphological and elemental-distribution characteristics. Figure 9 shows the morphology and elemental distribution of the first two types of Al2O3-TiO
x
inclusions from RH to tundish in different heats. From Figure 9(a), the first two types of Al2O3-TiO
x
inclusions are mostly spherical in shape, and the size is usually within 5 μm. Figure 9(b) shows the distribution of Al and Ti elements in the first two types of Al2O3-TiO
x
inclusions. Ti elements of the first type of Al2O3-TiO
x
inclusions as shown in Figure 9(b)
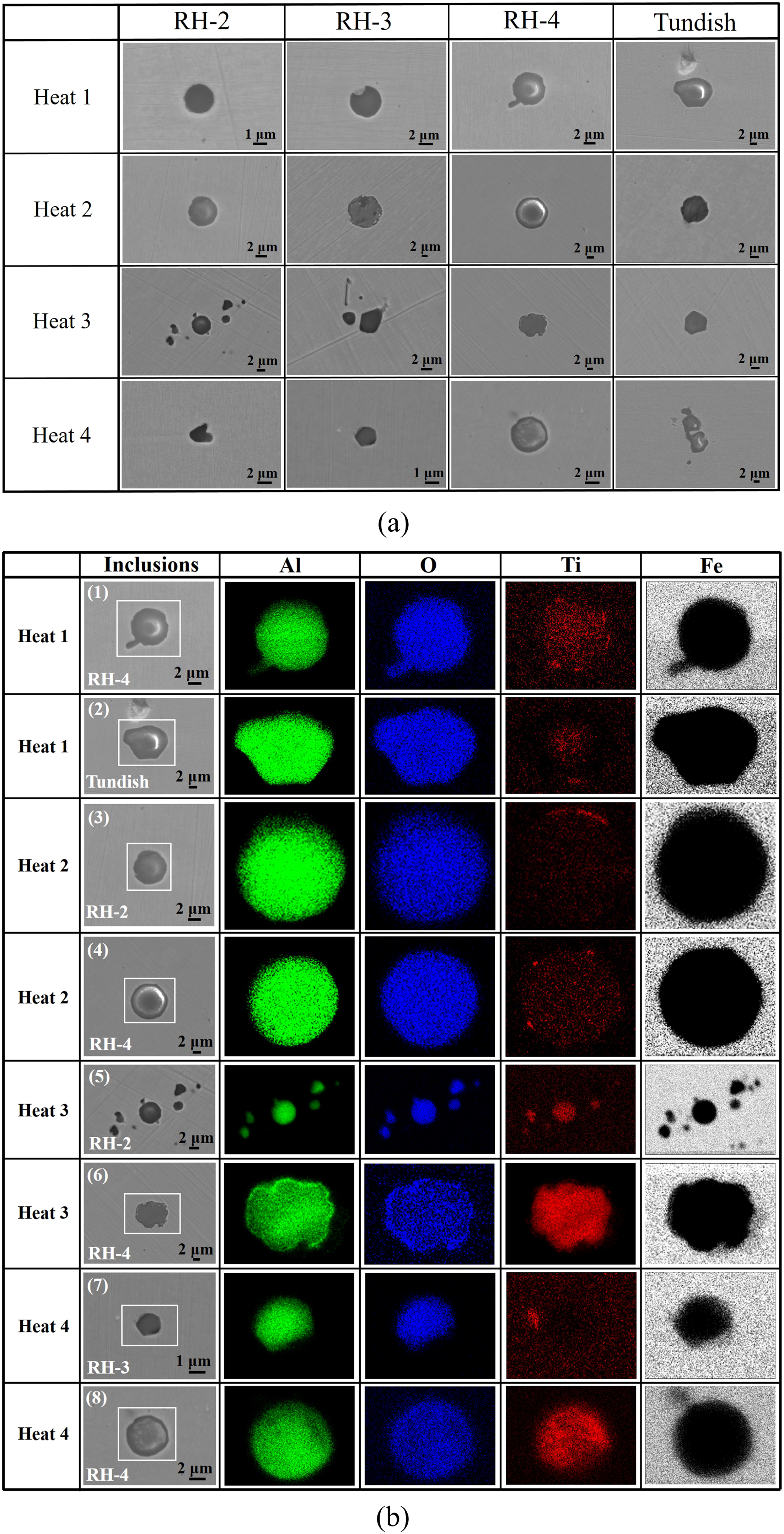
Morphology and elemental distribution of the first two types of Al2O3-TiO x inclusions from RH to tundish in different heats. (a) The first two types of Al2O3-TiO x inclusions. (b) Elemental distribution of the first two types of Al2O3-TiO x inclusions. RH: Ruhrstahl-Heraeus.
The third type of Al2O3-TiO x inclusions is shown in Figure 10, which are relatively large in size, mostly above 5 μm. Most of these inclusions are spherical in shape, with a small amount of irregular shapes, and white droplets of a certain size are wrapped inside the inclusions. Combined with the element distribution in Figure 10(b), it can be seen that the white droplets are mainly composed of Fe, and the Fe droplet is directly enveloped by Al2O3-TiO x inclusions, or firstly wrapped by Al2O3 and then surrounded by the Al2O3-TiO x inclusions, or covered by nearly pure Al2O3 inclusions. The formation mechanism of the third type of Al2O3-TiO x inclusions in Figure 10 has been pointed out in the work of Qin et al. 28 However, previous studies rarely found this type of Al2O3-TiO x inclusions, which may be also closely related with the high FeO content of top slag during the production of IF steel in this experiment. 29 The formation mechanism of this type of Al2O3-TiO x inclusions should be further studied in the future.
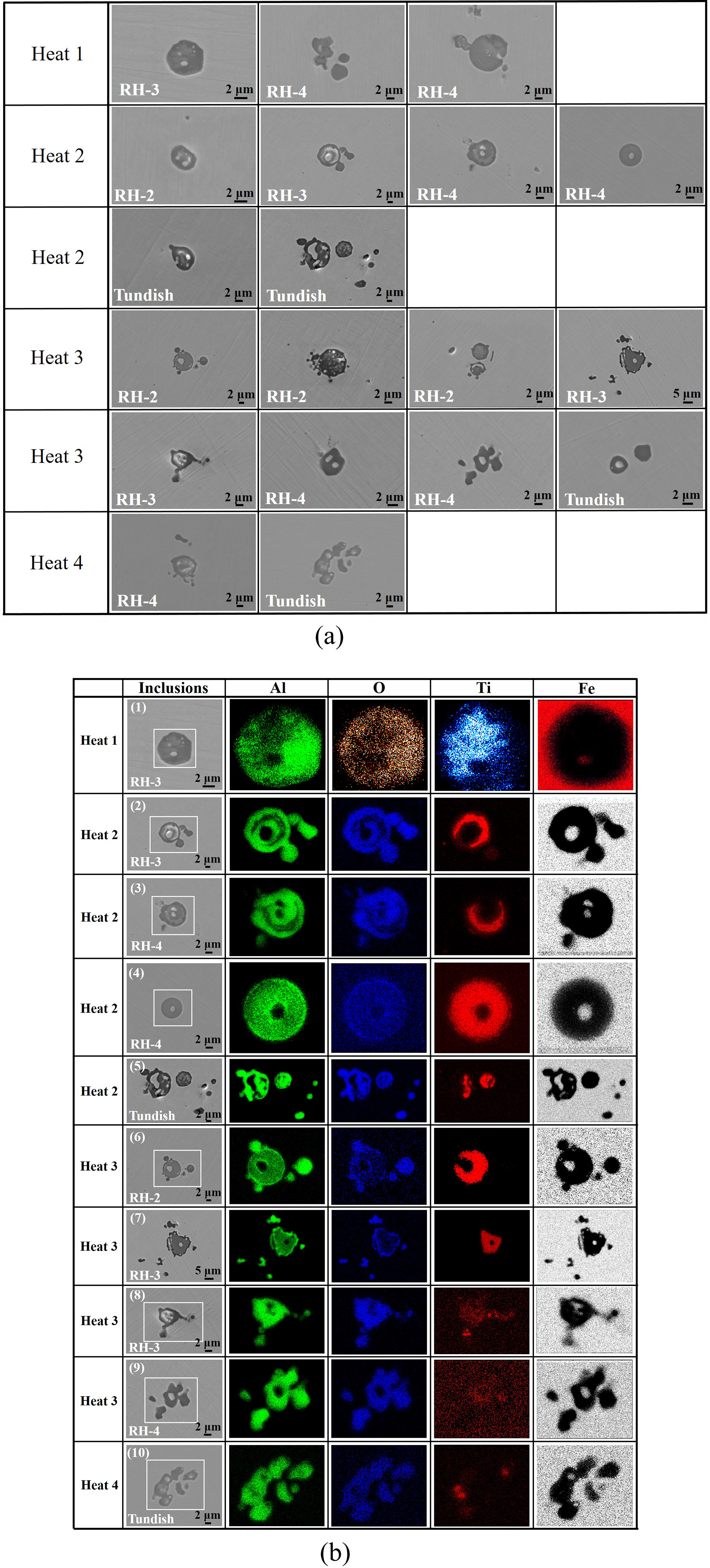
Morphology and elemental distribution of the third type of Al2O3-TiO x inclusions from RH to tundish in different heats. (a) Morphology of the third type of Al2O3-TiO x inclusions. (b) Elemental distribution of the third type of Al2O3-TiO x inclusions. RH: Ruhrstahl-Heraeus.
Effect of slag composition on oxygen mass transfer of top slag
The FeO activity in slag is regarded as a key parameter to measure the oxidation capacity of slag and understand refining reactions, and the slag composition directly affects the FeO activity in slag. 30 Factsage 8.2 software was used to calculate and analyze the effect of the slag composition on the FeO activity in slag, as shown in Figure 11. For drawing the iso-FeO activity diagram, the Phase Diagram module and the databases of FactPS and FToxid were used in Factsage 8.2 software, and the projection of liquid phase isotherm was plotted first. Secondly, the composition of corresponding slag system in the liquid phase zone for a given FeO activity was calculated by the Equilib module. Finally, the iso-FeO activity with liquid phase zones of slag in the different slag systems was drawn.
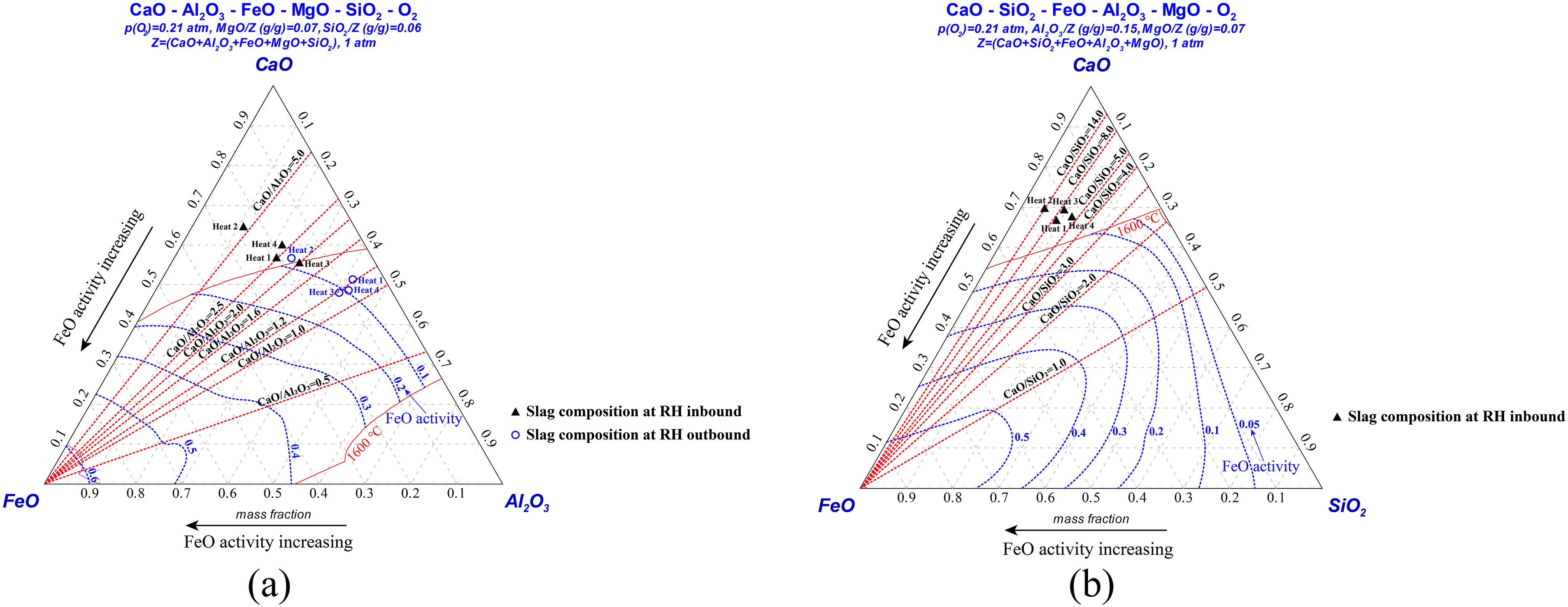
Effect of the slag composition on the FeO activity at 1600 °C. (a) Effect of the CaO/Al2O3 ratio of slag on the FeO activity, slag system: CaO-Al2O3-FeO-7%MgO-6%SiO2-O2, p(O2) = 0.21 atm, 1 atm. (b) Effect of the CaO/SiO2 ratio of slag on the FeO activity, slag system: CaO-SiO2-FeO-15%Al2O3–7%MgO-O2, p(O2) = 0.21 atm, 1 atm.
Figure 11(a) shows the effect of the CaO/Al2O3 ratio of slag on the FeO activity at 1600 °C, and the slag composition of experimental heats at RH inbound and outbound is depicted in this figure. From the figure, at RH inbound, only the composition of slag of Heat 3 is located in the liquid phase zone of 1600 °C, manifesting that the refining slag has bad performance in the fluidity and the ability to absorb inclusions. At RH outbound, after the modification treatment, the CaO/Al2O3 ratio of slag in Heat 1, Heat 3, and Heat 4 has already decreased to around 1.2 compared to that of slag in Heat 2. The slag composition has completely fallen in the liquid phase area, with good fluidity and a strong ability to absorb inclusions. However, under the experimental conditions, the FeO content of slag varies in the range from 10% to 20%. Compared with the FeO activity of slag in the CaO/Al2O3 ratio equaling 1.6, the FeO activity of slag in the CaO/Al2O3 ratio equaling 1.2 increases more significantly with the increase of FeO content, and the reoxidation trend of molten steel will be more serious. In general, reducing the FeO content of slag and controlling the CaO/Al2O3 ratio of slag to about 1.6 are beneficial to reduce the FeO activity of slag.
In the calculation of the CaO/SiO2 ratio of slag, the average composition of slag at RH inbound was selected as the reference slag system. Figure 11(b) shows the effect of the CaO/SiO2 ratio of slag on the FeO activity at 1600 °C, and the slag composition of experimental heats at RH inbound is depicted in this figure. It can be known that the CaO/SiO2 ratio of slag at RH inbound of Heat 3 and Heat 4 with better cleanliness of molten steel is kept at a lower level. Since the FeO content of slag varies in the range from 10% to 20% under the experimental conditions, when the CaO/SiO2 ratio of slag is below 2.0, the FeO activity of slag increases more significantly with the increasing FeO content of slag. Therefore, appropriately reducing the CaO/SiO2 ratio of slag is more conducive to reducing the FeO activity of slag, and it should be noted that the CaO/SiO2 ratio of slag should not be lower than 2.0.
In the production process of ultra-low carbon steel, the oxygen transfer balance between slag and molten steel can be represented from Equation (1) to Equation (4).
31
The composition of molten steel used in the calculation is listed in Table 4. The interaction coefficients of elements in molten steel at 1600 °C are listed in Table 5.
32
In molten steel, it is assumed that Fe is a pure substance with an activity of 1, and 



Original composition in molten steel according to the Heat 1 at RH outbound (g).

RH: Ruhrstahl-Heraeus.
Interaction coefficients of elements in molten steel.

Where
The reoxidation rate of molten steel caused by the oxygen transfer from slag to molten steel mainly depends on the migration rate of oxygen in the two phases of slag and steel.
33
For the slag system with a high FeO content, the diffusion transfer of oxygen in molten steel is the rate determining step.
18
In this paper, the Equation (5) indicates the oxygen transfer rate of top slag, and the effect of the slag composition on the oxygen transfer from slag to molten steel is studied by combining Equation (1) to Equation (5). The Equilib module and the database of FToxid in Factsage 8.2 software were employed in the calculation of the starting melting temperature of slag.
Figure 12 shows the effect of the slag composition on the oxygen transfer rate of slag and the starting melting temperature of slag. From Figure 12(a), with the increase of the FeO content in slag, the oxygen transfer rate of top slag increases rapidly, and reducing the FeO content of top slag has a significant effect on shrinking the oxygen transfer rate constant. At a given FeO content, the oxygen transfer rate of top slag shows a decreasing trend with the increasing CaO/Al2O3 ratio of slag, and the decreasing amplitude is more obvious at a high FeO content of slag. As can be seen in Figure 12(b), the starting melting temperature of slag shows an increasing trend with the decreasing FeO content in slag except that in the CaO/Al2O3 ratio of slag equaling 1.2. Moreover, at a fixed FeO content of slag, when the CaO/Al2O3 ratio of slag is over 1.4, the starting melting temperature of slag gradually increases as the CaO/Al2O3 ratio of slag increases. Therefore, when the CaO/Al2O3 ratio of slag is controlled at about 1.6, it can not only slow down the oxygen transfer rate from slag to molten steel, but also improve the slag fluidity at a lower starting melting temperature.
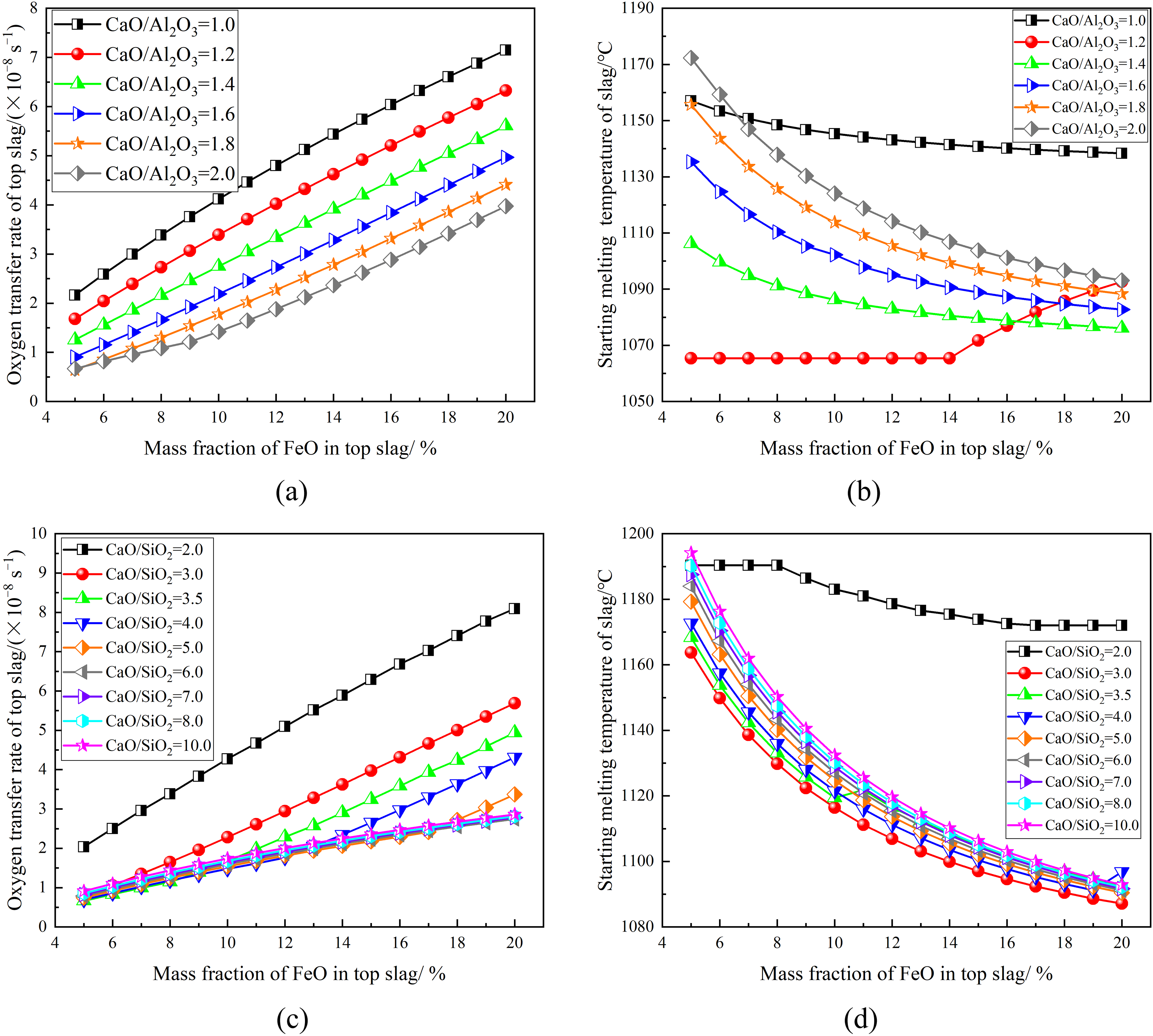
Effect of the slag composition on the relevant properties of slag. (a) Effect of the CaO/Al2O3 ratio of slag on the oxygen transfer rate of top slag, slag system: CaO-Al2O3-FeO-7%MgO-6%SiO2. (b) Effect of the CaO/Al2O3 ratio of slag on the starting melting temperature of slag, slag system: CaO-Al2O3-FeO-7%MgO-6%SiO2. (c) Effect of the CaO/SiO2 ratio of slag on the oxygen transfer rate of top slag, slag system: CaO-SiO2-FeO-15%Al2O3-7%MgO. (d) Effect of the CaO/SiO2 ratio of slag on the starting melting temperature of slag, slag system: CaO-SiO2-FeO-15%Al2O3-7%MgO.
As shown in Figure 12(c), as the FeO content in slag increases, the oxygen transfer rate of top slag accelerates gradually. In the case of the CaO/SiO2 ratio of slag above 4.0, the oxygen transfer rate of slag increases little with the increasing CaO/SiO2 ratio of slag, especially at a low FeO content of slag below 10%. Combined with Figure 12(d), it can be seen that the change of FeO content of slag has a more significant effect on the starting melting temperature of slag. However, at a lower FeO content, with the increasing CaO/SiO2 ratio of slag, the starting melting temperature of slag is at a higher level and increases more significantly. Overall, controlling the CaO/SiO2 ratio of slag between 4.0 and 7.0 can slow down the mass transfer of oxygen from slag to molten steel while achieving better slag fluidity.
The total dissolution time of inclusions is usually used to represent the inclusion absorption ability of slag, which can be calculated by Equation (6) and Equation (7).34–36 

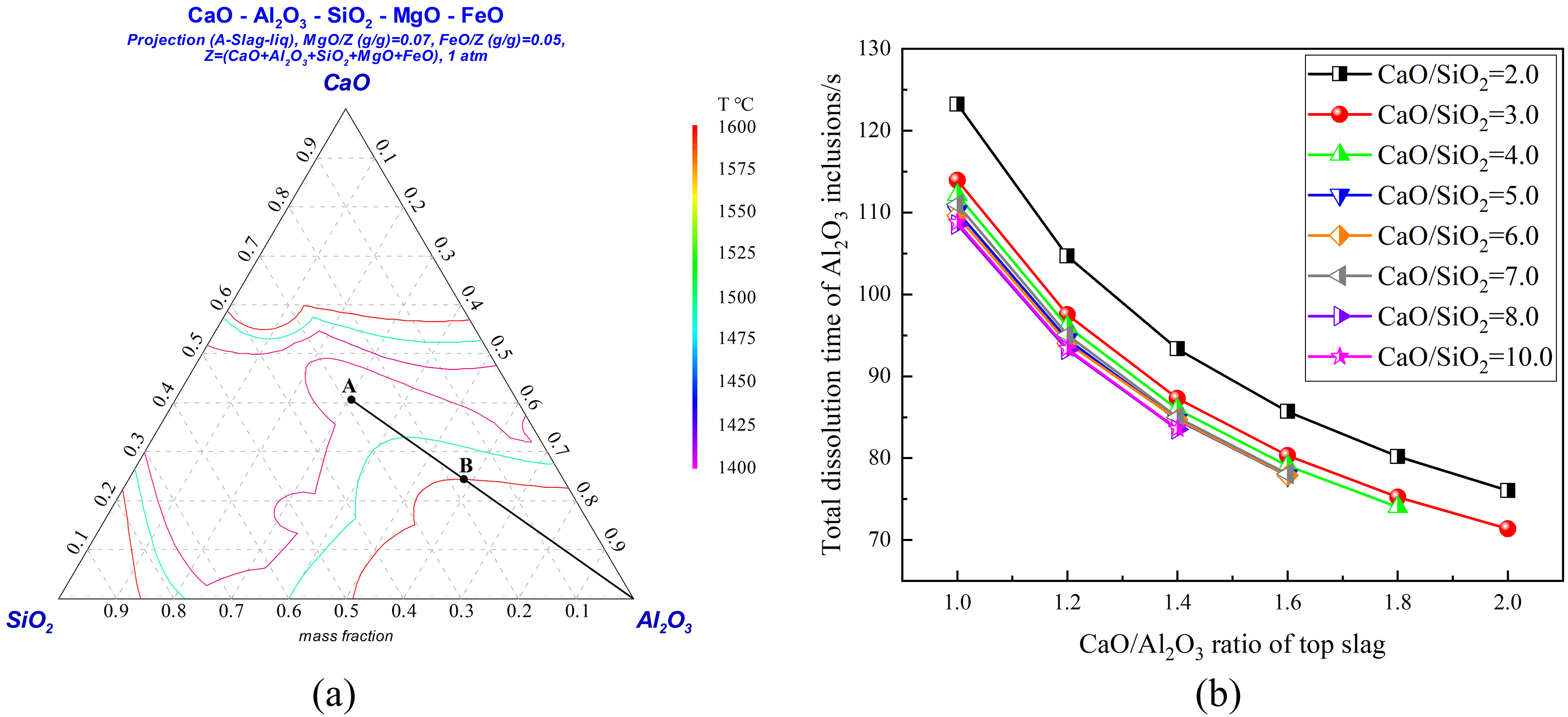
Effect of slag composition on the dissolution of Al2O3 inclusions. (a) Schematic of the determination of the saturation slag for the dissolution of Al2O3 at 1600 °C in the slag system: CaO-Al2O3-SiO2-7%MgO-5%FeO. (b) Effect of the CaO/Al2O3 and CaO/SiO2 ratios of slag on the total dissolution time of Al2O3 inclusions (R0 = 50 μm), slag system: CaO-Al2O3-SiO2-7%MgO-5%FeO.
From Figure 13(b), for the Al2O3 inclusions (R0 = 50 μm), with the increasing CaO/Al2O3 and CaO/SiO2 ratios of slag, the total dissolution time decreases gradually. However, when the CaO/Al2O3 ratio of slag is over 1.6 and the CaO/SiO2 ratio of slag is beyond 7.0, the slag composition is outside the liquid phase zone of 1600 °C in this phase diagram, and the inclusion absorption ability of slag will become worse. Base on this experimental condition, when CaO/Al2O3 ratio of slag is around 1.6 and the CaO/SiO2 ratio of slag is between 4.0 and 7.0, the total dissolution time of Al2O3 inclusions has been already significantly shortened.
A total of about 40 steel and slag samples in IF steel were taken at RH outbound to analyze the relationship between the T.O content in molten steel and slag composition, and the results are shown in Figure 14. From Figure 14(a), the T.O content in molten steel is nearly 10 × 10−6 when the CaO/Al2O3 of slag is about 1.6, and the cleanliness of molten steel is optimum. From Figure 14(b), the effect of the CaO/SiO2 ratio of slag on the T.O content in molten steel is obviously weaker than that of the CaO/Al2O3 ratio of slag, which is also consistent with the calculation results in Figures 12 and 13. Overall, the T.O content in molten steel can keep at a low level when the CaO/SiO2 ratio of slag is between 4.0 and 7.0. From Figure 14(c), the T.O content in molten steel increases with the increase of (T.Fe + MnO) contents in top slag, therefore reducing the FeO content of slag will be beneficial to improve the cleanliness of molten steel.
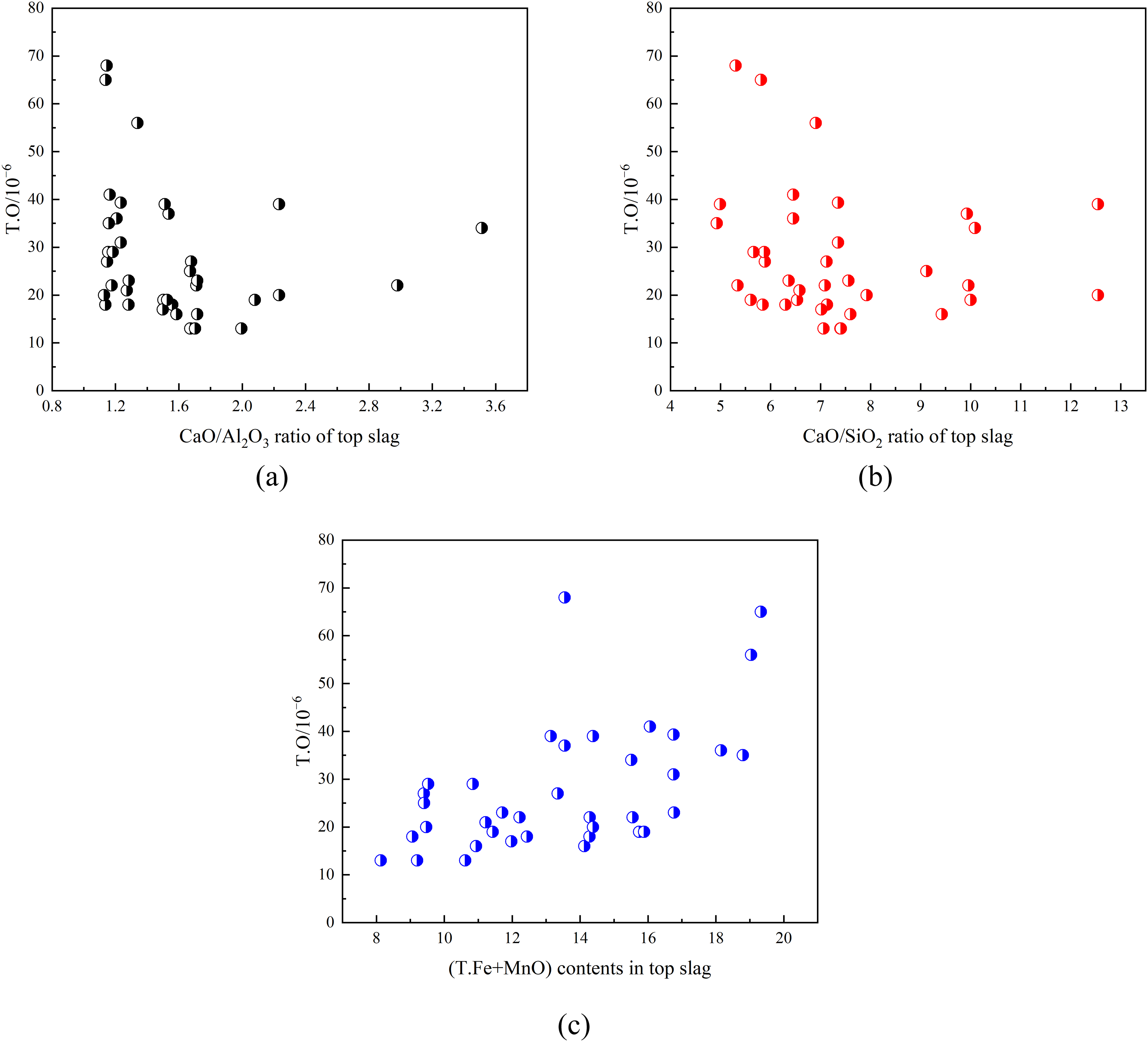
Effect of slag composition on the T.O content in molten steel at RH outbound. (a) Effect of the CaO/Al2O3 ratio of slag on the T.O content in molten steel. (b) Effect of the CaO/SiO2 ratio of slag on the T.O content in molten steel. (c) Effect of the (T.Fe + MnO) contents of slag on the T.O content in molten steel. RH: Ruhrstahl-Heraeus.
In summary, during RH refining process, to keep the top slag with low FeO activity, weak oxygen transfer rate and preferable fluidity and absorption ability of inclusions, the FeO content of slag should be minimized as much as possible, with the CaO/Al2O3 ratio of slag maintained at about 1.6 and the CaO/SiO2 ratio of slag controlled between 4.0 and 7.0.
Mechanisms of reoxidation and inclusions transformation in steel
Based on the above results, this paper summarizes the evolution law of inclusions during RH refining and tundish process under the condition of high oxidizing slag. Figure 15 illustrates the formation and removal mechanisms of Al2O3 inclusions in molten steel. After adding aluminum particles in molten steel, small Al2O3 inclusions can rapidly nucleate, followed by collision and growth to generate the large Al2O3 cluster inclusions, as shown in Figure 7 (RH-1). With the addition of Ti, the morphology of Al2O3 inclusions varies with the oxidizability of top slag during RH refining process.
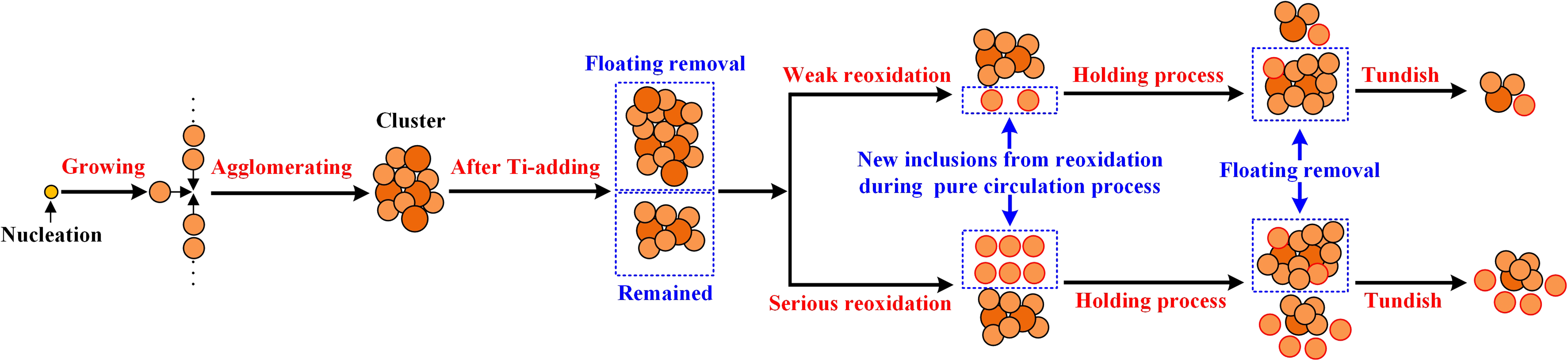
Formation and removal mechanisms of Al2O3 inclusions during RH refining and tundish process. RH: Ruhrstahl-Heraeus.
When the oxidizability of top slag is low, the reoxidation degree of molten steel durig RH treatment is weak, and inclusions are constantly floating up and removed. After adding Ti, the number and size of Al2O3 cluster inclusions in molten steel will reduce remarkably, as shown in Heat 3 and Heat 4 of Figure 7 (RH-2–RH-4). The cleanliness of molten steel can be further improved after finishing the holding process, and only a small amount of small-sized Al2O3 cluster inclusions remain in molten steel, as shown in Heat 3 and Heat 4 of Figure 7 (Tundish).
When the oxidizability of top slag is relatively high, the reoxidation degree of molten steel in RH is strong, and many small-sized Al2O3 inclusions will continuously generate in molten steel. Moreover, the top slag with high CaO/Al2O3 and CaO/SiO2 ratios will make it difficult to efficiently remove inclusions in molten steel, resulting in the presence of many large-sized clusters of Al2O3 inclusions in molten steel, as shown in Heat 1 and Heat 2 of Figure 7 (RH-2–RH-4). Although the slag oxidizability and the CaO/Al2O3 and CaO/SiO2 ratios of top slag are further reduced at the end of RH, it is also tough to achieve the high cleanliness of molten steel in the tundish process. There are still some large-sized Al2O3 cluster inclusions in molten steel, as shown in Heat 1 and Heat 2 of Figure 7 (Tundish).
The mechanism of the reoxidation process of molten steel by top slag in the pure circulation process is shown in Figure 16. In the case of high oxidizing slag, the oxygen will transfer from top slag to molten steel constantly. With a good stirring effect of molten steel during the pure circulation process, the metal elements in molten steel will also diffuse to the slag–steel interface continually. Therefore, the reoxidation reaction at the slag–steel interface will proceed during this period. According to the Reaction (R1), the [Al] in molten steel reacts with the oxygen at the slag–steel interface to form Al2O3 inclusions.
21
Furthermore, the simultaneous reaction of [Al] and [Ti] in molten steel with the oxygen at the slag–steel interface generates Al2O3-TiO
x
inclusions, in accordance with the Reaction (R2).
29
Besides, the [Ti] in molten steel is also likely to react with the oxygen at the slag–steel interface to form TiO
x
inclusions based on the Reaction (R3).
23
Some inclusions generated by the reoxidation reaction at the slag–steel interface will dissolve into the slag phase. Meanwhile, owing to the low inclusion absorption ability of slag, many small inclusions will also stay near the surface of molten steel, which makes it difficult to improve the cleanliness of molten steel.


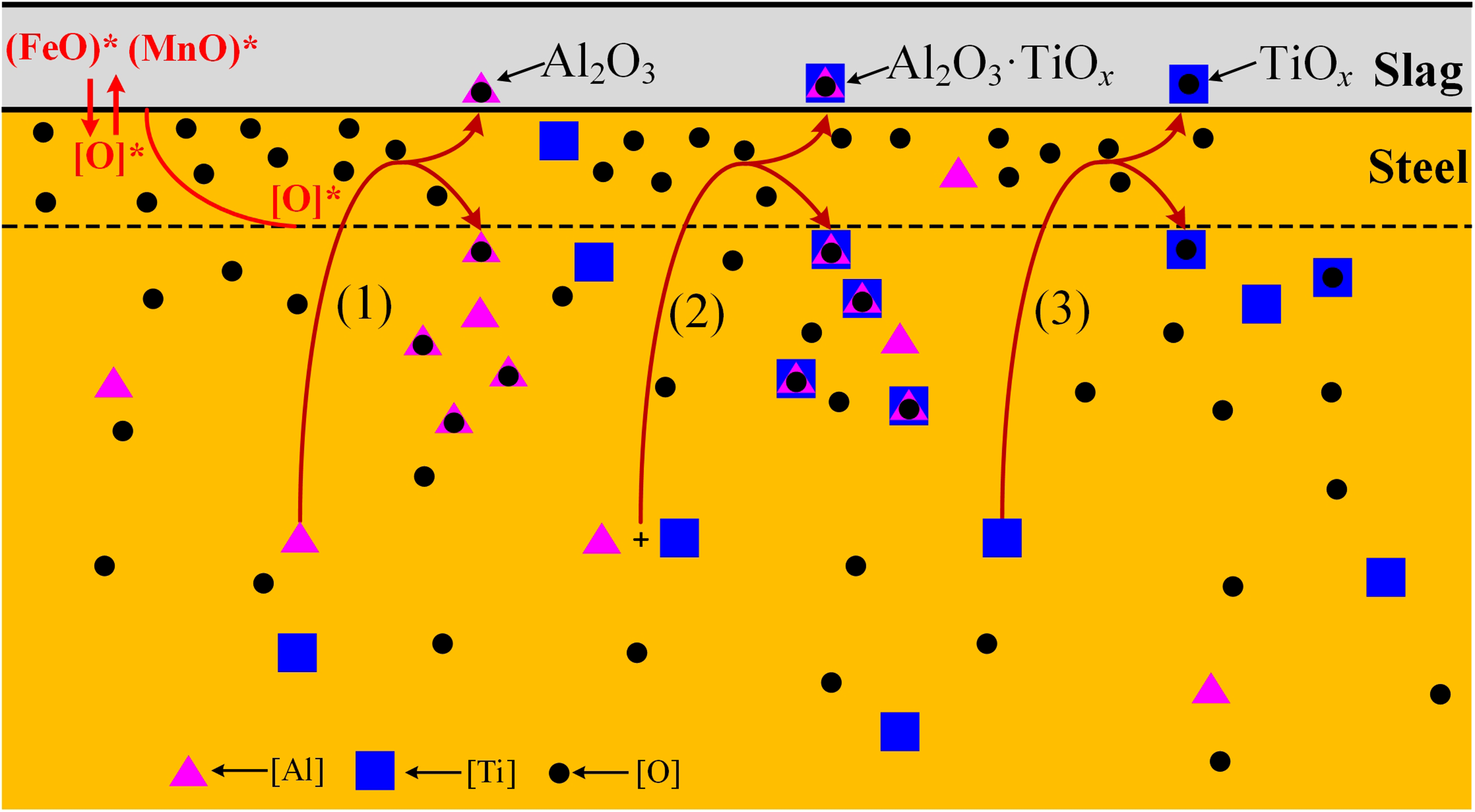
Mechanism of the reoxidation process of molten steel by top slag in the pure circulation process.
Conclusions
(1)The deterioration of steel cleanliness was mainly arisen from a serious reoxidation of molten steel by oxidizing components like (T.Fe + MnO) in top slag and weak inclusion absorption ability of slag at high CaO/Al2O3 and CaO/SiO2 ratios during RH refining process.
(2)In the case of serious reoxidation of molten steel, a lot of fine-sized inclusions of Al2O3 and Al2O3-TiO x were observed during the whole process from RH to tundish. In addition, the size and number of Al2O3 inclusion clusters were larger, and Ti content in Al2O3-TiO x inclusions was higher.
(3)The reduction of FeO content and keeping the CaO/Al2O3 and CaO/SiO2 ratios at about 1.6 and 4–7, respectively, in top slag during RH refining process was beneficial to minimize the reoxidation of Al and Ti and increase the inclusion absorption ability of top slag, hence to improve the cleanliness of molten steel.
(4) During the circulation process after final Al deoxidation, inclusion evolution behavior was greatly affected by slag oxidability. Al2O3 and Al2O3-TiO x inclusions formed continuously at the slag–metal interface by oxygen transfer from top slag in the case of serious reoxidation of molten steel.
Footnotes
Acknowledgements
The authors are thankful to Pangang Group Xichang Steel and Vanadium Co., Ltd for the support on the field test, and Pangang Group Research Institute Co., Ltd for the help and support with the ASPEX analysis.
Disclosure statement
No potential conflict of interest was reported by the authors
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China, (grant number 52174292).