
Abstract
Chlorobutyl rubber nanocomposites containing organically modified nanoclay (CI-C) were prepared by solution mixing. The nanoclay used in this study was Cloisite 20A. The obtained nanocomposites were incorporated in butyl rubber (IIR) with sulphur as a curing agent. Morphology, curing characteristics, mechanical and gas barrier properties of the nanocomposites were analysed. The morphological studies proved the partial exfoliation along with agglomeration of nanoclay platelets in chlorobutyl rubber, and further incorporation of CI-C in IIR matrix enhance the exfoliation of the nanoclay platelets. Curing study demonstrated shorter scorch time, cure time and increase in maximum torque for the nanoclay loaded IIR compound in the presence of chlorobutyl rubber as a compatibiliser compared to pure and IIR-nanoclay compound without compatibilisers. Dynamic mechanical thermal analysis results showed tremendous improvement in storage modulus and decrease in tan δ value for the one containing a compatibiliser. This particular compound exhibited substantial improvement in mechanical and gas barrier properties.
Introduction
The main aim of preparing polymer–nanoclay composites is to achieve a very high degree of dispersion of nanoclay aggregates in the polymer matrix, which can yield to very large surface areas. The better dispersion of nanoclay in the polymer matrix leads to remarkable enhancement in the overall properties. Many works have been reported on the clay filled nanocomposites based on thermoplastics and thermosetting polymers, but the studies on rubber–clay nanocomposites constitute in lesser dimension.1–3
Butyl rubber (IIR) is made by copolymerising isobutylene and isoprene. Butyl rubber possesses excellent resistance to gas permeation that can be applied for inner tubes in tires and air conditioner hoses. However, IIR–clay nanocomposites are not prepared easily because of the hydrophobicity of IIR and its poor miscibility with clay silicate layers. Thus, IIR-clay nanocomposites have not received much attention. Few works have been reported by Liang et al.4–7 and Kato et al.8 on the preparation of IIR–clay nanocomposites by solution and melt intercalation methods.
The achievement of better dispersion of nanoclay in the polymer matrix involves two main factors. The primary one involves the compatibility between the polymer and nanoclay. The formulas of organoclay/polymeric systems usually contain a polymeric compatibiliser.9, 10 Hence chlorobutyl rubber (CIIR) was used as a polar compatibiliser in order to achieve better dispersion of nanoclay in the IIR matrix. The secondary aspect is the method used for the preparation of nanocomposites. In the present study, incorporation of nanoclay in CIIR was done by solution mixing. The obtained CIIR–nanoclay composites (CI-C) were further incorporated in the IIR matrix with sulphur as a curing agent. The changes obtained in the morphology, curing characteristics, mechanical and gas barrier properties have been analysed and compared to pure and IIR–nanoclay composites without compatibilisers.
Materials
Butyl rubber used was Lanxess Butyl 301 having Mooney viscosity ML(1+8) at 125°C = 51±5 were purchased from Lanxess.
Bayer Chlorobutyl 1240 with 1·25% chlorine content and Mooney viscosity ML1+8 at 125°C = 38±4 were purchased from Bayer.
Cloisite 20A, a natural montmorillonite modified with a quaternary ammonium salt with cation exchange capacity of 95 mequiv./100 g clay (Southern Clay, Inc., Gonzales, TX, USA), was used as a nanofiller in the preparation of the nanocomposites.
Other compounding ingredients such as sulphur, zinc oxide, stearic acid, N-cyclohexyl-2-benzothiazyl sulphenamide, tetramethylthiuram disulphide were purchased from Bayer (M) Sdn Bhd Malaysia.
Methods
Solution mixing
Chlorobutyl rubber was dissolved in toluene. The rubber to solvent ratio was 1∶3, weight/volume. Vigorous stirring was done at room temperature, until the rubber dissolved completely in the solvent. Nanoclay (Cloisite 20A) containing 50 phr was separately dissolved in toluene and ultrasonicated for 10 min. The solution containing nanoclay was then mixed up with the rubber solution and the whole mixture was ultrasonicated for 10 min followed by stirring. The obtained solution was then cast over in a plane glass plate and kept at room temperature for solvent evaporation. The resultant film was appeared to be transparent.
Compounding
The compounding formulation is portrayed in Table 1.
Formulation of rubber compounds
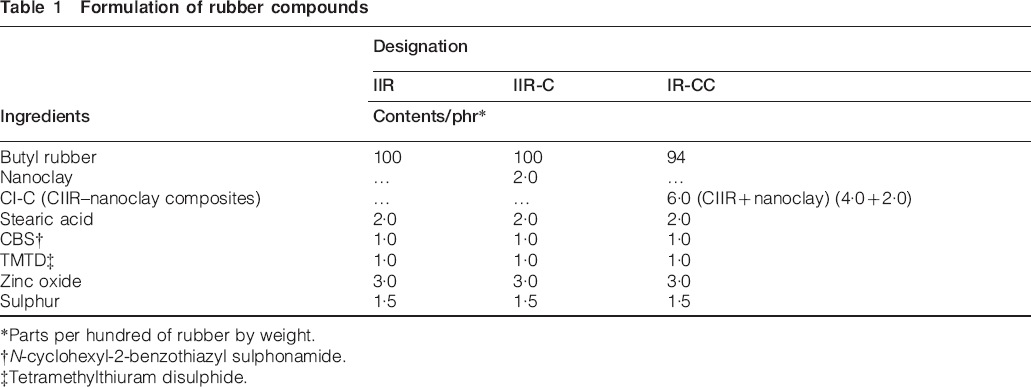
*Parts per hundred of rubber by weight.
†N-cyclohexyl-2-benzothiazyl sulphonamide.
‡Tetramethylthiuram disulphide.
The compounds are prepared in internal mixer mill and further taken as sheet form in open two-roll mixing mill operated at room temperature. The speed ratio of the rotors was 1∶1·4. Vulcanisation of the rubber compounds was done in the compression moulding machine at 150°C, as per the optimum cure time obtained from Monsanto Rheometer study.
Characterisation techniques
X-ray diffraction (XRD)
The clay gallery height was analysed using a Philips PANalytical X'pert PRO X-ray diffractometer instrument with Cu Kα radiation. The generator voltage and wavelength was 40 kV and 0·154 nm at room temperature respectively. The crystallographic spacing (d) of the nanoclays was calculated from the Bragg's law. The range of 2θ scanning of X-ray intensity employed was 2–10° at a scanning rate of 2° min−1.
High resolution transmission electron microscopy (HRTEM)
The morphology of nanoclay dispersion in CIIR (i.e. CI-C) and IIR matrixes (i.e. IR-C and IR-CC) were observed through a high resolution transmission electron microscope (JEOL 2100). Sample preparation was done in Leica Ultra cut UCT ultramicrotome equipped with a diamond knife. The thickness of the ultra thin specimens was ∼80 nm and the temperature of the samples was maintained at −70°C with the help of liquid nitrogen. These samples were then placed on the copper grid.
Cure characteristics
The cure characteristics of the compounds were studied in the Monsanto Rheometer R-100 testing instrument operated at 150°C with 3° arc at a period of 60 min.
Mechanical testing
Dumbbell and crescent shaped specimens were cut down for tensile and tear tests from the moulded slabs. The testing was carried out from Universal tensile testing machine, Hounsfield HS 10KS model operated at room temperature at an extension speed of 500 mm min−1 with an initial gauge length of 25 mm. The values of are recorded directly from the digital display at the end of each test.
Permeability measurements
The gas transport properties of the compounds IIR, IR-C and IR-CC were measured. The gas used for the measurement was nitrogen XL grade gas purchased from BOC Gases, India. The gas was applied at a constant pressure of 3·5 bar at 35°C with a time period of 30 min using the automated Diffusion Permeameter (DP-100-A) manufactured by Porous Materials, Inc., Ithaca, NY, USA. The permeation equipment was placed in a thermostatically controlled housing for isothermal measurement conditions. The effective permeation area (A) was 5·069 cm2. The nitrogen gas was supplied from the upstream side of the film with a gas pressure of 3·5 bar (pi) and in the downstream side a reservoir of constant volume (119 cm3) was connected with a pressure transducer in order to monitor the total amount of gas that gets passed through the polymer film. The time lag method was used to calculate the gas transport measurements. This technique allows the determination of the mean permeability coefficient (P) from the steady state gas pressure increment (dp/dt)s in the calibrated volume V of the product side of the cell. The permeability coefficients were calculated from equation (1), where To and po are the standard temperature and pressure (To = 273·15 K, po = 1·013 bar), T is the temperature of measurement, d is the thickness of the film and (dp/dt)s was obtained from the slope of the increments of downstream pressure versus time plot. The mean permeability (P)11 was calculated from equation (1)


Scanning electron microscopy
The morphology of tensile fractured surface was viewed through a scanning electron microscope (SEM, VEGA TESCAN). Gold coating was done under vacuum condition to prevent electrostatic charge while examining.
Results and discussion
XRD
The XRD patterns of pure nanoclay, IR-C, CI-C and IR-CC are shown in Fig. 1. The nanoclay (Cloisite 20A) showed an intense peak around 2θ = 3·144°, corresponding to the basal spacing 2·82 nm (d001). Incorporation of nanoclay directly in butyl rubber (IR-C) showed the d001 main diffraction peak at 2θ = 2·44° corresponding to the basal spacing of 3·64 nm (d001).
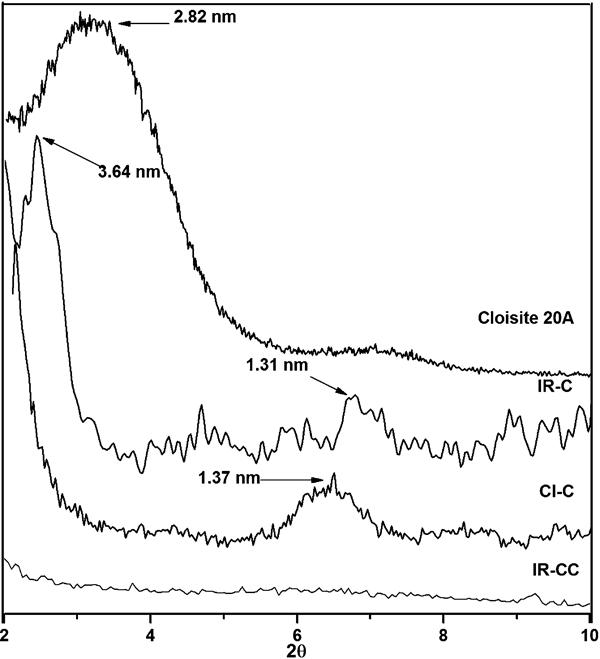
X-ray diffraction patterns of pure nanoclay (Cloisite 20A), IR-C, CI-C and IR-CC
Hence, the main peak of the nanoclay had been shifted towards to the lower angle upon incorporation in IIR. Thus the basal spacing was increased due to the penetration of rubber chains in between the clay platelets proving the formation of an intercalated structure. In addition, along with the main peak, one broad peak arises at 6·77° corresponding to the basal spacing 1·31 nm. This may be due to re-aggregation of nanoclay layers. Incorporation (50 phr) of nanoclay in CIIR (CI-C) by solution phase mixing showed the absence of main peak, but at the same time appearance of secondary peak at 6·48° corresponding to the basal spacing of 1·37 nm. This proved that the nanoclay platelets are eventually exfoliated as well as agglomerated. This may be due to 50 phr nanoclay content. Futher incorporation of CI-C in IIR (IR-CC) showed complete absence of peaks, proving the exfoliation of nanoclay in the IIR matrix.
HRTEM analysis
HRTEM images of the nanocomposites are shown in Fig. 2 for IR-C, CI-C and IR-CC respectively.
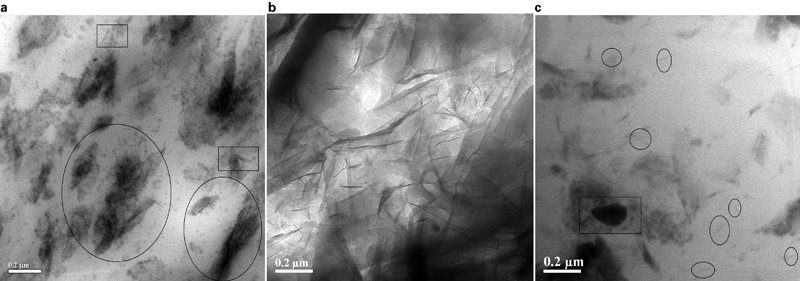
Images (TEM) of a IR-C, b CI-C and c IR-CC
In Fig. 2a the rectangular spots denote the intercalated nanoclay platelets and the elliptical areas indicate the agglomeration of nanoclay in the IIR matrix (IR-C). From Fig. 2b the dark lines represents the nanoclay silicate layers, in which the nanoclay platelets were exfoliated as well as agglomerated in CIIR (CI-C). This may be due to higher loading (50 phr) of nanoclay in CIIR. Further incorporation of CI-C in IIR (IR-CC) shown in Fig. 2c proved the exfoliation of the nanoclay platelets in the IIR matrix. The exfoliated platelets were denoted in elliptical shape and the presence of zinc oxide is marked in rectangular shape.
Cure characteristics
The cure characteristics of the rubber compounds are shown in Table 2.
Cure characteristics of rubber compounds

The minimum and maximum torque value increases for the nanoclay filled compounds compared to the control. The maximum torque depends on both the extent of crosslinking and reinforcement by the filler particles in the polymer matrix. Hence the exfoliation of nanoclay platelets increases the reinforcing efficiency of the nanofiller in the IIR matrix that contributes for the enhancement in maximum torque for the compound IR-CC compared to the control and IR-C. The nanoclay incorporated compounds showed shorter scorch and cure time than that of pure one. This may be due to the presence of ammonium groups in the organically modified nanoclay. The possible formation of a Zn complex in which sulphur and ammonium modifier participate may help for the increase in rate of cure. Hence, depending upon the ammonium concentration in the nanoclay greater will be the chance of Zn–sulphur–ammonium complex formation in the nanocomposites and consequently shorter scorch time and cure time were achieved.12
Dynamic mechanical thermal analysis
The dynamic storage modulus and loss factor (tan δ) of the rubber compounds are shown in Fig. 3a and b respectively.
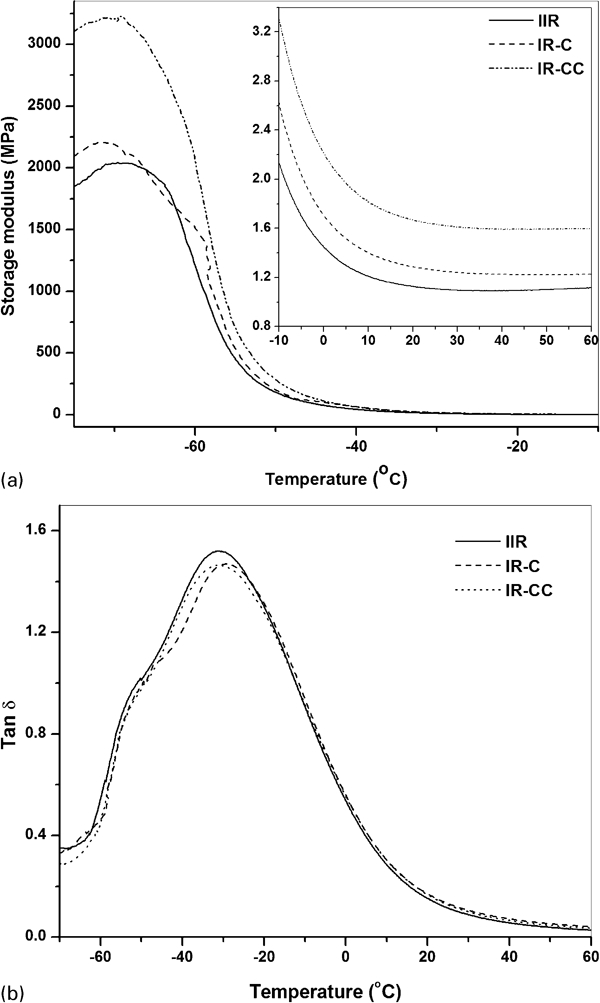
a storage modulus and b tan δ of IIR, IR-C and IR-CC
The compound IR-CC containing nanoclay composites in the presence of a compatibiliser showed drastic improvement in storage modulus compared to pure IIR and IR-C. At 25°C, the compounds IR-C and IR-CC showed 14 and 48% increase in storage modulus values compared to the pure IIR. The drastic increase in storage modulus for the compound IR-CC than IR-C may be because of good dispersion of nanoclay that formed exfoliated platelets in the non-polar IIR matrix due to the presence of a polar compatibiliser.
The compounds containing nanoclay composites showed decrease in tan δ peak compared to the control. Among both the nanoclay filled compounds, IR-CC showed lower tan δ peak value. This may be due to the better reinforcing tendency of the nanofiller in the rubber matrix. The reduction in tan δ peak for the nanoclay filled compounds may be because of the reduced chain mobility owing to physical and chemical adsorption of the rubber molecules on the filler surface causes height reduction of tan δ peak during dynamic mechanical deformation.13 The decrease in tan δ peak proved minimum heat build-up as a result of lesser damping characteristics for the compounds containing nanoclay composites. Increase in glass temperature (Tg) was found for the compound IR-C compared to pure one. This may be possible because of the interaction between the nanolayers and the matrix polymer. The addition of nanofiller may restrict the movement of polymer segments near to the filler surface, and hence resulted to increase in the glass transition temperature of the rubber compounds.14 The compound IR-CC containing the same level of nanoclay loading like compound IR-C showed no significant change in Tg compared to IIR. Similar findings were also reported by Chen and Curliss15 and Gam et al.16 Highly exfoliated nanoclay layers possibly may not effectively hinder the segmental motions of the rubber matrix, which are known to affect Tg.17
Mechanical properties
The mechanical properties of the compounds are shown in Fig. 4a and b.
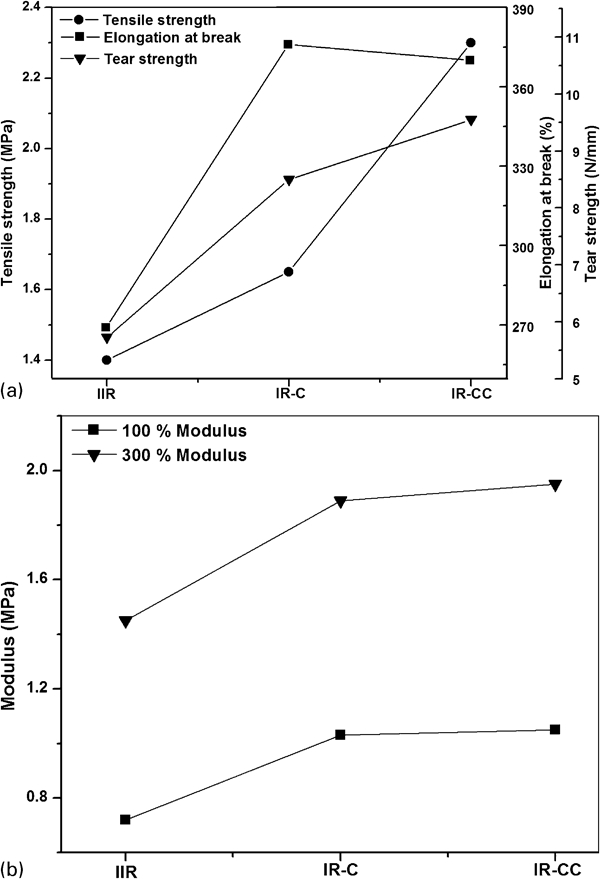
a tensile, elongation at break and tear strength of IIR, IR-C and IR-CC and b 100 and 300% modulus of IIR, IR-C and IR-CC
The nanoclay filled compounds showed enhancement in mechanical properties compared to the control. In particular, the compound containing nanoclay loading in the presence of a compatibiliser (IR-CC) showed further enhancement in properties than the compound containing nanoclay loading without a compatibiliser (IR-C). The presence of compatibiliser is responsible for the uniform dispersion of nanoclay in the IIR matrix and hence the mechanical properties were improved.
Gas barrier properties
The gaseous permeability and diffusivity coefficient of the compounds are shown in Fig. 5. The compounds IR-C and IR-CC showed lower gas permeability than the control. This may be due to the distribution of nanofiller in the IIR compounds. Among the nanocomposites, the lowest permeability was observed for the compound prepared in the presence of a compatibiliser (IR-CC). The utilisation of compatibiliser may enhance the exfoliation of nanoclay platelets, which forms a strong interaction with the matrix polymer. This may be responsible for the meandering of the nitrogen gas diffusion paths, drawing nitrogen molecules to follow long, complex paths through the IIR matrix, hence decreasing the permeability.8
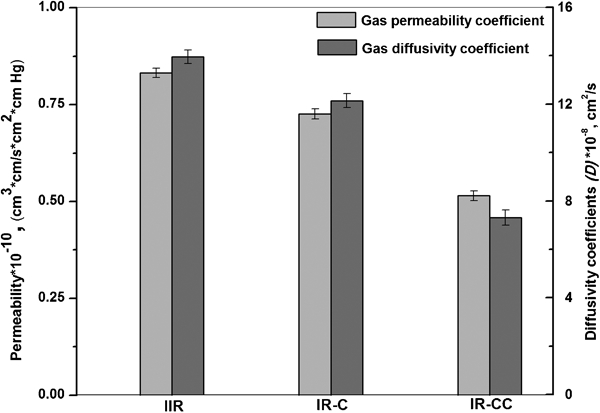
Permeability and diffusivity coefficient of rubber compounds
The diffusivity coefficient also showed the similar trend to that of permeability coefficient for the above mentioned compounds. The better dispersion of nanoclay in the compound IR-CC reduces the diffusivity by increasing the tortuosity of the gas transport path.18
Scanning electron microscopy
The SEM images of the tensile fractured surfaces are shown in Fig. 6.
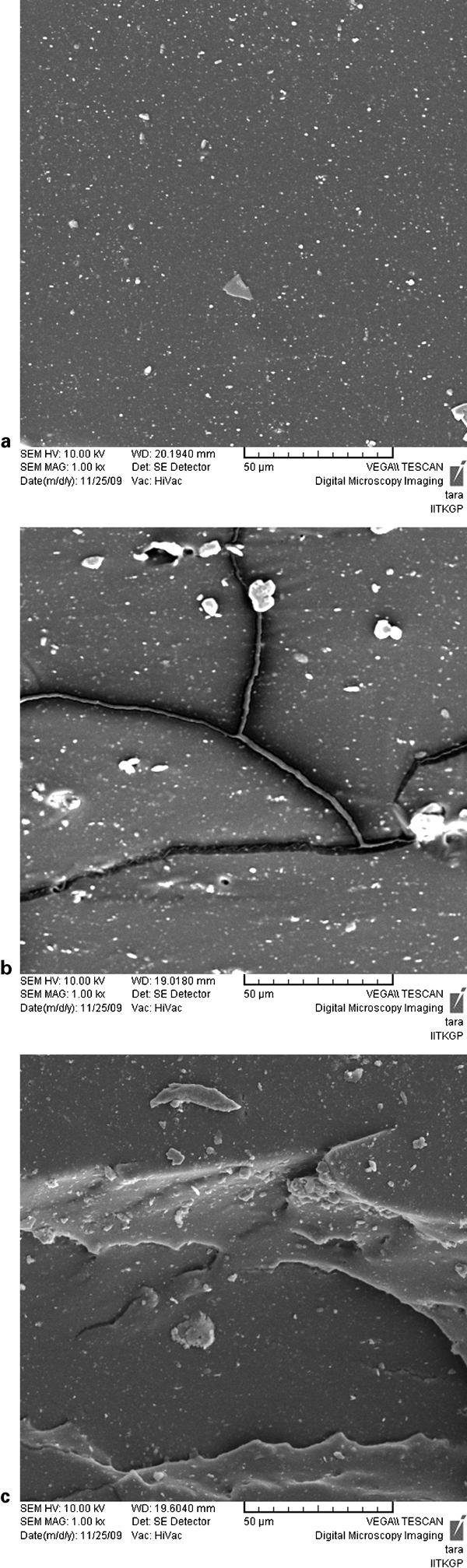
Images (SEM) of a IIR, b IR-C and c IR-CC
Compounds IR-C and IR-CC depicted highly rough and tortuous path of fracture compared to pure IIR. This may be due to better interaction between the nanofiller and the matrix. The nanoclay platelets in the IIR matrix alter the crack path along their length depending on their orientation in the matrix. Hence, it forms more resistance to crack propagation as a result of higher tensile strength.
Conclusion
The morphological studies proved the exfoliation of nanoclay in IIR matrix that was achieved in the presence of a compatibiliser. The curing study showed shorter scorch time, cure time and increase in maximum torque for the nanoclay filled compound containing a compatibiliser compared to pure IIR and compound without compatibilisers. Dynamic mechanical thermal analysis results showed tremendous improvement in storage modulus and decrease in tan δ value for the one in the presence of a compatibiliser, this corresponds to the higher reinforcing efficiency of the nanofiller in the matrix. Furthermore, these compounds showed better enhancement in technical properties and improved gas barrier properties. Scanning electron micrographs of fractured surfaces displayed increase in roughness and tortuous path for the nanoclay containing IIR compounds both in the presence and absence of compatibilisers.