
Abstract
Effects of activating fluxes on macromorphologies, microstructures and mechanical properties of low power pulse laser beam welding of AZ31 magnesium alloy joints were investigated by microstructural observations and mechanical properties tests (including the ultimate tensile strength and hardness). The results showed that activating flux (SiO2) is more effective in improving the laser welded penetrations when the heat input is at a critical value (E = 53·42 J mm−1). Five typical fluxes (SiO2, TiO2, ZnCl2, CaCl2 and CaF2) all increased the weld penetrations and D/W ratios of the welded joints. The morphologies of grains in the band zones with fluxes are characterised by dendritic crystals. Moreover, the widths of the band zones with oxide and chloride fluxes are wider than that with fluorine flux. The mechanical properties of the welded joints with fluxes were lower than those without flux. The fracture surface of the welded joints with fluxes exhibited a character of a mixed fracture.
Introduction
Magnesium alloys have attracted great attention in research and industrial applications because of their low density, high strength, high damping capability, perfect electromagnetic interference shielding property and radiation resistance property.1, 2 Joining of magnesium alloys is inevitable in their application in industries. Hence, up to now, welding technology of magnesium alloys is widely researched. Laser beam welding (LBW) technology is adopted for magnesium alloys due to its lower heat input, higher energy density and higher depth/width D/W ratio when compared with conventional welding method.3– 5 However, because the energy efficiency of laser welding is relatively low and the cost increases rapidly with the increasing thickness of workpieces due to its high reflectivity,6 the application of LBW technology for magnesium alloys is restricted. Therefore, it is necessary to explore a new method to solve the problem mentioned above so as to accelerate the applications of LBW technology to magnesium alloys in the industry.
In the mid 1960s, researches at the E. O. Paton Institute in Ukraine showed that weld penetrations could be improved as much as three times when base materials (BM) were coated with thin layers of fluxes.7 Recently, great attention has been paid to activating tungsten inert gas welding of light metal for its deep penetration and satisfactory welded joints.8– 11 Hence, it could be a feasible way to use the activating flux in laser welding to increase the penetrations of weld bead and decrease the cost when thick sheets are adopted. Fan et al. 12 investigated the effects of the activating fluxes on YAG laser welding of stainless steels. They found that the activating flux increased obviously the weld penetration and D/W ratio in different welding conditions. The mechanism is thought to be the change of weld pool surface tension temperature coefficient and thus changed the fluid flow pattern in the weld pool due to the flux. Kuo et al. 13 reported the CO2 laser welding of mild and stainless steels with activating flux. They found that the weld penetration related to welding parameters (laser power and welding speed) and exothermic reactions; the significant improvement in penetration was observed at very high welding speeds. Moreover, the possible exothermic reactions could impart additional heat to give additional penetration and lead to larger fusion areas compared with those obtained without activating flux.
The above investigations reported the mechanisms of the increase in the weld penetration of the LBW of mild and stainless steels joints with the addition of fluxes. However, the influences of the activating fluxes on LBW welding of magnesium alloy joints are very limited. In particular, the effects of the activating fluxes on the microstructures and the mechanical properties of the welded magnesium alloy joints are still an open question. Therefore, it is important to investigate the effects of activating fluxes on the macromorphologies, microstructures and mechanical properties of LBW welded magnesium alloy joints. This research should provide theoretical and experimental basis for application of LBW welding in magnesium alloys.
Experimental
Hot extruded AZ31 magnesium alloy plates with a size of 100×50×3 mm were used for the welding tests. Before welding, the top surface of each specimen was ground using a grinder and then cleaned with acetone to remove oxides and grease. Five typical fluxes (SiO2, TiO2, ZnCl2, CaCl2 and CaF2) were selected as activating fluxes. The flux powder was uniformly dispersed with acetone to produce a paint-like consistency. A brush was used to apply the coatings on the top surface of each specimen with a width of about 40 mm. The thickness of the flux layer was about 0·3 mm. A low power pulse laser generator (Putian PTIV II) with a maximum output power of 120 W was applied for butt welding. The flowrate of shielding gas (argon) (10 L min−1), the pulse width (10 ms), the laser frequency (40 HZ) and the defocusing amount (−0·5 mm) are constant during welding.
After welding, surfaces of weld beads were photographed. The cross-sections of welded joints were prepared by a standard metallographic procedure, including grinding, polishing and etching (2 g picric acid+50 mL ethyl alcohol+5 mL acetic acid). The cross-sectional macrographs and the penetrations were measured by an optical microscope (MDJ200). The microstructures of the fusion zone (FZ) of laser welded AZ31 magnesium alloy joints with different fluxes were observed by a scanning electron microscopy (SEM; Tescan VEGA II LMV). Energy dispersive X-ray spectroscopy (Oxford, Inc., ISIS300) was used to detect the elemental distributions and helped to determine the phases formed in the welded seams.
The microhardness tests were performed by using a Vickers hardness tester (HX-1000TM) with a period of 20 s, a load of 100 g and a step size of 0·5 mm. The tensile tests were carried out with an electronic testing machine (SANS XYA105C) at room temperature. Parts of full penetration were intercepted to make standard tensile specimens. The tensile direction was perpendicular to the welded seams, and the tensile velocity was 0·5 mm min−1. Each data for the ultimate tensile strength value represented an average of three samples under the same condition. The fracture surfaces were observed by the SEM mentioned above.
Results and discussion
Determination of optimal welding process parameters
The effects of the laser power and welding speed on the penetrations are shown in Fig. 1. The weld penetration without flux increased slowly with the increase in laser power, but the trend of the increase in the samples with flux is more obvious (Fig. 1a). Among them, the SiO2 flux gave maximal weld penetration. Kaul et al. 14 researched effect of active flux addition on laser welding of austenitic stainless steel. They also found that SiO2 flux can significantly produce narrower and deeper welded joints during CO2 laser welding.
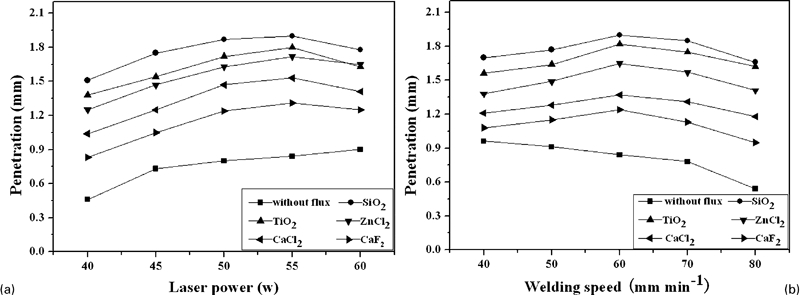
Effects of laser power and welding speed on penetrations of laser welded AZ31 magnesium alloy joints
In a given power, the weld penetration of the seams welded without flux decreased obviously with the increase in the welding speed, while adding fluxes led to weld penetration that increased slightly at first and then decreased slowly with the increase in welding speed (Fig. 1b).
In order to research the influence of both laser power and welding speed on the increase in weld penetration, heat input was adopted. The variation of the heat input during a laser welding is defined as follows


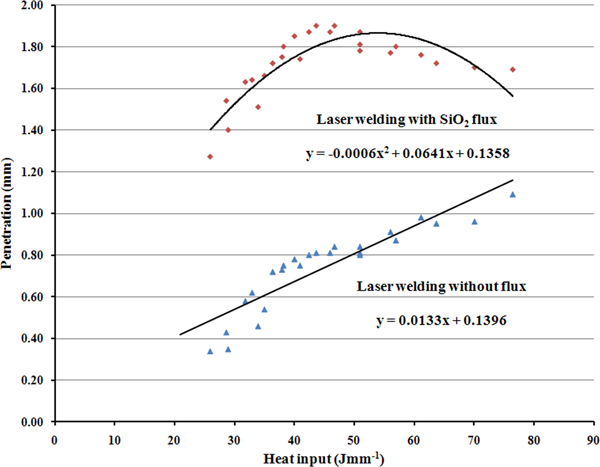
Effects of heat input on penetrations of laser welded AZ31 magnesium alloy joints with SiO2 flux and without flux
Macromorphologies of welded seams
The surface appearances of the welded joints obtained with the optimal process parameters (E = 53·42 J mm−1) with/without fluxes are shown in Fig. 3. Lustrous and smooth surfaces (without splash) of the laser welded seams were obtained in the samples welded with/without fluxes. However, few small holes formed on the surface of the welded seams due to vaporisation of the elements (such as magnesium and zinc) during welding (Fig. 3).
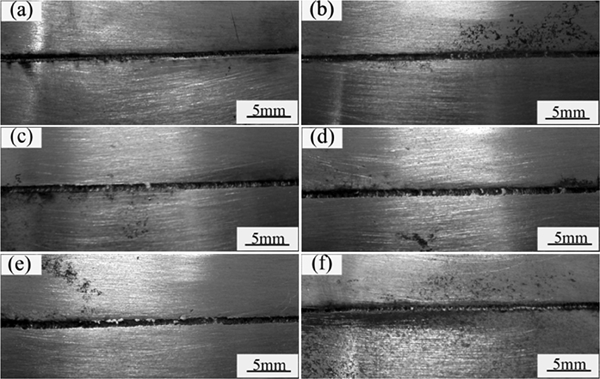
Images of appearances of laser welded seams with different fluxes
The weld penetration and D/W ratio of the welded seams were measured and listed in Table 1. The weld penetration and D/W ratio of the welded joints with fluxes were obviously larger than those of the welded joint without flux. Moreover, the oxide and chloride fluxes increased the penetration of the laser welded joints more significantly than the fluorides flux (especially for SiO2 flux, in which the weld penetration increased almost two times (Table 1).
Penetration depth D and depth/width D/W ratio of laser welded seams with different fluxes

In the sample welded without flux, strong reflection of magnesium alloy on the laser beam resulted in the waste of laser energy. Hence, because the temperature of the welded surface was not high enough for the metal to vapour intensely, the weld penetration of the welded seams is relatively small. However, in the specimens covered with fluxes, most of the laser energy was absorbed due to the shielding of flux coating. Therefore, the reflectivity of the laser beam decreased, and this increased the temperature of the welded surface. Then, more heat on the surface of the weld pools transmitted to interior and increased the weld penetration of the welded seams greatly.17
In general, there are two theories, namely arc constriction (mainly for chlorides and fluorides)18, 19 and reversed Marangoni convection (mainly for oxides),20, 21 used to explain the increase in penetration and D/W ratio of activating tungsten inert gas welded seams. However, in this study, no arc appeared in the laser welding process. Hence, the fluxes increased the weld penetrations of the laser welded seams by increasing the absorptivity of the laser beam. In addition, the temperature coefficient of interfacial tension is strongly influenced by the heat of adsorption.22 Increasing absorptivity led to higher temperature and has the effect of causing adsorbed atoms to desorb from the surface, resulting in an increase in the surface tension. Activating fluxes containing surface active solute O, Si, etc. changed directions of thermocapillary flow and then led to the molten metal flow inward to the centre of the welding pool. Therefore, a deep and narrow welded seam formed in the welding samples. In this experiment, oxide flux has good absorptivity to laser beam23 and may result in reversed Marangoni convection. This increased the weld penetration of welded seams greatly.
Microstructures of welded seams
The microstructures of the FZ of the laser welded AZ31 magnesium alloy joints with/without fluxes are shown in Fig. 4. A band zone is observed in the FZ and close to the fusion boundary in the welded joints with fluxes (this band zone is regarded as the trace of the solidifying front). Moreover, the morphologies and widths of these band zones evolved with the change of fluxes. That is, the morphology of grains in the band zone of the welded joints without flux is characterised by cellular crystals (Fig. 4a), while dendritic crystals appeared in the band zones of the welded joints with fluxes (Fig. 4b–f). In addition, the widths of the band zones with oxide and chloride fluxes are wider than those with fluorine flux.
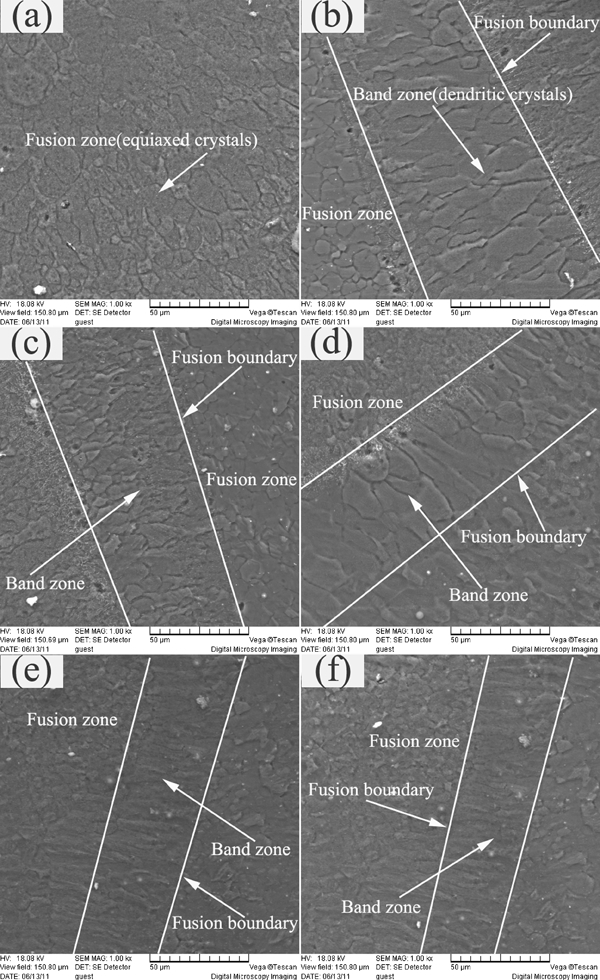
Images (SEM) of laser welded AZ31 magnesium alloy joints with/without fluxes
The evolution of the microstructures in the band zones is attributed to the changes of constitutional supercooling at the front of liquid/solid interfaces. During a welding process, the morphology of welding pool mainly depends on supercooling at the front of the liquid/solid interface.24 For alloys containing solute element C0, the criterion of constitutional supercooling is
For a given composition of alloy, the evolution of the microstructures after solidification of welding pool is associated with changes of constitutional supercooling. Generally, with the decrease in constitutional supercooling, the solidified microstructures of the welding pool changed from cellular crystals to dendritic crystals.25 In this experiment, the flux coating decreased the temperature gradient, indicating that the actual temperature gradient is lower than the gradient of the liquidus temperature, and then the constitutional supercooling at the front of liquid/solid interface reduced. Hence, the morphologies of the band zones changed from cellular crystals to dendritic crystals when fluxes were adopted.
Moreover, the surface of the welding pool had a relatively low temperature gradient because it was deposited by flux coatings (the flux coating suppressed the heat radiation from the welding pool to air and then decreased the temperature gradient of the welding pool). Therefore, the lower cooling rate and longer crystallisation time widened the band zones of the welded joints.26 Generally, the absorptivity of laser energy by oxide and chloride fluxes is stronger than that of fluorine flux.27 Hence, the widths of the band zones with oxide and chloride fluxes are wider than that of fluorine flux.
Mechanical properties of welded joints
Figure 5 shows the mechanical properties (including the ultimate tensile strength and hardness) of the laser welded AZ31 magnesium alloy joints with/without fluxes. The BM used in the experiment was wrought magnesium alloy, which had higher mechanical properties than those of the welded joints because of the strain strengthening. Moreover, the mechanical properties of the welded joints with fluxes were lower than those without flux (which reached nearly 90% of BM). This is because the surface of the welding pool has a low temperature gradient as it was deposited by the flux coating. The grains in the FZ coarsened seriously due to the low cooling rate caused by a long crystallisation time. Meanwhile, the welded seams with non-uniform ingredients and oxide slags caused partial stress concentration and thus led to fracture of the laser welded joints.28 Hence, the mechanical properties of the welded joints with fluxes decreased compared with the welded joint without flux. However, in this experiment, the penetrations of the laser welded joints with oxide and chloride fluxes are larger than those of the welded joints with fluorides flux, and then they achieved higher mechanical properties.
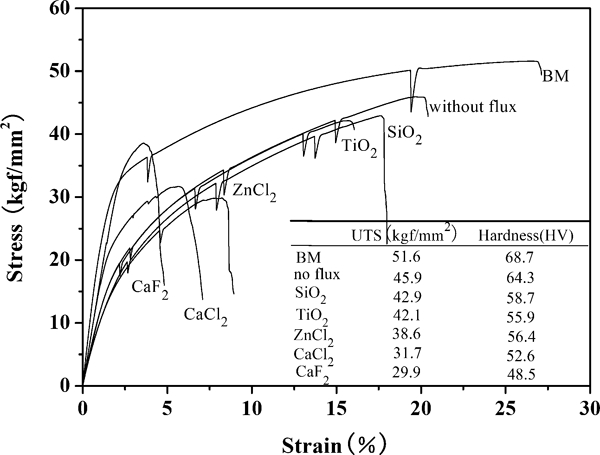
Mechanical properties of laser welded AZ31 magnesium alloy joints with/without fluxes
SEM images of tensile fracture surfaces of BM and the laser welded AZ31 magnesium alloy joints with/without fluxes are shown in Fig. 6. All microstructures exhibited ductile fracture (intergranular) in the form of micropores. However, plate-like features (Fig. 6b–f) suggested some brittle fracture happened in the tensile tests of the welded joints with fluxes. The fracture morphologies of the welded joints with fluxes were coarser than those of the welded joint without flux (Fig. 6a), which were consistent with their larger grains.
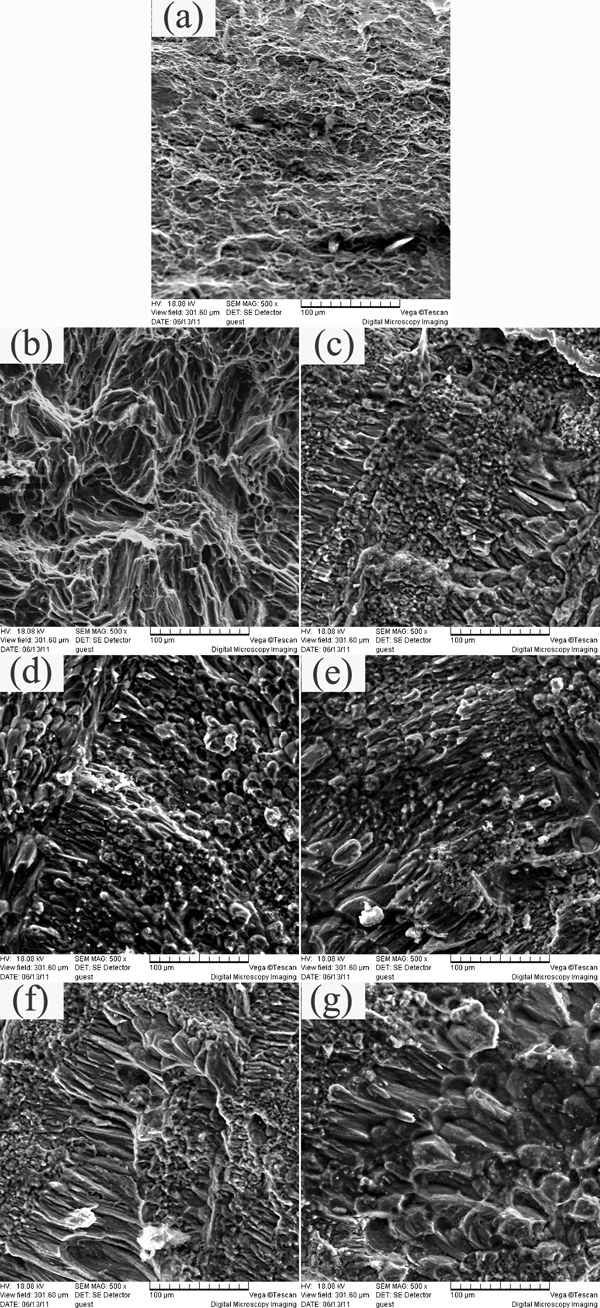
Images (SEM) of tensile fracture surfaces of BM and laser welded AZ31 magnesium alloy joints with/without fluxes
Conclusions
The effects of activating fluxes on the microstructures and mechanical properties of low power pulse laser beam welded AZ31 magnesium alloy joints were investigated. The main conclusions may be summarised as follows:
In the test, the activating flux (SiO2) is more effective in improving the laser welded penetration when the heat input is at a critical value (E = 53·42 J mm−1) because larger heat input accelerated the evaporation of the flux coatings and thus led to limited laser energy transmitted to the interior of the welded joints.
Five typical fluxes (SiO2, TiO2, ZnCl2, CaCl2 and CaF2) all increased the weld penetrations and D/W ratios of the welded joints because more laser energy was absorbed by the flux coatings and transmitted to the weld pools during the laser welding.
A band zone is observed located in the FZ and close to the fusion boundary in the welded joints with fluxes. The morphologies of grains in the band zone without flux is characterised by cellular crystals, while dendritic crystals appeared in the band zones with fluxes. Moreover, the widths of the band zones with oxide and chloride fluxes are wider than that with fluorine flux.
The mechanical properties of the welded joints with fluxes were lower than those without flux. The fracture surface of the welded joints with fluxes exhibited a character of a mixed fracture.
Footnotes
Acknowledgements
This research was financial supported by a Fundamental Research Funds for the Central Universities of China (grant no. CDJZR10130010) and a Fundamental Research Funds for the Central Universities (grant no. CDJXS10131155).