
Abstract
The aim of the work reported here was to examine the effect of mineralogy on reducibility of three different nickel saprolite ores originating from Brazil (Mirabela deposit) and from Colombia (Cerro Matoso S.A. deposit) as well as find the optimal reduction conditions for the ores. The reduction experiments were carried out in a thermobalance furnace at constant temperatures 600, 750 and 900°C in H2/N2 (72%/28%) gas mixture, followed with scanning electron microscopy (SEM–EDS) and chemical analyses. The results clearly indicate that the reducibility of the ores depends on the initial mineralogy of the ore and on the phases formed during heating, before the reduction stage. The presence of antigorite in Colombia-1 ore results in a simultaneous dehydroxylation and transformation of magnesium silicate to olivine and pyroxene during heating. Due to the recrystallisation, the degree of removable oxygen Rt is decreased when increasing the temperature from 750 to 900°C. The low reducibility at 900°C was also confirmed by chemical analysis. Colombia-2 and Mirabela do not, however, contain antigorite and heating the samples resulted in formation of an easily reducible intermediate phase. Thus, the recrystallisation is not initiated at 750°C like in Colombia-1 and their Rt values were also enhanced at 900°C. According to SEM–EDS results, a complex series of phase and microstructure changes has been observed along with the formation of Fe–Ni alloy particles.
Introduction
Nickel is the sixth most abundant element in the earth by weight after iron, oxygen, magnesium, silicon and sulphur, and the twenty-fourth most abundant in the earth's crust. The average Ni concentration of the earth is inferred from the composition of meteorites to be approximately 2·04 wt-%. The nickel is unevenly distributed with 0·0086 wt-% in the earth's crust (0–45 km), 0·22 wt-% in the mantle (50–2, 900 km) and 5·8 wt-% in the core (2, 900–6, 371 km) (Nriagu, 1980).
Nickel is commonly alloyed to other metals to provide resistance to corrosion and heat, and to add strength and hardness. It is an important metal in the modern infrastructure, with the major uses in stainless steel (65%), as alloying element (20%) and plating (9%) (INSG, 2009).
The reserves of nickel ores in the world are estimated to be at least 24 000 million tons of which laterites account for ∼73%. Approximately 40% of these ores are hydrous nickel–magnesium silicates (garnierites) which are suitable for smelting (Diaz et al., 2004). While the majority of nickel resources are contained in laterite ores, they can be an attractive future raw material for the production of ferronickel and refined nickel.
The processing of lateritic nickel ore is demanding, since its nickel bearing minerals are finely disseminated in the ore body and not beneficially susceptible for concentrating. The process generally requires ‘whole ore’ processing. One commonly used processing method for nickel extraction via pyrometallurgical treatment of low iron nickel saprolitic ores includes electric furnace smelting to ferronickel, with a previous step of drying and roasting reduction in a rotary kiln (Diaz et al., 1988).
The roasting reduction has significant impact on final ferronickel production; the highest necessary pre-reduction degree of the calcine is of decisive importance, as it corresponds to important energy saving during the smelting. It also assures a smooth process since no reduction gases are evolved (through the slag) in the electrical furnace. Through the pre-reduction, the ratio of Ni to Fe can be controlled to obtain desirable grade of Fe–Ni alloys (Diaz et al., 1988).
The knowledge about the behaviour of saprolite ores at high temperatures forms an important basis for understanding the requirements for reduction and thus, the calcination of the ores has been studied extensively (Ball et al., 1963; Hang and Brindley, 1973; Chen et al., 2004; Bunjaku et al., 2010; Bunjaku et al., 2011). During calcination, the removal of chemically bound water starts at around 600°C. The resulting amorphous product may form an olivine type phase or it may combine with silica to form pyroxene phase. Transformation to these high temperature phases takes place above 800°C. Reduction investigations (Kawahara et al., 1988; Nath et al., 1995; Hallet, 1997; Li and Coley, 2000; O'Connor et al., 2006; Rhamdhani et al., 2009) have shown that formation of olivine during calcination results in poor reducibility of the ore. Thus, in order to achieve high reducibility, it is important to avoid formation of the olivine phase.
According to the previous investigations (Bunjaku et al., 2010; Bunjaku et al., 2011), the formation of new phases (amorphous, olivine and pyroxene) during calcination of the saprolite ores seems to depend on the type of initial serpentine minerals of the ore. In the present paper, the investigations of the same ores have been extended to reducibility studies, in order to explore a relationship between the ore mineralogy and reducibility, as well as to explore the optimal reduction conditions.
Experimental
Three nickel saprolitic ores originating from Brazil (Mirabela deposit) and from Colombia (Colombia-1 and Colombia-2, Cerro Matoso S.A. deposit) were examined in this study. The ores’ typical bulk chemical composition, moisture and accessible oxygen content are presented in Table 1.
Chemical analyses, moisture and accessible oxygen content of saprolitic ores used in the experiments (wt-%)
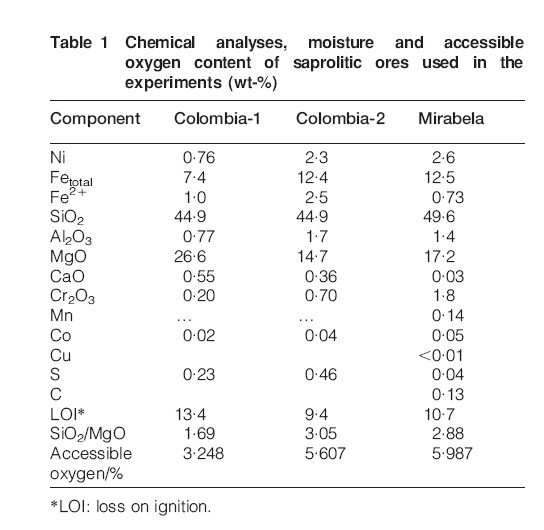
*LOI: loss on ignition.
The chemical analyses of the raw materials show that they are complex with silica, magnesia, iron oxide and with a little nickel oxide as major oxides. Moisture content of the samples is relatively high, which is typical to saprolitic ores (Hang and Brindley, 1973). Loss on ignition content was measured by heating the ores to 1100°C under dry flowing nitrogen. The accessible oxygen was defined as oxygen contained in NiO, FeOx and CoO. It can be removed by means of H2 gas at temperatures used in this investigation.
Phases present in the nickel ores, identified by X-ray diffraction, are shown in Table 2. It can be seen that the ores contain silicates and should be considered as a typical saprolite. In addition, the goethite amount is very low in these ores, which indicates that a negligible fraction of nickel oxide is in the form of goethite mineral (Bunjaku et al., 2010).
Main phases present in saprolitic ores
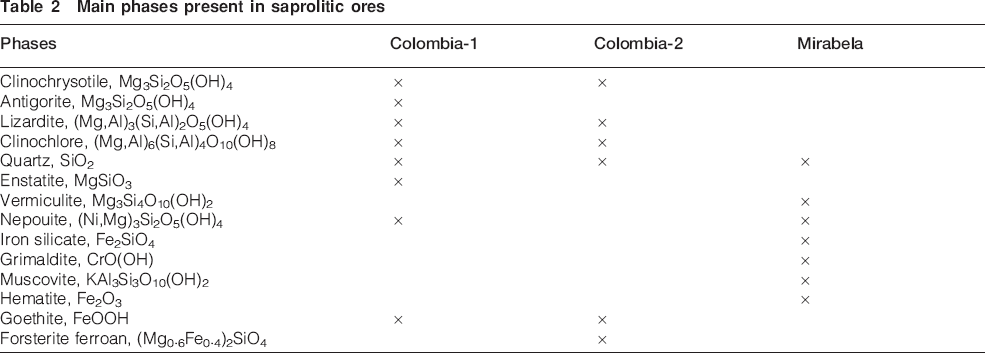
According to Table 2, the formula of silicates have the following significance: the compositions with respect to (Mg+Ni)/Si ratio 3∶2 corresponds to serpentine with a general formula (Mg, Fe)3Si2O5(OH)4 (clinochrysotile, antigorite, lizardite and nepouite) and chlorite (Mg, Fe, Al)6(Si, Al)4O10(OH)8 (clinochlore) groups, while the ratio 3∶4 corresponds to clay Mg3Si4O10(OH)2 (talc and vermiculite).
The ores were crushed in a laboratory ball mill, screened with a 500 μm mesh size sieve and characterised using an X-ray diffractometer (Bruker AXS DFocus) and a SEM–EDS (FEG-SEM Jeol JSM 700F and Oxford INCA-EDS and WDS). Pellets were prepared in a small pelletising disc using bentonite as a binding agent and then dried for 18 h at 105°C.
The reduction experiments were carried out in a thermobalance furnace (TG) which allows continuous measurement of mass change. In a typical experiment, pellet of approximately 1·5 g in weight and 12 mm in diameter was placed into platinum basket hanging from the balance. The furnace was heated up at constant rate (4°C min−1) under N2 atmosphere to the experimental temperature where the sample was kept until no weight loss was detected. After that, atmosphere was changed to H2/N2 (72%/28%) and reduction started. The purities of H2 and N2 gases were 99·9% and 99·5% respectively. The weight loss of the sample was continuously recorded during the experiment by a Mettler Toledo AB104-S balance. Pt–10%Rh/Pt thermocouple was installed just below the pellet to record the temperature of the reaction zone. After reduction, the pellet was cooled down to room temperature in flowing nitrogen. The cooled pellet was then examined by SEM–EDS techniques. Further, the individual metallic elements in the reduced pellet were analysed by a bromine–methanol leaching using inductively coupled plasma spectrophotometry technique (Kawahara et al., 1988; Li and Coley, 2000).
Results and Discussion
When carrying out thermogravimetric experiments, it is important that sample temperature and gas flowrate are uniform at all times and that the reduction rate is not limited by external gas phase transport. Therefore, the weight of ore samples was limited between 1·2 and 1·5 g to reduce the effect of such mass transfer that hampered homogeneous reduction of the ores. Thus, pre-experiments (Fig. 1) were performed to determine the suitable reducing gas flowrate for eliminating mass transfer resistance between the bulk gas and the solid pellet. Based on reproducibility of repeated experiments at different gas flowrates shown in Fig. 1, one can concluded that the gas flowrate of 1 dm3 min−1 at any time gives the same weight loss in both experiments. Hence, all further tests were carried out at aforementioned constant hydrogen flow velocity around the sample.
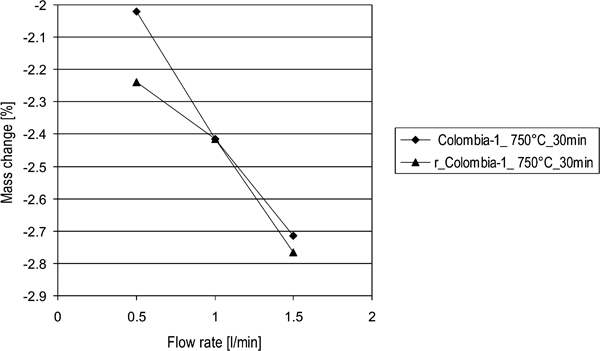
Effect of hydrogen flowrate on weight loss of Colombia-1 at 750°C
Degree of removable oxygen Rt was calculated with equations (1) and (2), since the preceding calcination step at corresponding temperature ensures that the mass loss during reduction represents the loss of accessible oxygen, due to the reduction of the iron, nickel and cobalt oxides. Furthermore, as the amounts of oxygen in nickel and cobalt oxides are small in comparison to oxygen in iron oxide, the removable oxygen degree Rt indeed represents the oxygen removed from iron oxide


 is the oxygen combined with iron,
is the oxygen combined with iron,
 is the oxygen combined with nickel and
is the oxygen combined with nickel and
 is the oxygen combined with cobalt.
is the oxygen combined with cobalt.
In order to determine the optimal reduction conditions, the Brazilian and Colombian ores were reduced at different temperatures. The removable oxygen degrees Rt of the samples as a function of time at different temperatures are shown in Figs. 2–4. It is seen that the reproducibility of the reduction experiments was good and thus, the results were reliable.
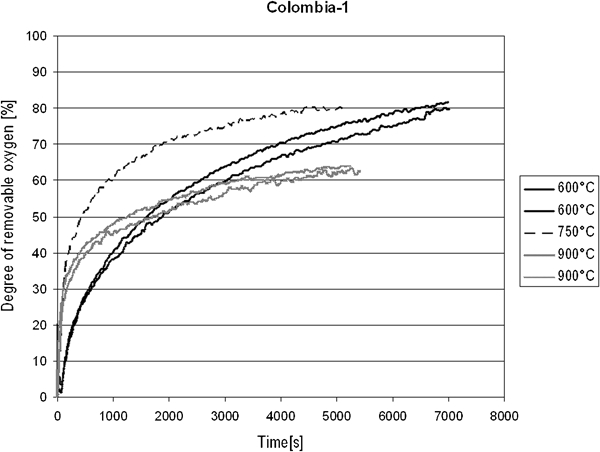
Effect of temperature on degree of removable oxygen of Colombia-1 by H2/N2 (72%/28%) gas mixture
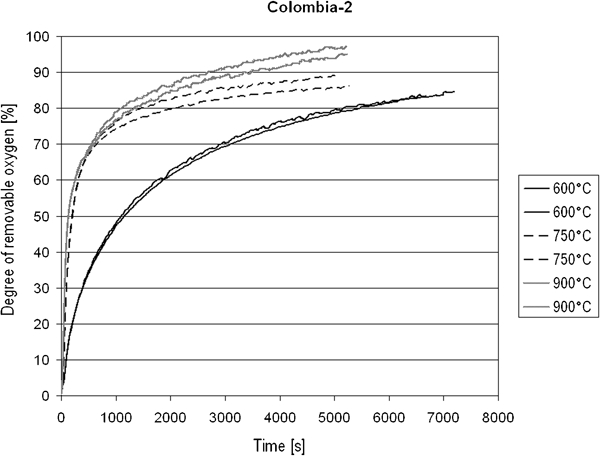
Effect of temperature on degree of removable oxygen of Colombia-2 by H2/N2 (72%/28%) gas mixture
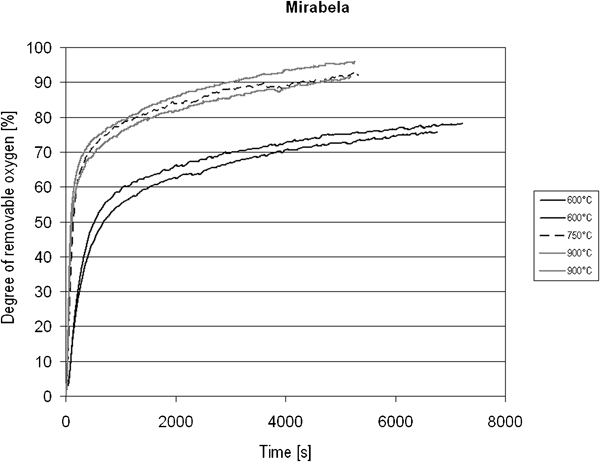
Effect of temperature on degree of removable oxygen of Mirabela by H2/N2 (72%/28%) gas mixture
Figure 2 shows that as Rt in the Colombia-1 reaches ∼30%, the rate of reduction at 900°C drops below that at 750°C, and when the Rt reaches ∼50%, the rate of reduction at 900°C drops below that at 600°C. The final Rt (∼80%) was the same at 600 and 750°C, but the rate of reduction was faster at 750°C. The highest temperature (900°C) resulted in the lowest final Rt (∼60%). Decrease in Rt and metallisation from 750 to 900°C can be attributed to formation of a new phase that is difficult to reduce and/or a mass transfer limiting reaction zone has been formed around the particles as a result of the reduction.
Figure 3 shows the relation between Rt and time for Colombia-2 at different temperatures. The rate of reaction increases when the temperature is increased from 600 to 750°C, but no notable benefit in the rate of reaction and final Rt was observed when the temperature is increased further to 900°C. In spite of approximately the same components of Colombian ores, but different mineralogical compositions, the Rt of Colombia-2 increases with temperature, unlike in the experiments with Colombia-1 pellets. The reduction degree was also higher in Colombia-2 samples at all temperatures.
The Rt values of Mirabela as a function of time at different temperatures are illustrated in Fig. 4. The reaction rate and final Rt increase when the temperature is increased from 600 to 750°C, but there is no noticeable increase in the reaction rate and its final Rt between 750 and 900°C. Also reducibility of Mirabela was higher than that of Colombian ores.
As can be observed from curves shown in Figs. 3 and 4, the effect of temperature on the rate of reaction was negligible over the range of 750–900°C. Thus, it is assumed that in this temperature range, a phase with high crystallinity and/or formation of product layer around the particles will be formed which hinders the removal of accessible oxygen.
Since the increase in temperature from 750 to 900°C did not enhance Rt (Figs. 2–4), 750°C seems to be the optimal process temperature for Colombia-2 and Mirabela ores. In the case of Colombia-1, the optimal removal of accessible oxygen temperature seems to be lower compared to Colombia-2 and Mirabela ores since the final Rt is not growing when the temperature is increased from 600 to 750°C.
Figures 2–4 also show that the rate of reaction after 40 min at any temperature was significantly decreased. Thus, in order to achieve fast reactions and high degree of removable oxygen (Rt), it is recommended to use the maximum temperature of 750°C.
The degrees of metallisation of the selected reduced laterite samples (Colombia-1, Colombia-2 and Mirabela) after 90 min at different temperatures in H2/N2, determined as the ratio (Fe°+Ni°)/(Fetot+Nitot) with chemical analysis, are shown in Table 3, where Me° is the analytical metallic concentration and Metot is the total concentration of the Me in ore.
Degree of metallisation

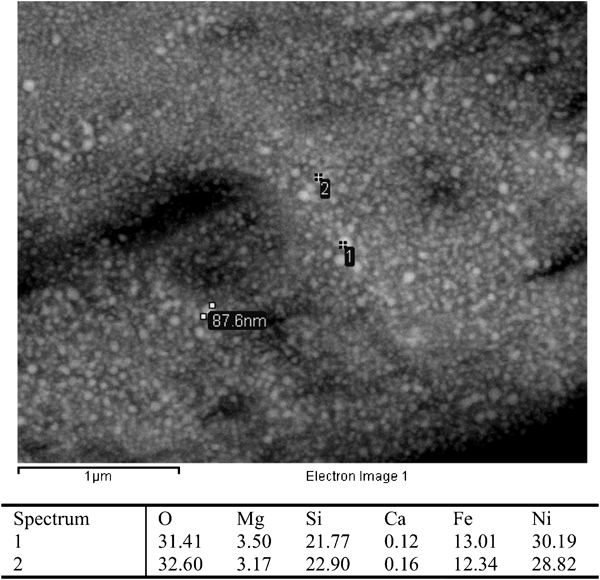
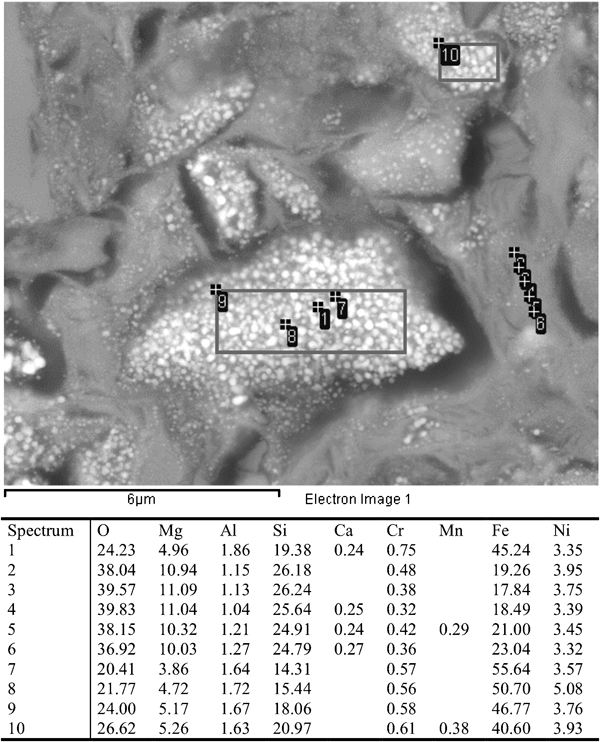
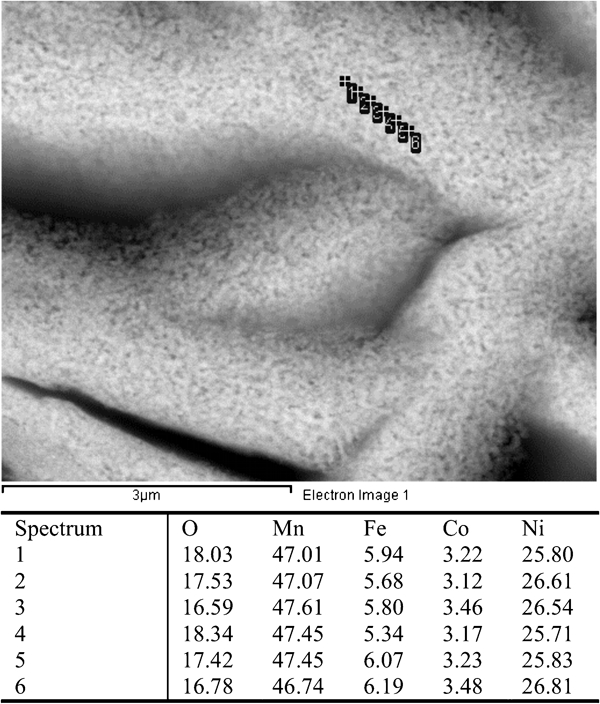
The complexity of the mineral texture and the heterogeneity of the initial microstructures of the ores investigated in this study have been reported earlier by Bunjaku et al. (2011) and Bunjaku et al. (2010). Micrographs of the reduced pellets are shown in Figs. 5–7. Similar to the initial ore samples, the majority of the dark grey particles are Mg–Fe and Mg–Fe–Al silicates; the bright Cr spinels are also observed in the reduced samples. Nickel is associated mainly with Mg–Fe–Al and Mg–Fe silicates respectively (Fig. 5, marks 1 and 2). The coarse, light coloured particles are a manganese oxide phase (asbolite) (Fig. 7, marks 1–6) that contains a large amount of Ni and Co, whereas the grey regions have lower nickel contents. Also the grey particles, (Cr, Fe, Al, Ca, Mg)3O4 spinels, in the Mg–Fe–Al silicate matrix, contain considerable amount of nickel (Fig. 6, marks 1, 7, 8, 9 and 10).
Micrograph of Colombia-1 after being reduced at 900°C by H2/N2 (72%/28%) gas mixture
Micrograph of Colombia-2 after being reduced at 900°C by H2/N2 (72%/28%) gas mixture
Micrograph of Mirabela after being reduced at 600°C by H2/N2 (72%/28%) gas mixture
Referring to the MgO–NiO–SiO2 phase diagram (Campbell and Roeder, 1968), where the phases enriched by MgO were predicted as olivine [(Mg, Fe, Ni)2SiO4], while phases enriched by SiO2 predicted as pyroxene [(Mg, Fe, Ni)SiO3], and corresponding to point chemical analyses of the reduced ores at 900°C, the olivine and pyroxene are build up in all reduced ores used in this study.
Various new phases were also formed, which can be distinguished by their hues. Point analyses of the reduced samples showed that the nickel content varies from one particle to another and even within the same particle. Thus, it was observed that the reduction of ores with hydrogen was dependent on particle size.
The SEM–EDS results revealed that the reduction of minerals was also accompanied by diffusion of nickel into the reduced iron matrix, resulting in the formation of tiny submicron size Fe–Ni alloy precipitates in the Mg–Fe silicate particles. In addition, the micrographs of the reduced pellets at all temperatures show the formation of spherical precipitates. The size of those precipitates increases with increasing reduction temperature.
The results clearly indicate that the reducibility of the pellets depends on the initial mineralogy of the ore and on the phases formed during heating. So the information on the mechanism of phase transformation of the minerals, especially serpentine and clay group of silicates, during the roasting reduction process, is important for improvement of the overall nickel yield from saprolitic ores.
The earlier experiments with the Colombia-1 showed a simultaneous dehydroxylation and recrystallisation of magnesium silicate to both olivine and pyroxene phases, according to reaction (3), when heating up the material to 750°C (Bunjaku et al., 2011)
Due to different mineralogical composition of the Mirabela ore compared to Colombian ores, its reducibility was much better than Colombian ores. This is attributed to dehydroxylation of vermiculite, which is a constituent mineral in Mirabela, and its recrystallisation into pyroxene which makes them much easier to reduce (Mackenzie, 1970; Nath et al., 1995). In addition, the different MgO, SiO2 and FeO contents of the samples or the presence of hematite, which is main iron mineral phase in Mirabela, instead of goethite, which is main iron mineral in Colombian ores (Table 2), should have an influence on the reducibility.
Unlike Colombia-1, heating the Colombia-2 and Mirabela samples up to 750°C resulted in formation of an easily reducible intermediate phase according to reaction (4) (Bunjaku et al., 2011). Thus, the recrystallisation was not initiated at 750°C and better reducibility was also achieved at 900°C. However, increase in temperature from 750 to 900°C did not enhance the reduction significantly (Table 3)
In the earlier study by the authors (Bunjaku et al., 2011), the presence of antigorite in Colombia-1 was found to enhance simultaneous dehydroxylation and recrystallisation. Further, the Colombia-2 and Mirabela contain no antigorite; therefore, an easily reducible intermediate phase was formed as a result of heating (reaction (4)). This indicates that the initial chemical and mineralogical compositions of a saprolitic ore are critical to the metallisation degree obtained.
Commercially, the pre-reduction of nickel ores is achieved by utilising either hydrogen or carbon monoxide as the reducing gas. Extensive studies on reduction have appeared in the literature, due to its practical importance in the reduction of nickel ores (Antola, 1993) and when defining a model reaction for the reduction mechanisms (Szekely et al., 1971; Nath et al., 1995; Plascenia and Utigard, 2009).
In addition to serpentine [(Mg, Fe)3Si2O5(OH)4], goethite [(Fe, Ni)OOH)] calcined in a reducing gas is transformed to magnetite [spinel or (Fe, Ni)3O4] and further to halite (Ni bearing wüstite or (Fe, Ni)O) solid solutions (Rhandhani et al., 2009; Bunjaku et al., 2010; Bunjaku et al., 2011). Therefore, knowledge of the thermodynamic behaviour of the Fe–Ni–O system is important for understanding the selective reduction of nickel from mixed iron–nickel oxides. Hence, the Fe–Ni–O isopleths at various temperatures against the Fe–Ni ratio are depicted in Fig. 8. As one can see, nickel oxide will be reduced more readily than iron oxide at a fixed
 . Furthermore, for the coexistence of halite and an Fe–Ni alloy shown in Fig. 8, the oxygen pressure increases with increasing nickel content, extending from the Fe/FeO equilibrium to the (Fe, Ni)O–spinel–alloy equilibrium.
. Furthermore, for the coexistence of halite and an Fe–Ni alloy shown in Fig. 8, the oxygen pressure increases with increasing nickel content, extending from the Fe/FeO equilibrium to the (Fe, Ni)O–spinel–alloy equilibrium.

Isopleth of system Fe–O–Ni showing equilibrium phases over oxygen pressure range of
= 104–10−15 Pa (0·1–10−9 atm) at 800–1000°C (http://www.npl.co.uk/advanced-materials/measurements-techniques/modelling/mtdata)
However, corresponding to the various oxygen partial pressures and temperature at which the halite and an FeNi alloy coexist, the concentrations of nickel in the FeNi alloy and nickel oxide in halite phase were reported by Dalvi and Sridhar (1976) to increase with increasing oxygen pressure at any temperatures between 792 and 1107°C. As a consequence, the maximum solubility of nickel at 792°C and 10−17·98 Pa was reported to be 0·19 wt-% in the halite in equilibrium with a 66·4 wt-%Ni alloy phase. The maximum solubility of nickel at 1005°C and 10−13·17 Pa in the halite increased to 0·81 wt-%, when the alloy contained 74·9 wt-%Ni.
The dehydroxylation processes and transformation of nickel–magnesium hydrosilicates into the high temperature products resulted in a redistribution of nickel (Campbell and Roeder, 1968; Valix and Cheung, 2002; O'Connor et al., 2006). The formation of olivine and pyroxene phases is assumed to be due to long range diffusion of metal cations, taking place during thermal treatment and changing the Mg/Si ratio (Rhandhani et al., 2009). This is confirmed by SEM–EDS analyses of the calcine, where the metallic cations were mainly present in silicates (olivine and pyroxene), and their content varies from one particle to another and even within the same particle.
Thermodynamically, pure iron and nickel oxide should be reduced to metallic form under conditions used in this investigation. However, Shirane et al. (1980) suggested that the reduction of NiO from silicates (olivine or pyroxene) is thermodynamically and kinetically difficult, due to very small activity of NiO in the silicate matrix.
Conclusion
Chemical and phase analyses reveal that the laterite ores used in this study belong to the silicate’ group of nickel saprolites. Most nickel is present in the crystal lattices of serpentine minerals.
Gaseous reduction rates of three different saprolite ores used in the current study are shown to depend on temperature, time and mineralogy. Especially the initial chemical and mineralogical composition of the saprolitic ore seems to be a critical parameter for the progress of reduction.
Simultaneous dehydroxylation and recrystallisation of antigorite, which is a constituent mineral in Colombia-1, into olivine phase, was found to hinder the removal of accessible oxygen at temperatures above 750°C. Consequently, its reducibility is low, too.
In spite of the approximately same chemistry of Colombian ores, but with different mineralogy (no antigorite present), the reduction degree of Colombia-2 increases with temperature.
Magnesium silicates in the case of the Brazilian ore (Mirabela) occur in the form of vermiculite (clay). Such ores are easier to reduce, since vermiculite recrystallises to pyroxene phases (Mg, Fe, Ni)SiO3. However, as verified by standard chemical analyses, the increase in temperature from 750 to 900°C did not enhance the reduction rate significantly.
According to the SEM–EDS results, a complex series of phase and microstructure changes has been observed with formation of Fe–Ni alloy particles. The nickel was also observed in Fe–Mg–Al and Mg–Fe silicates (olivine and pyroxene), and in considerable amount in Cr spinel and Mn oxides. Submicron sized Fe–Ni alloy particles inside the Mg–Fe silicates were identified in the reduction products.
Footnotes
Acknowledgements
Outotec Research Oy and Outokumpu Oyj have been supporting in this investigation financially. The authors are also grateful to Outotec Research Oy for the XRD, mineralogical and microanalyses.