
Abstract
Addition of pure elements to powder mixes can cause the formation of heterogeneous microstructures in powder metallurgy (PM) parts upon sintering. For instance, it has been shown that additions of nickel particles to an iron powder form nickel rich areas (NRAs), since nickel has low diffusivity in iron at conventional sintering temperature [∼1121°C (2050°F)]. Thus, the present work is aimed at determining if addition of a small quantity of carbon coated nickel nanoparticles to a PM hybrid low alloy steel premix could result in a more homogeneous distribution of nickel in sintered parts. It also characterises the effect of this addition on microstructures and mechanical properties. Grain boundary and volume diffusion coefficients of nickel nanoparticles have been determined using Suzuoka's equation and wavelength dispersive X-ray spectrometry maps. Results show that addition of nanoparticles initiates lattice diffusion at lower temperature and produces less NRA.
Introduction
Powder metallurgy (PM) nickel steels (MPIF FN series) is one of the most popular series of alloys in the North American PM industry. These alloys, generally containing between 1 and 4 wt-% of admixed nickel, are used when high strength, high impact resistance and good abrasion resistance are required. 1 However, the use of admixed nickel usually leads to the formation of nickel rich areas (NRAs) in sintered microstructures due to low solute diffusion coefficients of nickel into iron at conventional sintering.2–4
Sintering is a crucial step in the production of PM components. It is at this stage that metallurgical bonds are created between neighbouring particles to give strength to PM parts. Sintering kinetics, in conventional solid state sintering, is principally controlled by three variables. In decreasing order of significance, we have temperature, particle diameter and time.5,6 Although temperature is the most important variable, there is a practical limit at which furnaces can operate. Moreover, high temperature furnaces are expensive and operational costs rise significantly with increasing sintering temperature. On the other hand, increasing the effect of particle size to its extremes leads to the utilisation of nanoparticles. Studies have been carried out on the production of PM parts entirely made out of nanoparticles.7–14 Literature reports that sintering temperatures can be lowered significantly from 0·5–0·8 to 0·2–0·3 Tm, where Tm is the melting temperature. This observation shows that diffusion mechanisms are initiated at lower temperature when nanoparticles are used. However, nanoparticles are expensive and their manipulation in an industrial environment is not straightforward. Nevertheless, if nanoparticles could be used in conjunction with microparticles such as those typically used in the PM process, it is possible that some of the benefits that nanoparticles have on increasing sintering kinetics may be maintained while minimising their inconvenience. Therefore, the main objective of this work was to determine if the addition of a small quantity of carbon coated nickel nanoparticles into a near nickel steel powder mix could result in a more homogeneous distribution of nickel in sintered microstructures of PM hybrid low alloy steels (FLN2) and therefore improve their mechanical properties.
Powder size effects on diffusion mechanisms
Over the years, many authors have worked on models describing the first stage of sintering. These mathematical models express the influence of different diffusion mechanisms on neck growth between two spherical particles.15–28 These mechanisms can be divided into two main categories: surface and lattice diffusion. Surface diffusion mechanisms do not lead to densification because the origin and the final destination of the diffusing atoms are located on the surface. On the other hand, lattice diffusion mechanisms create densification since the origin of the diffusing atoms is in the core of the particles and their diffusion ends at the neck surface. Figure 1 presents schematically the difference that exists between these two types of diffusion mechanisms that take place during sintering.
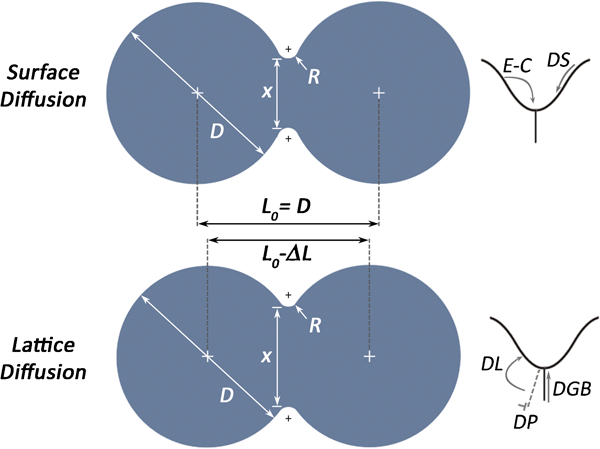
Illustration of different diffusion mechanisms present in first stage of sintering: evaporation–condensation E–C, surface diffusion DS, lattice diffusion DL, grain boundary diffusion DGB and plastic flow DP
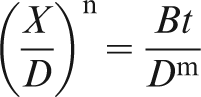
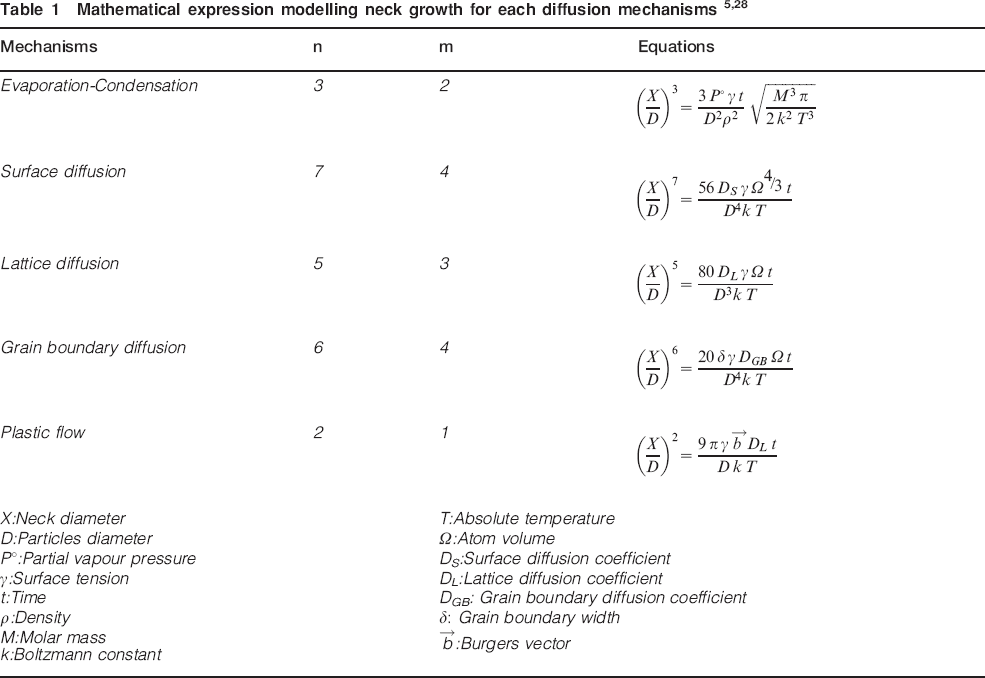
Each mechanism has been modelled with the same basic structure. As presented in equation (1), neck growth, represented by the neck/particle diameter ratio X/D, is function of parameter B, particle diameter D and time t. Parameter B contains the diffusion coefficients, while m and n are exponents reported in Table 1
Methodology
Mix preparation
The selected nanoparticles were carbon coated high purity (99·9%) nickel with a mean diameter of 20 nm produced by Nanostructured and Amorphous Materials, Inc. An example highlighting the size and shape of these particles is presented in Fig. 2. The base powder used was a sieved (45–75 μm) iron powder prealloyed with molybdenum (1·5 wt-%) and manganese (0·15 wt-%) (Rio Tinto Metal Powder ATOMET 4901). This specific size distribution was used to eliminate all particles smaller than 45 μm that could interfere with the ‘nano’ effect brought about by addition of nanoparticles. In order to determine the quantity of nanoparticles to add to the base powder, specific surface area (SSA) measurements of the sieved powder were carried out using nitrogen gas adsorption (ChemBET Pulsar TPR/TPD) (SSA = 0·069 m2 g−1). The assumption was made that the nanoparticles used were spherical and would perfectly fit side by side as a monolayer on the surface of each particle of the steel base powder. A safety factor corresponding to 10% of the added weight was used to compensate for possible losses through manipulations. Thus, 0·82 wt-% of nanoparticles was added to the base powder. The nickel content was brought to 2 wt-% with the addition of 1·28 wt-% of Inco 123 nickel powder (D50 = 8 μm). Furthermore, 0·69 wt-% of TIMREX synthetic graphite grade KS6 was added to obtain 0·6 wt-% of combined carbon after sintering. This mix will now be referred as mix NANO. Reference mixes were also prepared with the same powders and chemistry with the exception that nanoparticles were not included in the mixes (REF). With the aim of minimising the risks of agglomeration during mixing, die wall lubrication with zinc stearate was used instead of the more common admixing route.
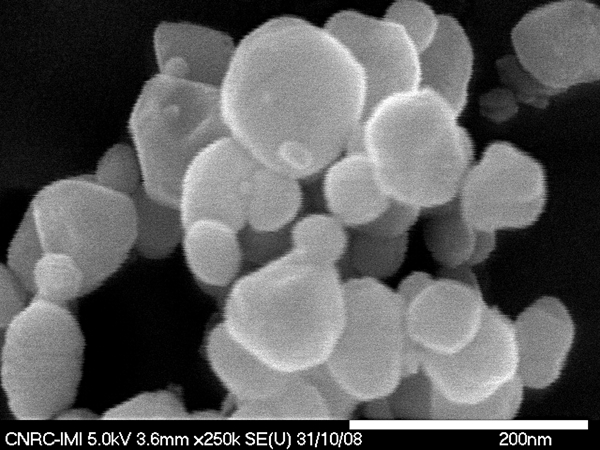
Image of nanoparticles taken with high resolution field emission gun scanning electron microscope
To ensure a more uniform distribution of nanoparticles, the latter were dispersed in isopropanol using ultrasonic vibrations for 30 min. Afterward, the base powder was subsequently added to the solution containing the dispersed nanoparticles. The mixture was stirred continuously under a hood until the mix was completely dry. Figure 3 presents SEM micrographs of the base powder before and after addition of the nanoparticles. Following this step, the coated steel powder was used as a typical base powder for mix preparations using a V mixer.
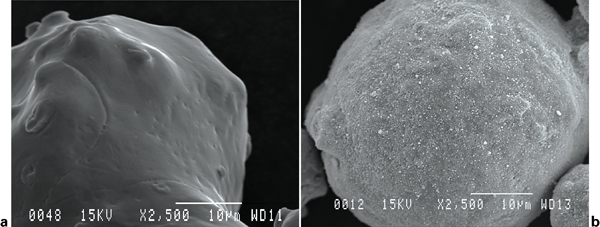
Scanning electron micrograph of sieved base powder (ATOMET 4901) a before and b after nanoparticle addition
Test bar preparation
Two types of test specimens were pressed for this study. The first series consisted of standard transverse rupture strength (TRS) bars (MPIF Standard 41); 29 the second were small dilatometry specimens (10×5×5 mm) as shown in Fig. 4.
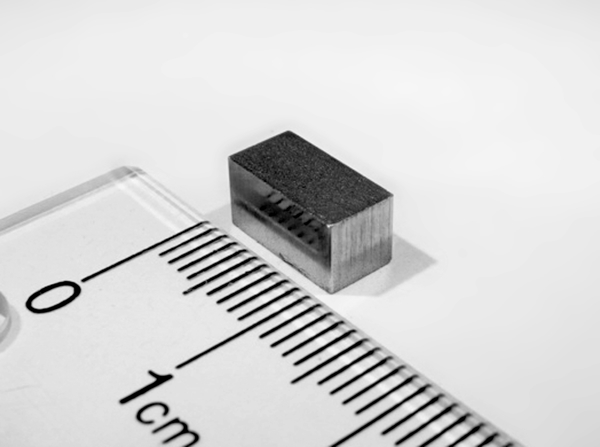
Shape of dilatometry bars
Five TRS bars per mix per sintering condition were pressed to a green density of 7·1 g cm−3 and sintered at 950, 1050 and 1150°C (1742, 1922 and 2102°F) for 30 min in a 90–10 vol.-%N2–H2 atmosphere. No specific de-lubricating operation was carried out. Specimens were sintered in a continuous belt furnace with a heating rate of 45°C min−1. The cooling rate between 900 and 450°C (1652 and 842°F) was 0·75°C s−1. Note that for a given sintering condition, all the specimens were sintered together. Sintering of dilatometry specimens was performed in a Baehr DIL 850 A/D dilatometer under 96–4 vol.-%N2–H2 for 30 min at the three holding temperatures before cooling. Two dilatometry tests per condition were carried out.
Specimen characterisation
Dimensional change from green size and TRS was characterised for each sintered specimen following MPIF standards 44 and 41 respectively. 29 Microstructures were characterised for each specimen using optical microscopy. Specimens were etched with 3% nital before observation.
Nickel diffusion was characterised with Suzuoka's instantaneous source model combined with an approach that was developed and presented elsewhere, which allows the measurement of grain boundary DGB and lattice diffusion DL coefficients.
3
Suzuoka's model consists of a finite source, perpendicular to a grain boundary in a polycrystal containing cubic grains as described in Fig. 5. Equation (3) details Suzuoka's model as a Laplace transform.


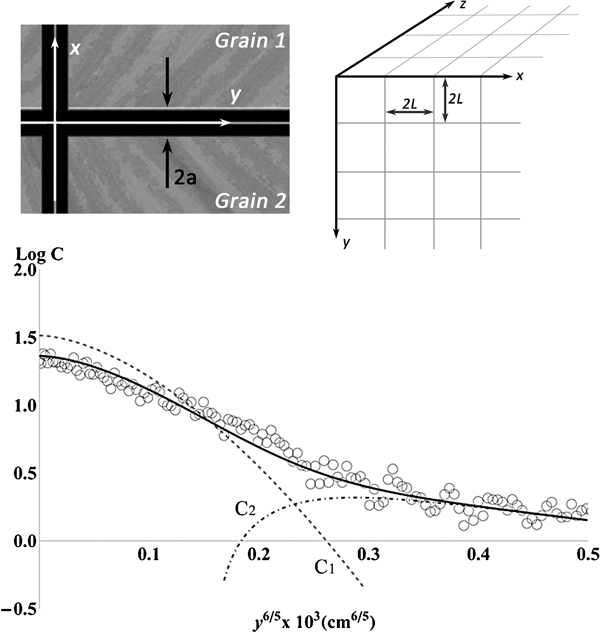
Presentation of Suzuoka's model 30
This technique uses X-ray maps and line scans of the main alloying elements acquired using wavelength dispersive X-ray spectrometry (WDS). WDS line scan analysis leaves distinctive circular traces on the surface of the specimen at each location, where a quantitative X-ray analysis was performed. These patterns are used to carry out a linear regression between the concentrations measured with the line scans and the greyscale values of each X-ray map. This regression is then used to convert X-ray maps to wt-% maps. These calculated maps have been used to characterise nickel diffusion in sintered parts. Figure 6 outlines the steps used for the conversions.
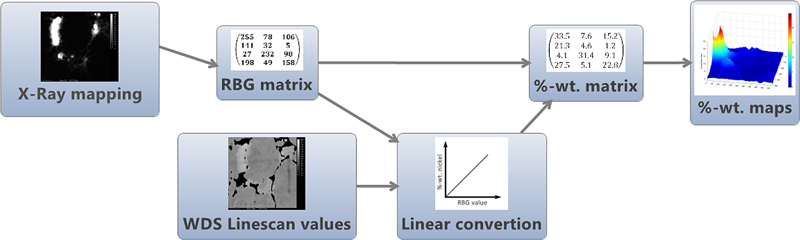
Conversion steps used to characterise spatial distribution of nickel
Results and discussion
TRS bar characterisation
As expected, characterisation of dimensional change from green size and TRS shows that higher sintering temperatures enhance densification and mechanical properties (Fig. 7). Moreover, results show that the addition of a small amount of nanoparticles (∼0·8 wt-%) improves densification but has a negative effect on TRS.
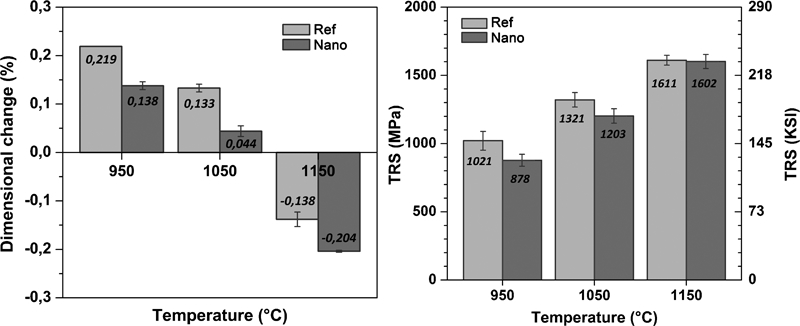
Average dimensional change to green compact and TRS as function of sintering temperatures
Strength is intimately linked not only to the sintered microstructure but also to the remaining porosity. 28 The volume fraction of porosity in sintered parts affects their mechanical properties by decreasing their strength. Thus, lower dimensional changes, for a given temperature, indicate that the sintered NANO bars are denser than the standard REF series. Therefore, if the microstructure were identical, it would mean that the NANO series should be stronger than the standard parts (REF). However, this logic is not respected in the present case.
When looking at the microstructure obtained for a given sintering temperature, it can be seen that the volume fraction of NRA is significantly higher in the reference specimens (REF) than in the ones with nanoparticle addition (NANO). Figure 8 presents optical micrographs where most of the NRA regions have been marked with arrows. More specifically, the microstructure of the specimens sintered at 950 and 1050°C (1742 and 1922°F) is mainly composed of pearlite with a small proportion of NRA. At these two sintering temperatures, the latter are composed of retained austenite (with different levels of nickel content) with a small proportion of martensite. On the other hand, a higher sintering temperature [1150°C (2102°F)] increases lattice (volume) diffusion, therefore increasing the nickel content of the regions surrounding NRAs. Consequently, the nickel concentration in the NRA decreases, thus leading to the formation of more martensite upon cooling. As shown in Fig. 9, martensite formation in FLN2 PM steels is promoted for a certain range of nickel concentrations. If too much is present, retained austenite will form instead, 3 as verified in Fig. 8. To corroborate the observation, image analysis was performed to evaluate the proportion of each phase in the different specimens. Results are presented in Table 2.
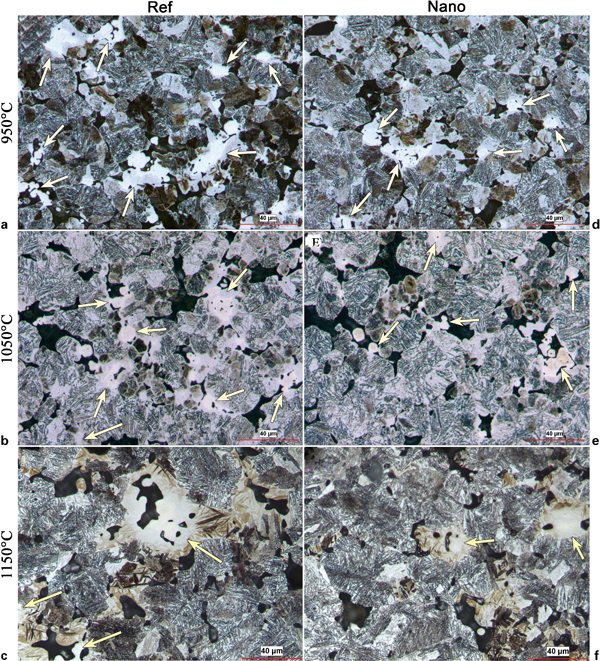
Optical micrographs presenting typical microstructures of TRS bars a–c without REF and d–f with nanoparticle addition (NANO) respectively sintered at 950, 1050 and 1150°C (1742, 1922 and 2102°F): specimens were etched with 3% nital
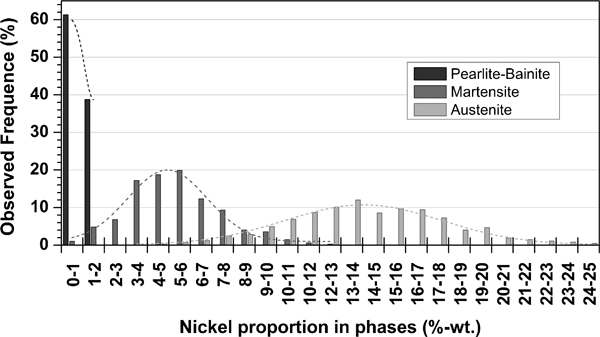
Nickel concentration normally distributed intervals where each phase is favoured (base powder ATOMET 4901) 3
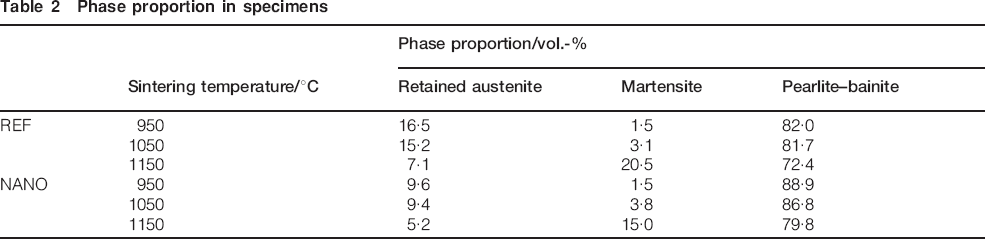
Phase proportion in specimens
Examination of the nickel microprobe X-ray maps supports this observation by showing that the specimens containing nickel nanoparticles have fewer NRA. An example of such nickel X-ray maps is presented in Fig. 10. Once again, it clearly shows that the utilisation of nickel nanoparticles has lowered the volume fraction of NRA.
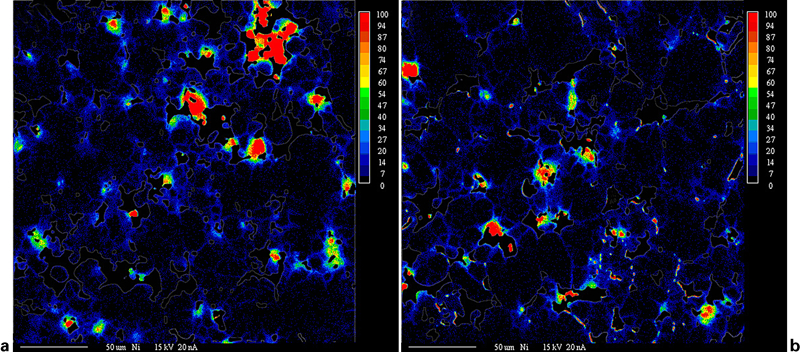
Microprobe nickel X-ray maps for a REF and b NANO sintered at 1050°C (1922°F)
However, when looking at the contribution of NRA to the strength of the material, it has been proven that retained austenite, present in NRA, partially transforms into strain induced martensite when submitted to mechanical stress. 31 Therefore, this phenomenon explains the superior strength of the REF series and the fact that, although more dense, the specimens prepared using steel particles coated with nanoparticles of nickel show slightly inferior strength. Indeed, the latter specimens are less prone to strain induced transformation from retained austenite to martensite during plastic deformation since less NRAs are present, hence their lower strength. Moreover, the fact that the variation of TRS, at each temperature (REF versus NANO), decreases with increasing temperature concurs with this hypothesis since higher temperatures reduce the relative significance of the size of the particles on the diffusion rate. Then, the effect of nanoparticles on the proportion of NRA decreases with increasing temperature, causing a levelling in the mechanical properties.
Characterisation of nickel diffusion
As detailed in the methodology section, microprobe X-ray maps can also be used to evaluate the nickel diffusion coefficient (lattice DL and grain boundary DGB coefficients) using Suzuoka's equation. This equation is fitted to the data extracted from the nickel wt-% matrixes calculated from the X-ray maps. Results are presented in Table 3 and in Fig. 11.
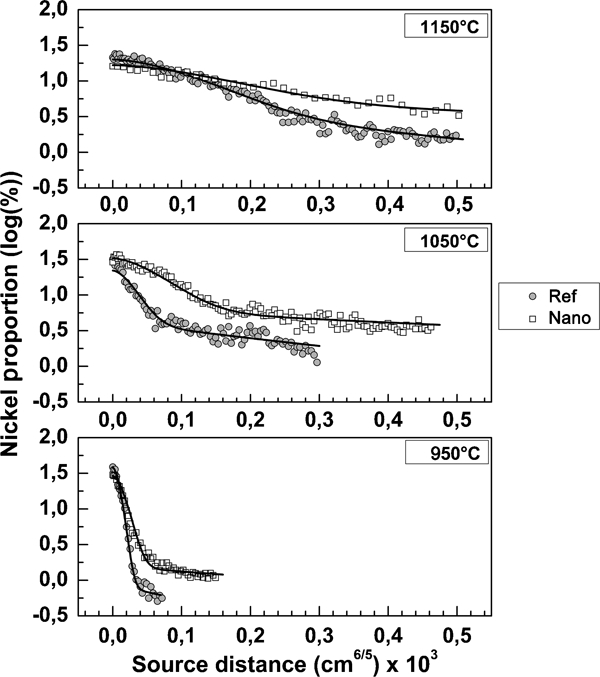
Suzuoka's model applied to converted maps for sintered specimens with (NANO) and without nanoparticles (REF)
Presentation of solved diffusion coefficients for REF 3 and NANO series

The increase in the calculated diffusion coefficient for the NANO series that was evaluated from higher concentration at a certain depth would suggest that diffusion has started at a lower temperature and/or that the nanoparticles have a higher diffusivity than the microparticles.
Therefore, using the solved diffusion coefficient for the REF
3
and NANO series (Table 3), weighted least square analysis on a proportional Arrhenius model (equation (4)) was performed on the nickel nanoparticles to determine their activation energy Qnano and the pre-exponential factor D0,nano for the lattice and grain boundary diffusion coefficients. Results are presented in
12
Figs. 12 and 13
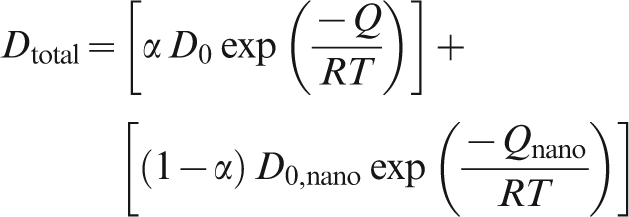
Comparison of lattice diffusion coefficient DL measured with nanoparticle addition (NANO) and without nanoparticle addition (REF) (published data), 3 with presentation of activation energy Q and pre-exponential factor D0 for micro- and nanonickel
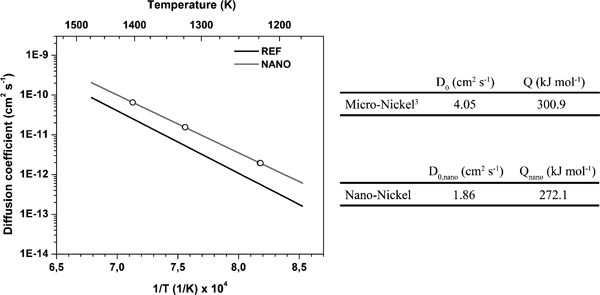
Comparison of grain boundary diffusion coefficient DGB measured with nanoparticle addition (NANO) and without nanoparticle addition (REF) (published data), 3 with presentation of activation energy Q and pre-exponential factor D0 for micro- and nanonickel
The strategy presented has conclusive results. It shows that the addition of a small amount of nanoparticles to a standard powder mix lowers the global activation energy and that diffusion begins at a lower temperature. In addition, the greater difference between grain boundary diffusion curves follows the literature that states that a decrease in particle size has more influence on grain boundary diffusion than lattice diffusion (Table 1).
The link between nanoparticle additions and the higher diffusion rate can also be linked to the greater proportion of vacancies in the NANO series. Indeed, literature reports the fact that grain boundary and newly formed bridges between particles possess a higher proportion of vacancies than the bulk materials. 5 Thus, since the addition of nanoparticles creates an important number of new bridges in the system, it significantly increases the proportion of vacancies. Moreover, the commonly used Arrhenius model for diffusion is in fact a simplification of a probability weighted model consisting of a series of different events, possessing different parameters and activation energy, which occur at the same time, i.e. diffusion without vacancies, monovacancy diffusion and divacancy diffusion. 32 Therefore, the increase in the measured diffusion rate can be explained by the significant increase in the proportion of vacancies related to the addition of nanoparticles.
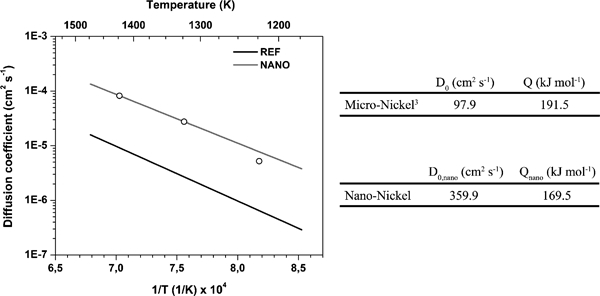
Dilatometry testing (Fig. 14) also corroborates that volume diffusion mechanisms start at lower temperature with the addition of nanoparticles by exhibiting that densification, which can only be brought about by volume diffusion mechanisms, begins at lower temperature for the NANO than the reference specimen (REF). Thus, it implies that the volumetric diffusion mechanisms for the NANO samples have lower activation energy than the reference (REF). The curves also show that the NANO samples have a greater densification throughout the entire sintering process.
Dilatometry testing performed at three sintering temperatures for REF and NANO series
Another point explains the higher nickel concentration in the vicinity of grain boundaries for the NANO series. As it was detailed in the methodology section, the nickel nanoparticles were added as a quasi-monolayer on the base powder before compaction. Therefore, as illustrated in Fig. 15, nickel nanoparticles are getting caught between particles upon compaction, thus creating a distribution of nickel in the future grain boundaries. Comparison between Fig. 10a and b corroborates this explanation by illustrating small zones of high nickel concentration between sintered particles in the NANO series.
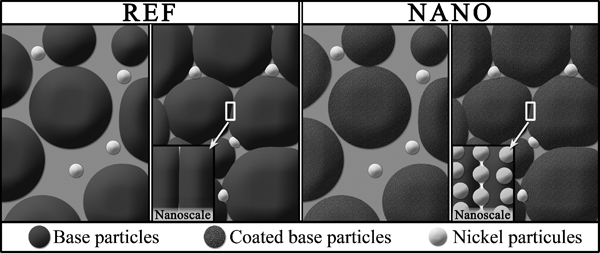
Illustration of nickel nanoparticles getting caught between particles upon compaction for coated base particles
Conclusions
The use of admixed nickel in PM steel mixes usually leads to the formation of NRAs in the sintered microstructure since diffusion coefficients of nickel into iron are still low at conventional sintering temperatures. Therefore, this work assessed the effect of replacing a portion of the admixed nickel with carbon coated nickel nanoparticles on the nickel distribution in the matrix of nickel steel parts.
The main conclusions of this study are as follows:
The use of nanoparticles diminishes the initiation temperature for volume diffusion mechanisms, leading to denser parts. This behaviour is attributed to a significant increase in the number of vacancies in the system linked to addition of nanoparticles.
Even if higher density were achieved for the NANO series, lower mechanical strengths were obtained. This was explained by the lower proportion of strain induced martensite formed through mechanical testing since parts made with nanoparticles contain less NRA.
The use of nanoparticles leads to a more uniform chemical composition in the matrix. The volume fraction of NRAs is lowered for a given sintering temperature.
Extracted data from converted X-ray maps permitted the application of Suzuoka's equation to determine grain boundary and lattice diffusion coefficients of admixed nano-nickel in PM hybrid low alloy steels. Least square analysis enabled the determination of an Arrhenius type diffusion equation comparable to the literature. The resulting equations are (cm2 s−1)


Footnotes
Acknowledgements
This work has been carried out with the financial support of the Natural Sciences and Engineering Research Council of Canada and the Rio Tinto Metal Powders. The authors would like to acknowledge Mme M. Larouche for the image analysis.