
Abstract
The development of aligned natural fibre reinforced composites utilising biobased thermosets is an essential step towards the manufacture of ecofriendly composite systems. In many cases, the matrix system, which is usually oil based in nature, is disregarded. Therefore, a new fully biobased thermoset composite with aligned flax fibre textiles was developed using a bioderived matrix resin. The thermoset furan resin has recently received interest due to its good environmental profile containing no petrochemicals, using water as solvent and biomass as raw material. The new resin also shows good mechanical performance and excellent fire resistance. In the present study, aligned natural fibre textiles, randomly oriented natural fibre textiles and glass fibre textiles have been hand laid up and impregnated with the furan resin to form prepregs. After precuring, the prepregs were consolidated into composites using an industrial scale compression moulding machine, and their material properties were analysed. The density was calculated by using a computed microtomography system, and tensile tests were carried out. Besides the mechanical properties, the burning and the moisture absorption behaviour have been determined.
Introduction
Owing to an increasing awareness on environmental issues and the limitation of fossil fuel based resources, there is a growing interest in biocomposites. The aim in this research work is to increase the technical attractiveness of natural fibre composites by using aligned natural fibres as the reinforcing element as well as to create fully biobased sustainable composites for structural applications.
The stiffness of the elementary flax fibres can be found in the literature to be in the range of 50 GPa with maximum values up to 70 GPa. 1 , 2 This compares well with glass fibres (70 GPa), which set the standard for the comparison. Generally, the challenge is to modify the elementary natural fibres, to increase the reinforcing character of the yarns in natural aligned textiles and to increase matrix materials and improve the processing techniques.
Concerning compression moulding of natural fibre based composites, Medina et al. 3 , 4 reported that for natural fibre reinforced polymers, the mechanical properties increase when using moulding pressures of 15 bar up to a maximum of 60 bar. Higher moulding pressures result in fibre damage and a decrease in mechanical properties. Regarding the yarn structure, it could be shown that composites reinforced with twistless or low twisted yarns resulted in higher stiffness and strength performance than those with a higher twist rate.5–7 In addition, a high level of twist decreases the permeability of the yarns. In particular, for textiles with twisted fibre yarns, which need to be impregnated with thermoset binder matrix, an optimum level of twist needs to be found to ensure high yarn permeability but still allow the fibre to be used in processes, such as knitting and weaving.
One method to improve the composite properties is to increase the fibre volume fraction; however, this requires a good yarn impregnation. This could be solved by improved resin rheology in combination with a higher compaction during consolidation. One useful thermoset resin, which is based on oil derived raw materials, is the furan resin. Besides the wide selection of available thermoplastic polymers made from renewable resources, a thermoset resin system also exists. Furan resin is obtained from lignocellulosic sources, like agricultural wastes. Their hemicellulosic fraction is digested into furfural, which is transformed to furfuryl alcohol. The resin itself consists of polycondensated furfuryl alcohol. Furan resins are well known in the foundry and refractory industry. The resin used in the present study originates from this field of application and has been adapted for the purpose of producing natural fibre composites.
Goutianos et al.8 reported for low twist flax yarn (29–58 turns m−1) a unidirectional filament wound and compressed into a composite with vinyl ester as matrix.Values for the specific Young's modulus in the fibre direction up to 15·7 GPa m3 kg−1 (Vf = 37%) were reported, which are comparable to glass fibre composites with even higher fibre volume contents (Vf = 52%). In this case, the absolute values of the Young's modulus were around 21–24 GPa, whereas Madsen et al.9 reported values of up to 27–29 GPa (Vf = 41–55%) for flax filament winded unidirectional composites. Both comparisons show definitively that flax composites can compete with glass composites.
Nevertheless, when the material properties are compared, the characteristics of the fibres have to be considered. The most significant difference between glass and natural fibres besides their nature is their specific densities. Therefore, the specific mechanical properties of these two composites have to be investigated. A comparison of reinforced polymers makes sense when the fibre volume contents of composites are in the same range. To calculate the fibre volume content, the density of flax fibres is needed. In the literature, the density of flax fibres is specified with 1·5 g cm−3.10 This value is similar to the density of the cell wall of wood fibres with a value of 1·5 g cm−3.11 The wood and bast fibres consist of cell walls and a central cavity, the so called lumen. The relation of cell wall and lumen fractions defines the density of the natural fibres in the composite. In previous works, SEM images showed intact fibre shapes with empty lumen in the composites.12 Therefore, it can be assumed that the density of the flax fibres in the composite is less than the density of the cell wall. The porous nature of the unprocessed flax fibres is well known.12 However, due to the compression force in the mould, it can be assumed that the fibres are partially compressed, and the viscous resin can fill parts of the fibres’ lumen.
In this paper, the objectives are to show the processing characteristics of a compression moulded composite with biobased furan resin as the matrix and to compare the properties of the composites with different reinforcements. The reinforcement materials are glass non-crimp textiles, flax non-crimp textiles and flax non-woven textiles. The analysed properties are the water absorption behaviour, the burning behaviour and the mechanical characteristics.
Materials
Composites were made from flax fibre ±45° biaxial non-crimp fabric (areal weight, 340 g m−2), supplied by Formax, non-woven flax fibres (220 g m−2), supplied by Dittrich Vliesstoffe, and glass fibre ±45° biaxial non-crimp fabric (610 g m−2), type S32EX, supplied by Saertex. The yarn of the flax biaxial non-crimp fabric had a yarn size of 110 tex and a twist rate of 340 turns m−1 (Fig. 1).

Light microscope image of flax yarn
The two types of natural fibre based textiles are shown in Figure 2 Figs. 2 and 3. The flax fibre ±45° biaxial non-crimp fabric consist of aligned flax fibre yarns. The fibres in the non-woven textile are randomly orientated. The non-woven textile is made of individual fibres and fibre bundles, and the fibres are not structured into yarns as existing in the aligned flax textile architecture.
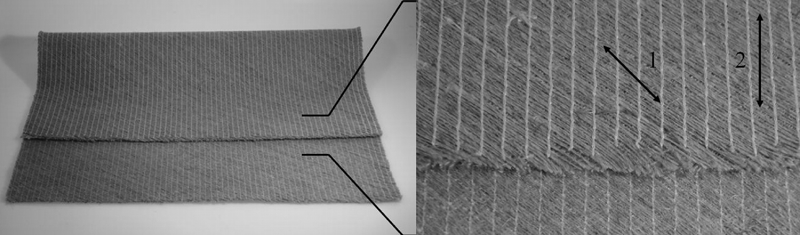
Flax fibre non-crimp ±45° biaxial textile: testing directions are displayed (1: 0°/90°; 2: ±45°)
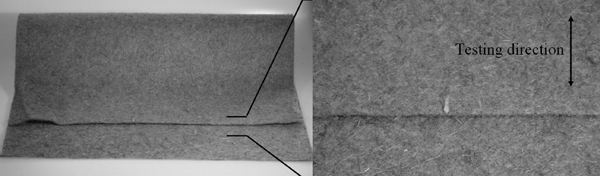
Flax fibre non-woven textile: fibres and fibre bundles are more or less randomly orientated
The furan resin BioRez 080101, supplied by TransFurans was used as the matrix with all three textiles. The curing mechanism is a condensation reaction, its solid content is 77% and the density of the cured resin is 1·33 g cm−3.
Methods
The textiles were hand laid up and impregnated with a diluted resin. Before further processing, the prepregs were dried for 12 h at room temperature and later precured in an oven for 8 h at 50°C. The composites were then consolidated into composite plates by compression moulding. During compression moulding, the mould was lifted four times to evaporate the water resulting from the reaction (Fig. 4). The temperature in the mould was 150°C, the maximum pressure was 2 MPa and the processing time was 470 s (Fig. 5). The dimension of the moulding tool was 340×480 mm.
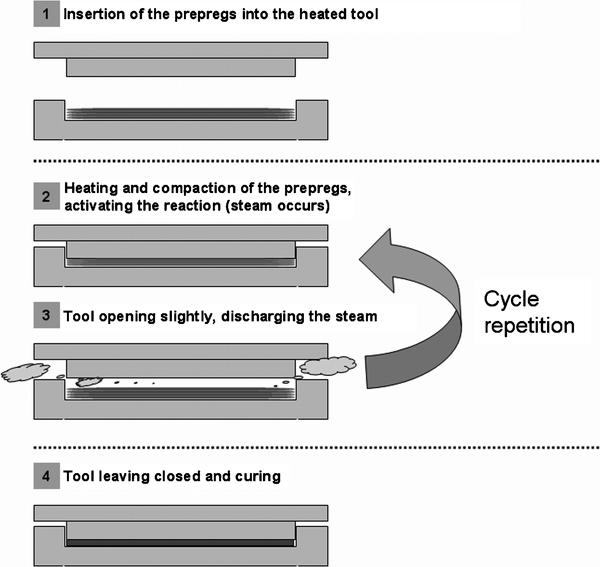
Schematic description of press cycle
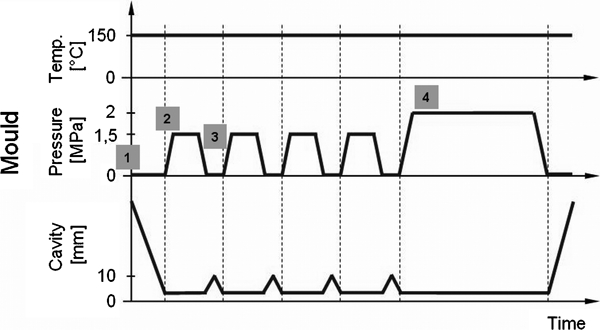
Press cycle for plate manufacturing
Testing set-up
The tensile tests were carried out on a Zwick universal testing machine according to DIN EN ISO 527-4. The Charpy impact strength was determined on a CEAST impact testing device according to DIN EN ISO 179. The burning behaviour of the composites was tested according to FMVSS 302. The moisture absorption of the composites was investigated over a period of 72 h. The composites were cut into samples, 5×5 cm in size, and put into demineralised water at 20°C. The voids in the composites were investigated with a computed microtomography system (μCT). The density of the cured resin was determined with a Mettler measuring device using the principle of Archimedes.
Calculation of volume fractions and density
The volume fractions and the density of the composites were calculated according to following steps:
calculation of polymer and fibre volumes with the given initial weights Wf and Wm and the densities ρf and ρm of the compressed materials is carried out. The volume of the constituent material components and the void volume are summarised to the total composite volume Vc with



the density of the composite ρc was calculated using the obtained total volume Vc and the initial weights of components

Results
The material properties of the composites are given in Table 1. Owing to different processing behaviours depending on which fibre type was used, it was not possible to achieve identical fibre volume contents in the plates manufactured. The glass fibre reinforced samples had significant higher fibre volume fraction than the natural fibre reinforcement, which had a lower fibre volume content. The calculated fibre volumes were derived from the measured values of the μCT system and are only approximate values and used to compare the different composites.
Material properties of composites: values are approximate values to be used for comparison between composites

*Approximate values.
Furthermore, the calculated densities of the natural fibre composites are based on values determined on fibres stored at room temperature. Therefore, the weights of the textiles were reduced by an assumed water content of 8%.
Table 2 shows the results of the mechanical characterisation. The composites made of aligned fibres were tested in the 0°/90° and ±45° layer directions (Fig. 2). The highest values were exhibited by the glass fibre composites. The flax fibre 0°/90° composites exhibited a higher modulus and strength than the glass fibre ±45° composites. The modulus and strength of the flax fibre non-woven composites lie in between the flax fibre 0°/90° and flax fibre ±45° values. The impact strength properties of the glass fibre composites are higher than the flax fibre composites. For the aligned natural fibre composites, the impact strength in the 0°/90° layer direction is higher than in ±45° fibre orientation. The aligned flax fibre composites have higher impact values than the non-woven flax fibre composites.
Mechanical properties of composites

The specific moduli of the glass and flax fibre non-crimp composites are given in Table 3 and are in the same range. In the 0°/90° fibre direction, the glass fibre composite has a higher specific modulus than the aligned natural fibre composite. The specific modulus in the 0°/90° fibre direction of the aligned flax fibre composites is higher than that in ±45° orientated glass fibre composites. The specific strength of 0°/90° glass fibre composites is nearly two and a half times higher than that of the flax fibre non-crimp composites. In ±45° fibre orientation, the specific strength of the flax fibre composites is higher than that of glass fibre composites. The specific impact strength properties of flax fibre composites are not achieving the level of glass fibre composites.
Specific mechanical properties of composites

*The density of the composites is calculated.
The SEM images in Fig. 6 show a fracture area of the flax fibre non-crimp composite. The cross-section of the marked fibres displays clear fibre lumina. The lumina are not filled with matrix.
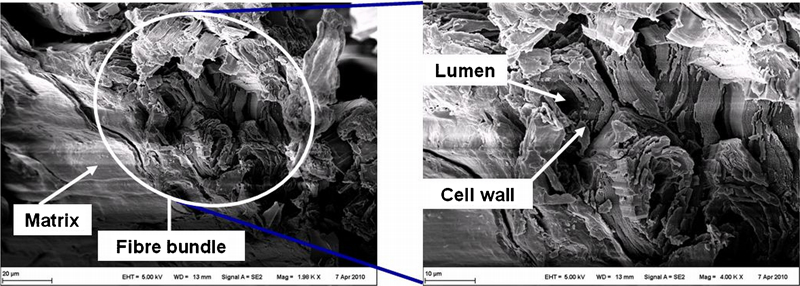
Images (SEM) of flax fibre non-crimp composite fracture area
The μCT scans shown in Fig. 7 display the three investigated composites. Materials of low density are dark coloured, while those with high density are light coloured. In the left scan, the glass fibre rovings are orientated in the ±45° orientation. The dark grey and black regions between the light grey glass rovings are polymer and voids respectively. In the flax fibre composite scans, the polymer and the flax fibres cannot be separated clearly due to their small difference in density. However, the voids can be displayed clearly by the dark grey colour. The resolution of this μCT scans was 5 μm.
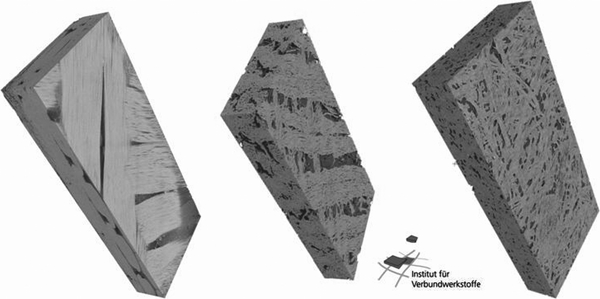
μCT scans of glass fibre non-crimp (left), flax fibre non-crimp (middle) and flax fibre non-woven composites (right): size of displayed samples is 3·5×1·5×0·4 mm
The two-dimensional image of a cross-section of flax fibre non-crimp composite shown in Fig. 8 gives a detailed view of the impregnation quality. The black coloured areas are voids, while the cell walls and polymer regions are grey coloured. The resolution in this μCT scan was 2·5 μm.
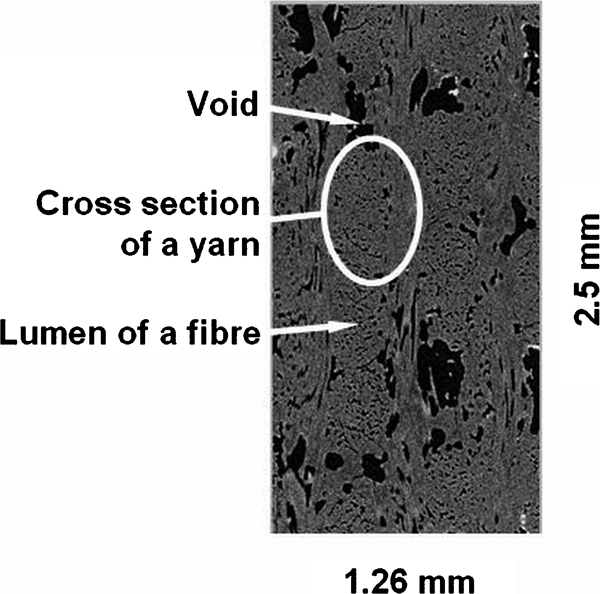
μCT cross-section of flax fibre non-crimp composite
The water absorption behaviour of the three composites is displayed in Fig. 9. The absorption behaviour varies greatly. After 72 h, the glass fibre composites absorbed 2·4% water. The flax fibre non-crimp and non-woven composites had maximum absorption values of 21 and 36% respectively. It can be seen that the maximum absorption of the natural fibre composites was reached somewhere between 48 and 72 h water exposure.
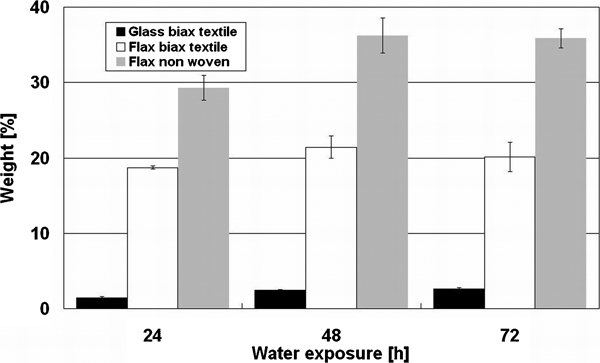
Water absorption behaviour of composites
The burning behaviour of the composites is specified in Table 4. The glass fibre composite did not ignite, while the natural fibre composites did but showed a very low burning rate. The specification in the FMVSS 302 standard allows a burning rate of 102 mm min−1 to pass the test successfully.
Burning behaviour of composites

Discussion and conclusions
The calculation of the densities with the help of a μCT scanner is a feasible way to evaluate the specific properties of natural fibre composites. However, the dimensions of the samples for the scans are very small in comparison to the sheet dimensions. To obtain reliable values, a statistical evaluation of the composite sheets has to be made. The results of the densities in this paper are not statistically firm. An alternative method to determine the densities has been carried out by measuring dimensions and weights of the samples. The deviations are <10%. The inaccuracy of data acquisition using a calliper is obvious, so the calculation of the volumes is more accurate if several μCT scans were used.
Regarding the very early stages of technological research in this work, the mechanical properties of the manufactured composites are very promising. The glass fibre composites’ mechanical properties underachieve their full potential. However, considering the very high fibre content and the voids in the laminate, the values are very good. The specific mechanical properties of glass fibre and aligned flax fibre composites are on a similar level, with the exception of strength. Regarding the tensile values in 0°/90° and ±45° fibre orientation, the difference in the direction of loading of glass fibre composites is higher than of flax fibres. This means that for the aligned flax fibre composites with the furan resin as matrix, the sensitivity of fibre orientation to load angle is less than that for glass fibre composites with the furan resin as matrix. This behaviour could be caused by a very good fibre matrix adhesion of the flax fibre composites and the off-axis aligned fibres in the flax fibre yarns. When the load angle deviates from the reinforcing direction, the fibre matrix adhesion becomes more important to the strength properties.
The difference in impact strength properties of the 0°/90° and ±45° directions of the orientated flax fibre composites is not finally explainable. The glass fibre composites exhibit a contrary behaviour. One reason could be the fibre configuration. The glass fibre textile consists of continuous filaments, and the flax fibre textile is built up by staple fibre yarns, which are formed by short fibres. In the case of natural fibre mats, the impact strength is influenced by various energy dissipation mechanisms, such as matrix fracture, fibre–matrix debonding, fibre pull-out and fibre fracture.13 In particular, fibre pull-out could be the main mechanism which could be caused by high shear forces at the contact area of the radial fibre ends with the open lumen.
Taking into account the voids in the laminates, the achieved mechanical values can be explained with a very good fibre matrix adhesion. The chemical structure of furan resins is similar to flax fibres and offers an easy way to combine the two components accurately. However, due to the condensation reaction of furan resins, the processing parameters have to be optimised to avoid steam bubbles in the composite and to manufacture composites of a better quality.
The small amount of water uptake by the glass fibre composites can be explained by the non-hygroscopic behaviour of glass fibres and cured furan resin. The measurable water absorption might be caused by the voids in the glass fibre composite. The differences between the non-crimp flax fibre composite and the non-woven composite are significant. One reason could be the configuration of fibres. The non-crimp textile is made of twisted yarns, and the swelling direction of fibres is perpendicular to the longitudinal fibre direction. The dilatation of the fibres in the yarn could be anticipated by the twist. The forces induced by swelling in the fibres are reduced by the cohesion of the twisted fibres. It can be assumed that the swelling of the fibres is disabled to a certain degree, and therefore, the ability to take up water is limited.
The burning behaviour of the glass fibre composite displays the behaviour of the two single components. The flax fibre composites could be ignited. However, the burning rate of the natural fibre composites is low due to the good fire retardance properties of the furan resin.
Footnotes
Acknowledgements
The research leading to these results has received funding from the European Community's Seventh Framework Programme (FP7/2007–2013) under grant agreement no. 214467 (NATEX).
This paper is part of a special issue on Latest developments in research on composite materials